1.本发明涉及包装机械领域,尤其涉及一种纸板的包边成型装置。
背景技术:
2.包装盒中常用的方形普通纸板(又称灰板)的厚度小于0.5cm,为实现包边,覆面包边物料具有四个尺寸略大于普通纸板的侧边,包装物料或其侧边上涂覆有胶水,使侧边贴合纸板的侧壁进行折边、压平等动作后即完成纸板的包边及覆面加工。
3.上述纸板的包边通常由人工手工加工完成,不仅加工效率低、产品质量亦部稳定。
4.此外,在实际使用中,部分场合对于纸板的厚度要求更高,例如0.75cm、0.8 cm、甚至1 cm以上,若采用上述覆面包边物料加工,会导致包覆后的纸板的四个角裸露在外,美观性不足;并且,裸露在外的纸板部分也容易在存储、运输以及使用过程中由于碰撞、摩擦等因素容易变形。因此,需要于上述四个侧边之外,另设两个专用于包覆角的角边。
5.为实现上述新型包装物料的自动包边,提出本案申请。
技术实现要素:
6.针对现有技术的不足,本发明提供一种纸板包边成型装置,解决现有技术纸板、尤其是厚纸板存在的加工效率低下的问题。
7.为实现上述目的,本发明纸板包边成型装置包括:
8.第一包边机构,于输送过程中将覆面包边物料的一对侧边贴合于另一表面之上,该另一表面同覆面包边物料与纸板的贴合面相对设置;
9.第二包边机构,于输送过程中将覆面包边物料的另一对侧边贴合与另一表面之上;
10.第一包边机构的输送方向与第二包边机构的输送方向垂直或相交,且交界处设有转料机构,用于将贴合有覆面包边物料的纸板中第一包边机构转移至第二包边机构;
11.所述第一包边机构与第二包边机构均包括有:
12.一输送单元,用于输送一表面附着于覆面包边物料之上的纸板;
13.一折边单元,用于将覆面包边物料的一对侧边翻折并贴合于与一表面相对的纸板的另一表面之上;
14.所述第二包边机构还包括有用于将覆面包边物料的打角机构贴合与纸板的侧壁之上的打角单元。
15.本发明进一步设置如下:所述打角单元设置于输送单元两侧,具有设有打角块以及驱动结构,操作驱动结构使打角块沿输送方向插入输送范围之中、而使覆面包边物料的角边同与输送方向一致的纸板的侧壁贴合;
16.作为优选,所述打角单元包括有打角块、驱动器、摆动轴、摆动块,所述摆动块的一端通过一销轴可转动固定于一安装支架上,所述打角块的中部通过摆动轴固定于所述摆动块的另一端;所述驱动器的活动端驱动打角块的一端摆动并带动打角块的另一端上的打角
头进入或退出输送单元的输送范围。
17.本发明进一步设置如下:所述折边单元设置于输送单元之上,形成有或具有导向面使经过的纸板上的覆面包边物料的一对侧边竖直翻折后、再水平翻折的导向面、而使经过的覆面包边物料的侧边翻转同纸板的侧壁与另一表面贴合。
18.本发明进一步设置如下:于所述折边单元的前侧设有压边单元,压边单元设置于输送单元的两侧,其具有使所述再水平翻折后的侧边同纸板的另一表面贴合的压紧件。
19.本发明进一步设置如下:还包括设于输送单元前方的压平机构,所述压平机构包括:
20.输送带,其宽度不小于纸板垂直于输送方向上的长度;
21.压辊,平行间隙设置于输送带上方,其同输送带的上表面之间的间隙略小于或与纸板的厚度相适应;
22.转动辊,用于驱使输送带与其上轮转;
23.以及,与压辊配合的刚性平面。
24.本发明进一步设置如下:所述输送单元包括间隔相对设置的左输送机构、右输送机构,左输送机构与右输送结构均包括:
25.输送底轨,输送底轨的上表面设有输送凹槽;
26.输送窄带,嵌设于所述输送凹槽之中;
27.至少两个输送轮,设于输送底轨两端、用于驱动输送窄带于其上轮转。
28.本发明进一步设置如下:本发明进一步设置如下:设有主电机,所述主电机的输出端上同轴装设有主驱动轮,所述主驱动轮上配合有一传动带,并设有从驱动轮一与从驱动轮二与主驱动轮同步传动配合;所述从驱动轮一与所述压平机构传动连接、为所述压平机构提供动力源,所述从驱动轮二与所述输送单元传动连接、为所述输送单元提供动力源。
29.本发明进一步设置如下:输送单元中,左输送机构与右输送机构之间横跨有一主轴,所述主轴与所述从驱动轮二同轴固定,所述主轴之上还设有传动驱动轮与输送轮、输送窄带配合。
30.本发明进一步设置如下:设有辅助输送单元,所述辅助输送单元包括一对垂直啮合的伞齿以及三角传动结构,三角传动结构由三个传动轮以及传动带配合形成,其中,呈水平设置的伞齿同轴固定于主轴之上,呈竖直设置的伞齿与三角传动结构中的任一传动轮同轴固定,另二传动轮或任意两个传动轮之间的传动带作为输送单元的输送侧壁、与输送过程中包覆了侧边的纸板侧壁接触配合。
31.本发明进一步设置如下:包括底架,所述左输送机构和/或右输送机构可滑动安装于所述底架之上,且所述底架上还设有定位调节结构控制所述左输送机构与右输送机构之间的相对距离。
32.作为优选,所述定位调节结构包括有至少两个且沿输送方向对称分布于左输送机构和/或右输送机构的前、后两侧,定位调节结构之间通过链轮与链条同步联动。
33.或者,所述定位调节结构包括至少两个侧调节结构和一中部调节结构,两个所述侧调节结构且沿输送方向对称分布于左输送机构和/或右输送机构的前、后两侧,中部调节结构位于两个所述侧调节结构之间。
34.具体地,侧调节结构包括有链轮、同轴调节杆以及安装座,所述同轴调节杆呈水平
螺纹连接于水平调节孔之中,其一端与链轮固定连接、其另一端固定于左输送机构或右输送机构上。中间调节结构包括有链轮、转轮、安装座和调节杆,中部调节结构的链轮与侧调节结构的链轮之间通过一链条实现同步联动。使用时,只需转动中部调节结构的转轮即可同时控制侧调节结构进行调节,实现一步调节到位。
35.本发明的有益效果如下:
36.一、本发明纸板打角包边机构,通过打角单元实现角边的包边动作、通过折边单元实现侧边的包边动作,使纸板的四个侧壁以及四角均由覆面包边物料包覆,既可以提升纸板的美观程度或附着商品图样、名称等信息用于展示,同时也通过物料的包覆、包边加强了纸板的结构强度和抗挠性,从而适应实际使用需求。
37.二、本发明打角包边机构中的输送、包边、压平等动作均由机械自动加工完成,相比于人工包边,其能够大幅度提高加工效率。并行,机械加工的加工精度和产品的稳定性远高于人工加工,能够满足现代化的生产需求。
38.三、本发明打角机构以摆动方式控制打角头嵌入输送范围中推动角边同纸板的侧壁贴合实现角边的包边动作,结构简单、控制方便,打角过程行程小、速度快、动作简单、角边同侧壁之间的贴合度高。并且,本发明打角机构还顺应了输送方向、对输送过程的影响极小,有利于延长整体设备的使用寿命。
39.四、本发明打角单元、折边单元可设于一短距离、直线运输的输送机构之上,本发明装置对空间的有效利用率更高,也因此,其整体设备的体积可控制在较小的范围内,故本发明装置体积更小、占用空间少,特别适合小微型企业甚至作坊生产使用。
附图说明
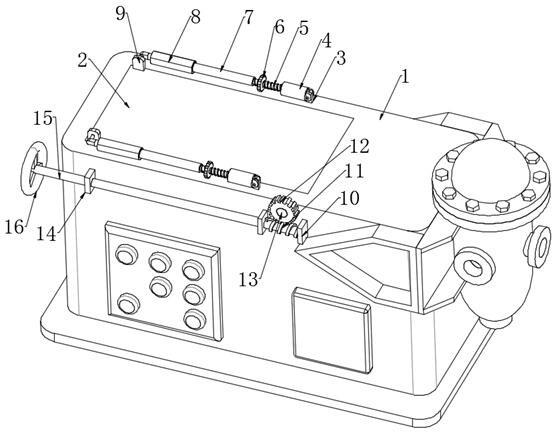
40.图1为本发明具体实施例整体示意图。
41.图2为本发明具体实施例整体俯视示意图。
42.图3为本发明具体实施例第一包边机构整体示意图。
43.图4为本发明具体实施例第二包边机构整体示意图。
44.图5为本发明具体实施例第二包边机构俯视示意图。
45.图6为本发明具体实施例同步输送结构示意图。
46.图7为本发明具体实施例左输送机构/右输送机构内侧结构示意图。
47.图8为本发明具体实施例左输送机构/右输送机构外侧结构示意图。
48.图9为本发明具体实施例辅助输送结构示意图。
49.图10为本发明具体实施例打角机构整体示意图。
50.图11为本发明具体实施例打角机构俯视示意图。
51.图12为本发明具体实施例打角机构使用示意图。
52.图13为本发明具体实施例导向块示意图。
53.图14为本发明具体实施例导向块使用示意图。
54.图15为本发明具体实施例加工步骤示意图。
55.附图标记:1—底架,2—第一包边机构,3—转料机构,4—第二包边机构,5—压平机构,11—纸板,100—滑轨;
56.210—左输送机构,220—右输送机构,230—滑动机构,240—驱动传动机构;
57.310—水平运动结构部分,320—升降运动结构部分;
58.400—驱动马达,443—主驱动轮,442—从驱动轮一,441—传动带一,444—主轴;
[0059] 411—右打角单元,412—右辅助输送结构,413—右输送主动轮,414—右输送窄带,415—右导向块,415a—导向面,416—右输送底轨,417—右滚轮,418—右输送从动轮,419—右张紧轮;
[0060]
421—左打角单元,422—左辅助输送结构,424—左输送窄带,425—左导向块;
[0061]
411a—安装支架,411b—小气缸, 411e—销轴二,411d—摆动块,411c—摆动轴,411h—打角块,411f—销轴一,411i—打角头;
[0062]
422a—传动轮一,422b—传动带二,422c—传动轮二, 422d—传动轮三,422i—水平斜齿一,422h—竖直斜齿一,422f—安装架一;
[0063]
230—滑动结构,431—侧宽度调节结构一,432—中部宽度调节结构,433—侧宽度调节结构二;
[0064]
5—压平机构,512—输送带,511—压辊,513—第三三角传动结构,514—联轴器一;
[0065]
910—三角输送结构一,920—三角输送结构二。
具体实施方式
[0066]
本发明提供一种纸板11的包边装置,包括用于完成一对侧边包边动作的第一包边机构2和用于完成另一对侧边以及四个角边包边动作的第二包边机构4,实现纸板11的覆面与包边的自动加工、克服现有技术中采用人工加工方式所存在的加工效率低、质量不稳定等缺陷。此外,为衔接第一包边机构2与第二包边机构4,可于二者之间设置一个转料机构3。
[0067]
下面结合附图以及实施例对本发明结构做进一步说明。
[0068]
需要特别说明的是,以下实施例均以纸板11的底面、即下表面先贴合于覆面包边物料(以下简称物料)的中部、而预留出四个侧边及四个角边用于包边作为加工基础进行的,因此在包边过程中,物料的侧边均需要使其贴合与纸板11的上表面之上。
[0069]
以及,如无例外,以输送方向的前方为前、反之为后,面对输送方向的来时方向的左侧为左(即图1中更靠外侧一侧为左)。
[0070]
实施例1 如图1、图2所示,本实施例提供一种纸板11的包边装置,包括有第一包边机构2、第二包边机构4以及转料机构,第一包边机构2用于先将覆面包边物料的一对侧边贴合于纸板11的上表面之上,第二包边机构4用于将另一对侧边贴合于纸板11的上表面之上、并且将四个角边也一并特别于纸板11的侧壁上,从而对纸板11实现全面的侧壁包边,放置其侧壁或角裸露。
[0071]
其中第一包边机构2与第二包边机构4最好呈垂直设置,一方面,在纸板11从第一包边机构2过渡至第二包边机构4的过程中,无需特别设置调换纸板11角度的装置,另一方面,其能够缩小本发明装置的总体长度、以适应使用空间有限的厂房中安装使用。
[0072]
结合图3与图4所示,第一包边机构2包括有输送单元和折边单元,第二包边机构4包括有输送单元、折边单元以及打角单元。
[0073]
其中,输送单元分为左输送机构210、右输送机构220,左输送机构210、右输送机构220结构基本相同且相对间隔设置,二者之间的间隔可容纳纸板11恰从其中通过为佳。以图
4中可展示较为清楚的右输送机构220为例,其包括有右输送底轨416和右输送窄带414,右输送底轨416的两侧各设有一右输送从动轮418,右输送窄带套设于两个右输送从动轮418之上并不断轮转、且其位于上方的输送部分正好嵌入于右输送底轨416的上表面之中的输送凹槽的,由输送凹槽的槽底形成放置对右输送窄带414的刚性支撑。右输送窄带414位于下方的输送部分还传动配合有右输送主动轮413,该右输送主动轮413同轴固定于图中所示的主轴443之上,结合图1与图2可知,本实施例,主轴443横跨左输送机构与右输送机构,主轴443所带来的转动即为输送单元部分的动力源。而为使右输送窄带414保持张紧状态、确保输送速度和效率,在另一实施例中,可于右输送窄带414的路径之中、尤其于右输送主动轮413的两侧设置右张紧轮419一与右张紧轮419二。
[0074]
本实施例中,右输送窄带414为传动皮带、右输送从动轮418、右输送主动轮413、右张紧轮419可采用与传动皮带相适应的带轮。
[0075]
其中,折边单元,用于将覆面包边物料的一对侧边翻折并贴合于与一表面相对的纸板11的上表面之上,在第二包边机构4的左输送机构以及右输送机构的输送单元之上分别设置有位置相对应的折边机构,以右输送机构为例,折边机构主要由一右导向块415组成,该右导向块415形成有或具有使侧边从水平方向立起并弯折的导向面415a,如图13所示,导向面415a为一从水平方向平滑过渡至竖直方面再向水平过渡形成的扭转面。如图14所示,当附着于覆面包装物料上的纸板11经过时,侧边将受导向面415a引导,侧边先竖直翻折后、再水平翻折,从而使经过的覆面包边物料的侧边翻转同纸板11的侧壁与另一表面(附图中所示为上表面,实际应用中也可水平翻转调换上、下位置,但考虑到到覆面包边物料上涂覆有胶水,为便于应用,多采用附图所示结构)用于完成折边动作。
[0076]
结合图5、图6所示,第二包边机构4中的右打角单元411同其折边单元相邻设置且相对于折边单元靠后设置,打角单元用于实现角边的包边动作。由于在覆面包边物料中,四个角边分设于四个角落处,而本例中纸板11也主要为方形,因此,在左输送机构、右输送机构的入口处分别设置有左打角单元、右打角单元,左打角单元、右打角单元的结构相同且位置相对应。
[0077]
结合图10
‑
11所示,本实施例中,左打角单元、右打角单元包括有安装支架411a和打角块411h、驱动器、摆动轴411c、销轴一411f、销轴二411e、摆动块411d,打角块411h为l形结构、其拐角处即为中部、其一端设置有一垂直于该侧的扁平结构——即前述打角头411i、其可以插入纸板11与左输送机构或右输送机构的轨道挡壁之间的间隙中,如图12所示。
[0078]
打角块411h的中部与其另一端(即联动端)的端部均设有销孔:中部的销孔与摆动轴411c配合可转动固定于摆动轴411c的一端的连接孔一中,联动端上的销孔则通过销轴二411e同样固定于摆动轴411c的连接孔二中,连接孔一与连接孔二距离较近。同时,摆动轴411c的另一端为固定端,其通过销轴一411f可转动固定于安装支架411a之上。
[0079]
本实施例中,驱动器采用小气缸411b,小气缸411b的固定端铰接于安装支架411a之上,其活动端则铰接于销轴二411e上,小气缸411b的活动端随着伸缩动作,其可以驱动打角块411h的另一端及至打角块411h的中部区域以摆动轴411c为中心摆动。进而控制打角块411h的联动端摆动并带动打角头411i进入或退出输送单元的输送范围,用于将已经立起的角边1101沿着输送方向推入到纸板11与轨道挡壁之间的间隙中,使角边1101同纸板11的侧壁贴合,实现打角包边。
[0080]
本实施例中,如图1所示,转料机构3采用真空吸附转料机构,其包括有真空吸附部分、升降运动结构部分320以及水平运动结构部分310,采用上述转料机构3可以有效确保转料过程的定位的精确性、保证转料不偏移且及时,以与第一包边机构2、第二包边机构4尤其是与打角机构实现动作同步,确保加工节奏一致、进而进一步保证加工效率、提高产量。
[0081]
基于上述,特别说明的是,对于方形纸板11的覆面包边敷料,其角边与侧边之间的连接关系有以下两种:其一,四个角边与其中一对侧边联动;其二,四个角边两两成对,分别同一对侧边联动。对于前者,其可以通过本实施例提供的纸板11折角包边机构的一次加工即可完成四个角边1101(位于前侧的一对角边与侧边一同通过折边机构折边实现贴角动作)以及一对侧边1103的包边动作。
[0082]
因此,在另一实施例中,对于第二种情形,可以采用与第二包边机构4相同的结构替代第一包边机构2,从而实现纸板11的四角、四边的全面包覆。
[0083]
实施例2 本实例例与实施例1的不同之处在于:为加强侧边贴合于纸板11上的紧密性,可设置如下压边机构:仍以右输送机构为例,该实施例中,压边机构位于折边机构之后并设置与右输送窄带414之上,其设有同右输送窄带414间隙配合的压紧件,该间隙同待加工的纸板11厚度相适应,从而,在右输送窄带414继续输送的过程中,其可以使翻折后的侧边紧贴于纸板11的上表面,进而确保侧边包边动作的可靠性。当然,附图中所示的压紧件的一种可行方案为一排均匀间隔分布的右滚轮417,右滚轮417与右输送窄带414的上表面间隙配合,该间隙同待加工的纸板11厚度相适应(最好略小于或等于纸板11厚度)。
[0084]
实施例3 本实施例与上述实施例的不同之处在于:本实施例中,为进一步确保包边同纸板11的上表面之间紧密贴合,满足生产标准,于输送单元的前方设置了压平机构5,压平机构5与第二包边技术的输出侧最好尽可能地相邻,以实现无缝衔接、快速接收完成角边包边和侧边包边后的纸板11并对其进行进一步的压平处理。
[0085]
作为一种具体结构,压平机构5包括有输送带512、驱动输送带512的转动辊以及同输送带512的上表面相配合的压辊511,当然,为确保挤压效果,输送带512的下方设有配合辊或一配合平面与压辊511间隙配合,使经过该间隙的每个纸板11(含覆面包覆物料)的每一处得以均匀地受到压力作用,从而使侧边与纸板11的上表面紧密贴合。
[0086]
因此,本例中,输送带512的宽度不小于纸板11的宽度,压辊511同配合辊和配合平面之间的间隙略小于或等于纸板11的厚度。
[0087]
实施例4 为控制本实施例装置的生产成本以及使用成本,本实施例中第一包边机构2或第二包边机构4中均仅设置一个驱动马达400用于驱动其左输送机构、右输送机构的动作,对于第二包边机构而言,其还进一步通过传动结构驱动压平机构5动作。其结构具体如下:首先,于驱动马达400的输出端上同轴装设有主驱动轮444,并为压平机构5配设一从驱动轮一442、为输送单元配设一从驱动轮二445,主驱动轮444、从驱动轮一442以及从驱动轮二三者之间通过传动带一441实现同步传动。而从驱动轮二445即与前述主轴443同轴固定,如此,从驱动轮二445跟随主驱动轮444转动时,可以带动主轴443一并转动。
[0088]
从驱动轮一442安装于一转动轴上,该转动轴同压平机构5的转动辊之间通过联轴器一514同步转动,在又一实施例中,考虑到保持传动力的稳定以及改变转动轴的转动速度等方面的考虑,可以通过改变从驱动轮一442的外径大小或者于转动轴同压辊511之间增加第三三角传动结构513用于实现传动联动。
[0089]
或者,在又又一种实施例中,可以为输送单元以及压平机构5分别设置驱动器件,或者,可进一步为左输送机构、右输送机构分别配置一驱动器件。
[0090]
实施例5 本实施例与上述实施例的区别之处在于:本实施例中,于左输送机构、右输送机构的外侧,设有辅助输送结构,以左输送机构一侧为例,临近于左输送机构的轨道挡壁的外侧设有左辅助输送结构422,左辅助输送结构422包括有水平斜齿一422i、竖直斜齿一422h、联轴器以及第一三角传动结构,水平斜齿同轴固定于主轴443之上,竖直斜齿一422h与水平斜齿一422i啮合,竖直斜齿一422h所在的转轴同第一三角传动结构之中的一个传动轮同轴联动。
[0091]
其中,第一三角传动结构由传动轮一422a、传动轮二422c、传动轮三422d以及传动带二422b组合形成,第一三角传动结构的传动轮一422a、传动轮三422d贴近输送单元设置且位于轨道挡壁的上方、此传动轮一422a、传动轮三422d之间的部分传动带二422b的外壁与轨道挡壁保持竖直对齐或者较轨道挡壁更靠近右侧,形成与压边机构平行配合的结构,同时,该部分的传动带二422b的后侧同折边机构中的导向块衔接、形成可移动的输送侧壁。
[0092]
上述输送侧壁的作用如下——用于在前述包边后的纸板11在压边或者输出的过程中,使输送侧壁同纸板11侧壁相接触:一方面得以帮助输送纸板11继续向前移动,以抵消部分压边机构所造成的阻力;另一方面,其可以利用该接触过程,使物料上的侧边或角边同纸板11进一步贴合,确保包边的可靠性。
[0093]
右输送机构的外侧同样设置有与上述左输送机构类似的由水平斜齿、竖直斜齿、联轴器以及第二三角传动结构组成的右辅助输送机构。
[0094]
实施例6 本实施例与上述实施例的不同之处在于:本实施例中,为使便于根据实际的使用需求得以调节输送单元中输送轨道的宽度,以适应不同的尺寸的纸板11的包覆加工需求,本实施例于底架1与第一包边机构2、底架1与第二包边机构4之间设置有滑动机构230。为此,底架上设有平行间隔、呈左右横跨走势的至少两个滑轨100,并且左输送机构、右输送机构的底部设有相应的滑块与滑轨100配合,使左输送机构、右输送机构可滑动安装于底架1之上。
[0095]
同时,底架1上还设有定位调节结构控制左输送机构与右输送机构之间的相对距离——一种较优的实施方式如下:沿输送方向设置至少两个以上的相应结构,用于平衡、均匀地整体推动左输送机构、右输送机构在滑轨100之上的滑动。
[0096]
作为一种具体手段:定位调节结构包括侧宽度调节结构一431、侧宽度调节结构二433和一个中部宽度调节结构432,侧宽度调节结构一431、侧宽度调节结构二433且沿输送方向对称分布于左输送机构的前、后两侧,中部宽度调节结构432位于侧宽度调节结构一431与侧宽度调节结构二433之间。侧宽度调节结构一431、侧宽度调节结构二433均包括有链轮、同轴调节杆以及安装座,同轴调节杆呈水平螺纹连接于水平调节孔之中,其一端与链轮固定连接、其另一端固定于左输送机构或右输送机构上。中间调节结构包括有链轮、转轮、安装座和调节杆,中部宽度调节结构432的链轮与侧宽度调节结构一431、侧宽度调节结构二433的链轮之间通过一链条实现同步联动。使用时,只需转动中部宽度调节结构432的转轮即可同时控制侧宽度调节结构一431、侧宽度调节结构二433进行调节,一步调节即可到位。
[0097]
在上述实施例之外,为便于衔接转料机构3与第二包边机构4,可于第二包边机构4
沿输送方向的反方向至转料机构所在工位设置内输送单元,内输送单元包括有三角输送结构一910和三角输送结构二920,三角输送结构一910和三角输送结构二920结构相同,其均由一传送带与三个传送轮组成,其中任一传送轮作为动力的输入侧同第二包边机构的输送单元传动联动。
[0098]
综上所述,本发明提供了一种可以将物料的全部角边、侧边以机械自动加工方式完全快速地、紧密地包覆于纸板11的侧壁及其上表面之上并实现紧密贴合的加工设备,其通过对第一包边机构2与第二包边机构4的结构以及位置关系的合理谁出,既提高了加工动作的效率,也有效控制了整体装置的占用空间,加工速度快、效率高,可以大大降低工人的劳动负担,同时其成品的加工质量也更稳定,其输送轨道的输送宽度还可根据实际应用需要进行调整,使用方便、适用范围广。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。