1.本实用新型涉及刀具检测技术领域,尤其涉及一种刀具检测装置。
背景技术:
2.刀具在加工过程中,会因加工环境、加工参数等出现断刀或崩刃的情况时,使得刀具难以精准加工产品,从而导致产品良率的降低。
3.由于cnc加工刀具的尺寸较小,难以通过目测检测刀具是否出现断刀或崩刃。
技术实现要素:
4.鉴于上述状况,有必要提供一种刀具检测装置,以解决如何提高刀具检测效率的技术问题。
5.本实用新型实施例提供一种刀具检测装置,用于检测刀具,所述刀具检测装置包括:框架,包括相对设置的第一支架和第二支架;光源,设置于所述第一支架;光栅,具有菱形的形状,且设于所述光源和所述第二支架之间;及传感器,设于所述第二支架,并与所述光栅相对,用于感测从所述光源发出并透过所述光栅的光束,所述光栅和所述传感器之间的所述光束构成刀具检测区,所述刀具检测区的横截面为菱形,所述刀具检测区的横截面的两条对角线分别位于竖直方向和水平方向,以用于检测所述刀具。
6.在一些实施例中,所述刀具检测区具有第一检测位,所述第一检测位位于所述刀具检测区的横截面的所述竖直方向的对角线上,以检测所述刀具是否断刀。
7.在一些实施例中,所述刀具检测区具有第二检测位,所述刀具检测区的横截面具有四条斜边,所述第二检测位位于所述水平方向的对角线上方的两条斜边中的任一斜边,以检测所述刀具的下刃是否出现崩缺。
8.在一些实施例中,所述刀具检测区具有第三检测位,所述第三检测位位于所述水平方向的对角线下方的两条斜边中的任一斜边,以检测所述刀具的上刃是否崩缺。
9.在一些实施例中,所述第一支架面向所述第二支架的一侧设有收容槽,所述光源嵌设于所述收容槽内,且所述光栅封盖于所述收容槽。
10.在一些实施例中,所述光栅包括:光栅本体,封盖于所述收容槽并连接于所述第一支架,且设有光栅部,所述光栅部为菱形;锁紧体,穿设于所述光栅本体,并螺纹连接于所述第一支架。
11.在一些实施例中,所述光源为红外光、可见光或紫外光。
12.在一些实施例中,所述框架还包括支撑件,所述支撑件分别连接于所述第一支架和所述第二支架,并与所述第一支架和所述第二支架形成一检测空间,以收容所述刀具。
13.在一些实施例中,所述刀具检测装置还包括:气管,连接于所述支撑件,且所述气管的一端设于所述第一支架和所述第二支架之间;气源,与所述气管的另一端连通,用于向所述气管提供气体。
14.在一些实施例中,所述支撑件包括:支撑体;连接体,所述连接体的一端与所述支
46.第二直线
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
l247.第一斜边
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
l348.第二斜边
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
l4具体实施方式
49.下面为了能够更清楚地理解本实用新型的目的、特征和优点,下面结合附图和具体实施例对本实用新型进行详细描述。需要说明的是,在不冲突的情况下,本实用新型的实施例及实施例中的特征可以相互结合。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,所述描述的实施例仅是本实用新型一部分实施例,而不是全部的实施例。
50.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多所述特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
51.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
52.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化涵括在本实用新型内。
53.本实用新型实施例提供一种刀具检测装置,用于检测刀具,以实现快速准确检测刀具是否断刀或崩刃,提高了检测效率。刀具检测装置包括:框架,包括相对设置的第一支架和第二支架;光源,设置于所述第一支架;光栅,具有菱形的形状,且设于所述光源和所述第二支架之间;及传感器,设于所述第二支架,并与所述光栅相对,用于感测从所述光源发出并透过所述光栅的光束,所述光栅和所述传感器之间的所述光束构成刀具检测区,所述刀具检测区的横截面为菱形,所述刀具检测区的横截面的两条对角线分别位于竖直方向和水平方向,以用于检测所述刀具。
54.上述的刀具检测装置通过光源发出光束,光栅接收光源所发出的光束并调整光束的形状,使得光束构成横截面为菱形的刀具检测区,将刀具移至刀具检测区的不同预设位置时,未损坏的刀具和已损坏的刀具所遮挡的光束面积具有极大的区别,使得传感器接收到不同面积的光束,以使传感器产生不同强度的光信号,根据不同强度的光信号,实现快速准确检测刀具是否出现断刀或崩刃,提高了刀具检测效率。
55.下面结合附图,对本实用新型的实施例作进一步说明。
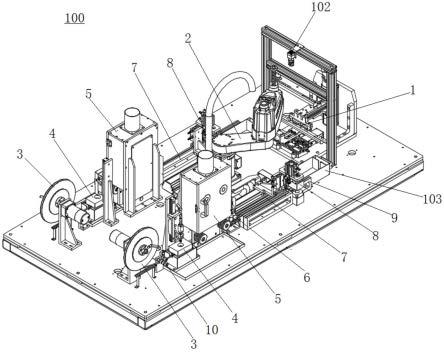
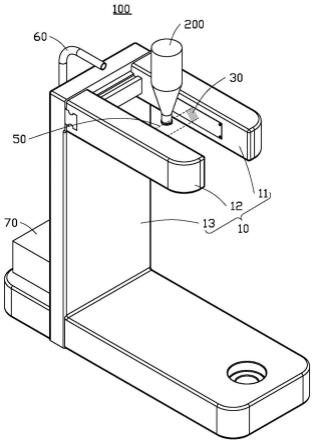
56.请一并参阅图1、图2和图3,刀具检测装置100包括框架10、光源20、光栅30和传感器40。
57.框架10包括相对设置的第一支架11和第二支架12,光源20设置于第一支架11。需要说明的是,第一支架11和第二支架12仅是为了便于说明进行标注,也可以将图中目前标
注的第一支架11说明为第二支架12,而将图中目前标注的第二支架12说明为第一支架11。
58.光栅30具有菱形的形状,且设于光源20和第二支架12之间。
59.传感器40设于第二支架12,并与光栅30相对,用于感测从光源20发出并透过光栅30的光束。光栅30和传感器40之间的光束构成刀具检测区50,刀具检测区50的横截面为菱形,刀具检测区50的横截面的两条对角线分别位于竖直方向和水平方向,以用于检测刀具200。传感器40可以为任何能够感测光束的传感器。
60.上述的刀具检测装置100检测刀具200时,先通过光源20发出光束,光束透过光栅30形成菱形光束。当刀具200检测断刀时,刀具200移至刀具检测区50的第一预设位置(下文将详细说明),若刀具200处于未断刀状态,刀具200的纵向刀体遮挡全部光束或遮挡大部分光束,使得传感器40接收不到光束或接收未被刀具200的纵向刀体所遮挡的小部分光束,传感器40所产生的光信号较弱;若刀具200处于已断刀状态,刀具200的纵向刀体未遮挡光束或遮挡小部分光束,使得传感器40接收全部光束或接收大部分光束,传感器40所产生的光信号较强,根据刀具200移至第一预设位置时,传感器40所产生的光信号的强弱,以判断刀具200是否断刀。当检测刀具200崩刃时,刀具200移至刀具检测区50的第二预设位置(下文将详细说明),若刀具200处于未崩刃状态,刀具200的刀刃遮挡大部分光束,使得传感器40接收未被刀具200的刀刃所遮挡的小部分光束,传感器40所产生的光信号较弱;若刀具200处于已崩刃状态,刀具200的刀刃未遮挡光束或遮挡小部分光束,使得传感器40接收全部光束或接收大部分光束,传感器40所产生的光信号较强,根据刀具200移至第二预设位置时,传感器40所产生的光信号的强弱,以检测出刀具200是否崩刃。如此,通过将刀具200移动至不同的预设位置时,未损坏的刀具200和已损坏的刀具200所遮挡的光束面积具有较大区别,使得传感器40接收到不同面积大小的光束,以使传感器40产生不同强度的光信号,根据传感器40所产生的光信号的强弱,能够实现快速检测刀具200是否崩刃或断刀,提高了检测效率。
61.请参阅图2,在一些实施例中,框架10还包括支撑件13,支撑件13分别连接于第一支架11和第二支架12,并与第一支架11和第二支架12形成一检测空间131,以供刀具200进出。
62.如此,通过检测空间131,能够为移动至刀具检测区50的刀具200提供空间,以避免刀具200与第一支架11、第二支架12和支撑件13发生干涉,提高了检测可靠性。
63.在一些实施例中,刀具检测装置100还包括气管60和气源70。气管60连接于支撑件13,且气管60的一端设于第一支架11和第二支架12之间,气源70与气管60的另一端连通,用于向气管60提供气体。
64.如此,通过气管60,能够将气源70所产生的气体输送至刀具200,以去除刀具200表面所附着的残渣或碎屑,避免刀具200所附着的残渣或碎屑的体积过多,从而影响传感器40感测未被刀具200所遮挡的光束面积大小变化,提高了检测精度。
65.在一些实施例中,请参阅图3,第一支架11面向第二支架12的一侧设有收容槽111,收容槽111与光源20相适配,光源20嵌设于收容槽111内,且光栅30封盖于收容槽111。
66.如此,通过收容槽111,能够收容光源20,以避免光源20的位置发生偏移,使得光源20所发出的光束准确通过封盖于收容槽111的光栅30,以形成菱形的刀具检测区50,提高了检测稳定性。
67.在一些实施例中,光源20为红外光、可见光或紫外光。对应地,传感器40为红外、可见或紫外光电传感器,通过设置光源20为红外光、可见光或紫光和与其对应的传感器40,能够通过传感器40准确接收光源20所发出的光束,来准确感测未被刀具200所遮挡的光束的面积大小变化,以产生不同强度的光信号,进而检测出刀具200是否断刀或崩刃,提高了检测精度。
68.在一些实施例中,光栅30包括光栅本体31和锁紧体32。光栅本体31封盖于收容槽111并连接于第一支架11,且光栅本体31设有光栅部311,光栅部311为菱形,以使光源20通过光栅部311形成菱形的刀具检测区50。锁紧体32穿设于光栅本体31,并螺纹连接于第一支架11。在本实施例中,锁紧体32可以为螺钉。
69.如此,通过锁紧体32,能够使光栅本体31可拆卸地连接于第一支架11,便于更换已损坏的光栅本体31,以便于更换刀具检测装置100整体结构,降低了维修成本。
70.在一些实施例中,支撑件13包括支撑体132和连接体133。连接体133的一端与支撑体132连接,连接体133的另一端设有滑轨1331,滑轨1331连接在第一支架11和第二支架12之间,第一支架11和第二支架12分别通过滑轨1331滑动连接于连接体133。
71.如此,通过滑轨1331,能够使第一支架11和第二支架12均滑动连接于连接体133,可根据不同尺寸类型的待检测刀具200,调整第一支架11和第二支架12之间的距离,从而适配于不同尺寸类型的待检测刀具200,提高了检测效率。
72.请参阅图4,在一些实施例中,刀具检测区50具有第一检测位51,第一检测位51即上述的第一预设位置,第一检测位51位于刀具检测区50的横截面的竖直方向的对角线上,以检测刀具200是否断刀。其中,竖直方向的对角线为图4中的第一直线l1。
73.如此,请参阅图4,未损坏的刀具200移至第一检测位51,刀具200遮挡大部分光束,使得传感器40接收到未被刀具200所遮挡的小部分光束,传感器40所产生的光信号较弱,以检测出刀具200处于未断刀状态;请参阅图5,已损坏的刀具200移至第一检测位51,刀具200的纵向刀体遮挡小部分光束,使得传感器40接收到未被刀具200的纵向刀体所遮挡的大部分光束,传感器40所产生的光信号较强,以检测出刀具200处于已断刀状态。由于刀具200断刀前后的纵向刀体长度区别较大,通过设置第一检测位51,能够使移至第一检测位51的未断刀的刀具200和已断刀的刀具200,所遮挡的光束面积大小区别较大,使得传感器40所产生的光信号的强弱有较大的区别,从而实现快速检测移至第一检测位51的刀具是否断刀,提高了检测效率。
74.在一些实施例中,刀具检测区50具有第二检测位52,第二检测位52即上述的第二预设位置,刀具检测区50的横截面具有四条斜边,第二检测位52位于水平方向的对角线上方的两条斜边中的任一斜边,以检测刀具200的下刃是否出现崩缺。其中,水平方向的对角线为图4中的第二直线l2,位于水平方向的对角线上方的斜边例如为图4中的第一斜边l3。
75.如此,请参阅图4,未损坏的刀具200移至第二检测位52,刀具200的下刃遮挡大部分光束,使得传感器40接收到未被刀具200的下刃所遮挡的小部分光束,传感器40所产生的光信号较弱,以检测出刀具200的下刃处于未崩刃状态;请参阅图5,已损坏的刀具200移至第二检测位52,刀具200的下刃未遮挡光束,使得传感器40接收到全部光束,传感器40所产生的光信号较强,以检测出刀具200的下刃处于已崩刃状态。由于刀具200的下刃较小且刀具检测区50为菱形,通过设置第二检测位52,能够使移至第二检测位52的下刃未崩刃的刀
具200和下刃已崩刃的刀具200,与刀具检测区50形成较大的遮挡面积区别,以使下刃未崩刃的刀具200和下刃已崩刃的刀具200所遮挡的光束面积大小的区别较大,从而使得传感器40所产生的光信号的强弱有较大的区别,进而实现快速检测出移至第二检测位52的刀具200的下刃是否崩刃,提高了检测效率和检测精度。
76.在一些实施例中,刀具检测区50具有第三检测位53,第三检测位53也可以是上述的第二预设位置,第三检测位53位于水平方向的对角线下方的两条斜边中的任一斜边,以检测刀具200的上刃是否崩缺。其中,位于水平对角线下方的斜边例如为图4中的第二斜边l4。
77.如此,请参阅图4,未损坏的刀具200移至第三检测位53,刀具200的上刃遮挡大部分光束,使得传感器40接收到未被刀具200的上刃所遮挡的小部分光束,传感器40所产生的光信号较弱,以检测出刀具200的上刃处于未崩刃状态;请参阅图5,已损坏的刀具200移至第三检测位53,刀具200的刀刃未遮挡光束,使得传感器40接收到全部光束,传感器40所产生的光信号较强,以检测出刀具200的上刃处于已崩刃状态。由于刀具200的上刃较小且刀具检测区50为菱形,通过设置第三检测位53,能够使移至第三检测位53的上刃未崩刃的刀具200和上刃已崩刃的刀具200,与刀具检测区50形成较大的遮挡面积区别,以使上刃未崩刃的刀具200和上刃已崩刃的刀具200所遮挡的光束面积大小区别较大,从而使得传感器40所产生的光信号的强弱有较大的区别,进而实现快速检测出移至第三检测位53的刀具200的上刃是否崩刃,提高了检测效率和检测精度。
78.上述的刀具检测装置100的工作过程大致为:
79.首先,刀具200移动至第一检测位51,通过气管60将气源70所产生的气体输送至刀具200,以去除刀具200表面所附着的残渣或碎屑,刀具200移至第一检测位51,刀具200的纵向刀体遮挡部分光束,使得传感器40接收到未被刀具200的纵向刀体所遮挡的另一部分光束,根据传感器40所产生的光信号的强弱,以检测出移至第一检测位51的刀具200是否处于断刀状态;
80.接着,刀具200移动至第二检测位52,刀具200的下刃遮挡部分光束,使得传感器40接收到未被刀具200的下刃所遮挡的另一部分光束,根据传感器40所产生的光信号的强弱,以检测出移至第二检测位52的刀具200的下刃是否崩刃;
81.最后,刀具200移动至第三检测位53,刀具200的上刃遮挡部分光束,使得传感器40接收到未被刀具200的上刃所遮挡的另一部分光束,根据传感器40所产生的光信号的强弱,以检测出移至第三检测位53的刀具200的上刃是否崩刃。
82.上述的刀具检测装置100通过光源20发出光束,光栅30接收光源20所发出的光束并调整光束的形状,使得光束构成横截面为菱形的刀具检测区50,将刀具200移至刀具检测区50的不同预设位置时,未损坏的刀具200和已损坏的刀具200所遮挡的光束面积大小具有较大的区别,使得传感器40接收到不同面积大小的光束,以使传感器40产生不同强度的光信号,根据不同强度的光信号,实现快速准确检测刀具200是否出现断刀或崩刃,提高了刀具200检测效率。
83.最后应说明的是,以上实施例仅用以说明本技术的技术方案而非限制,尽管参照较佳实施例对本技术进行了详细说明,本领域的普通技术人员应当理解,可以对本技术的技术方案进行修改或等同替换,而不脱离本技术技术方案的精神和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。