1.本发明涉及一种在电机定子定位上料检测装置,属于电机生产装配技术领域。
背景技术:
2.电机生产行业一直都是劳动力密集型产业,因其产品的特殊性一直无法实现自动化生产,定子目前生产大多为人工装配,均是使用半自动机或全手工作业,但是无论是半自动还是手动生产成本高,劳动强度大,效率低,且易出现错装漏装零件的情况,其装配品质无法得到有效的保障,生产成品合格率低;随着当前劳动力成本的增加及劳动力需求缺口加大等因素,已经很难满足一些电机定子生产企业的需求。
3.近年来随汽车配件及电动工具行业的大力发展,各种电器产品的日益广泛的应用,电机的产量及质量都在需求一个大的提升,传统人工或半自动安装电机定子的设备已经无法满足产品效率和产品质量要求,市场因素要求减少人力成本输入,提高生产效率,非常需要自动化程度高的定子定位上料及装配设备。
技术实现要素:
4.本发明的目的是针对现有技术的不足,提供一种在电机定子安装时定位上料检测装置,取代人工手动或半自动装配,以解决现有定子无法自动上料,无法自动装配的问题,提高了装配效率及安全性。
5.本发明的目的是通过以下技术方案来实现的:一种定子定位上料检测装置包括安装板和固定在安装板上导轨及通过滑块安装的移动板,移动板上安装有升降机构、下部设有伺服电缸与装有中空回转平台的定位平台相联,定位平台后部设置有定子定位组件,安装板前端两侧设置有检测组件,后端安装有移动气缸和定位机构,安装板后端上安装有转盘支撑架,转盘支撑架上安装有尾线定位转盘,尾线定位转盘两侧设有旋转气缸和缓冲限位器,转盘支撑架上还设置有角度检测测试定子的角度位置。机器人或人工放置定子到定位平台上由定位组件定位,经过检测组件识别定子有无,再利用角度检测定子角度,通过伺服电机驱动中空旋转平台带动定位平台摆动,可调整定子上料角度,角度偏差大于设定值自动调整找正,再通过移动气缸驱动定位平台移动到尾线定位转盘下方再由定位机构确定位置,通过伺服电缸驱动升降机构带动定位平台及定子上升进入尾线定位转盘内部,再由旋转气缸推动尾线定位转盘沿设置的圆弧槽转动,使整线拨片伸出整理定子尾线定位,在相互配合下使定子位置及定子尾线维持在预定状态,方便进行后续自动化装配,自动化程度高,人工劳动强度低,大大提高产品品质,可自动进入下一道工序,方便与前后工序连接。
6.本发明提供了一种在电机定子安装过程中定位上料检测装置,设有定位平台及定位组件定位放置定子,安装有检测组件检测定子有无及角度检测测试定子放置角度,通过伺服电机驱动中空旋转平台带动定位平台摆动,可调整定子上料角度,角度偏差大于设定值自动调整找正,合格后由移动气缸驱动沿滑块导轨移动至尾线定位转盘正下方,定子定位可靠,提高了生产效率,节省了人力资源,同时也避免了人工错装漏装的现象的发生。
7.本发明的有益效果是所述电机定子安装生产过程中,该定子定位好后角度也检测合格后,通过伺服电缸驱动升降机构带动定位平台及定子上升进入尾线定位转盘内部,再由旋转气缸推动尾线定位转盘沿设置的圆弧槽转动,使整线拨片伸出整理定子尾线定位,在相互配合下使定子位置及定子尾线维持在预定状态,方便进行后续自动化装配,自动化程度高,再由定位平台和定位组件定位实现定子的自动定位上料,无需人工,大大降低了操作人员的劳动强度,并通过尾线定位转盘实现定子尾线的整理定位,使定子能够实现自动装配,提高了工作效率,大大提高产品品质,方便与前后工序连接,自动化程度高,且对操作员无组装技能要求,提高了生产效率。
附图说明
8.下面结合附图和实施例对本发明专利进一步说明。
9.图1为本发明一种定子定位上料检测装置的主视图。
10.图2为本发明一种定子定位上料检测装置的俯视图。
11.图3为本发明一种定子定位上料检测装置的侧视图。
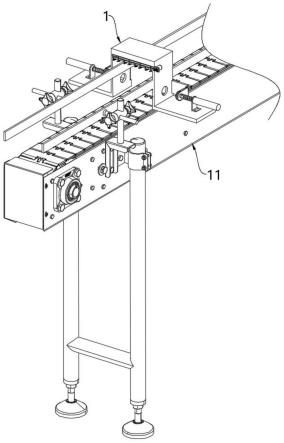
12.图4为本发明一种定子定位上料检测装置的立体图。
13.图中,1、安装板;2、升降机构;3、伺服电缸;4、移动板;5、滑块;6、定位平台;7、检测组件;8、定位组件;9、角度检测;10、旋转气缸;11、缓冲限位器;12、尾线定位转盘;13、移动气缸;14、转盘支撑架;15、定位机构;16、导轨;17、定子;18、中空回转平台。
具体实施方式
14.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对当前具体实施方式具体描述,所附的权利要求和附图是为了本发明的结构和其他方面、特征和优点将更容易理解,其中相同的附图标记用于指示相同的部件。应当理解,此处所描述的具体实施例仅仅用以解释本发明并不用于限定本发明的保护范围。
15.请参阅图1、图2、图3和图4,本发明一实施例一种定子定位上料检测装置包括安装板1和固定在安装板1上的导轨16及通过滑块5安装的移动板4,移动板4上安装有升降机构2、下部设有伺服电缸3与装有中空回转平台18的定位平台6相联,定位平台6后部设置有定子定位组件8,安装板1前端两侧设置有检测组件7,后端安装有移动气缸13和定位机构15,安装板1后部安装有转盘支撑架14,转盘支撑架14上安装有尾线定位转盘12,尾线定位转盘12两侧设有旋转气缸10和缓冲限位器11,转盘支撑架14上还设置有角度检测9测试定子17的角度位置。机器人或人工放置定子17到定位平台6上由定位组件8定位,经过检测组件6识别定子有无,再利用角度检测9测定定子17角度,通过伺服电机驱动中空旋转平台18带动定位平台6摆动,可调整定子17上料角度,角度偏差大于设定值自动调整找正,通过移动气缸13驱动定位平台6移动到尾线定位转盘12下方再由定位机构8确定位置,通过伺服电缸3驱动升降机构2带动定位平台6及定子17上升进入尾线定位转盘12内部,再由旋转气缸10推动尾线定位转盘12沿设置的圆弧槽转动,使整线拨片伸出整理定子17尾线定位,在相互配合下使定子17位置及定子尾线维持在预定状态,方便进行后续自动化装配,自动化程度高,人工劳动强度低,大大提高产品品质,可自动进入下一道工序,方便与前后工序连接。
16.本发明电机定子连接盘旋转定位上料装置实施例提供的技术方案中,该定位上料
检测装置,设有定位平台及定位组件定位放置定子,安装有检测组件检测定子有无及角度检测测试定子放置角度,通过伺服电机驱动中空旋转平台带动定位平台摆动,可调整定子上料角度,角度偏差大于设定值自动调整找正,合格后由移动气缸驱动沿滑块导轨移动至尾线定位转盘正下方,通过伺服电缸驱动升降机构带动定位平台及定子上升进入尾线定位转盘内部,再由旋转气缸推动尾线定位转盘沿设置的圆弧槽转动,使整线拨片伸出整理定子尾线定位,在相互配合下使定子位置及定子尾线维持在预定状态,方便进行后续自动化装配,该上料装置送料效率高,能够使人工放件和机械手抓件同时进行,减少了装配过程辅助时间,提高了产品装配质量,极大提高了产品的装配精度及工作效率,采用人机界面控制设备的各种动作,以及设备的各种报警操作提示,自动化程度高,并具有补料通知及成品检测等功能,有效地提高了生产效率和生产质量,降低了人员劳动强度和生产成本,同时也避免了人工错装漏装的现象的发生。
17.具体实施方式的内容仅为本发明的优选实施例,并非用来限定本发明的实施范围;本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围;凡是依照本发明的权利要求保护范围所做的各种等同变换和改进,均被本发明的权利要求保护范围覆盖。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。