1.本技术属于安全气囊生产制造技术领域,尤其是涉及一种安全气囊折叠打包装置。
背景技术:
2.安全气囊是汽车上用于保护乘员的重要安全装备,当汽车发生了碰撞,控制装置向气体发体发生器发出点火命令或传感器直接控制点火,点火后发生爆炸反应,产生n2或将储气罐中压缩氮气释放出来充满碰撞气袋。乘员与气袋接触时,通过气袋上排气孔的阻尼吸收碰撞能量,达到保护乘员的目的,为方便装配,安全气囊在安装前需要折叠打包。中国专利(申请号:cn201410696632.6),公开了一种安全气囊折叠装置,采用尺寸补偿使安全气囊卷折的尺寸精度更高,且卷折运转的同步性较高,但是存在折叠速度慢、翻折后在狭小空间内气囊容易弹开的问题。
技术实现要素:
3.本发明要解决的技术问题是:为解决现有技术中的不足,从而提供一种安全气囊折叠打包装置,旨在至少解决气囊翻折速度慢,翻折后在狭小空间内气囊形状变化问题之一。
4.本发明解决其技术问题所采用的技术方案是:一种安全气囊折叠打包装置,包括:
5.机架;
6.转盘机构,所述转盘机构可转动的安装在机架上,所述转盘机构设置多个停泊点,所述转盘机构上设置有多个工位,所述工位的数量与停泊点的数量一致,所述工位上设置有气囊盒安装仓,所述气囊盒安装仓用于安装固定气囊盒,所述气囊盒安装仓上下两端设置第一夹料机构,所述第一夹料机构用于夹持气囊;
7.翻折机构,所述翻折机构上设置有折板和折板驱动机构,所述折板用于夹取气囊,所述折板驱动机构驱动折板在x轴和z轴方向动作,用于翻折气囊;
8.卷折机构,所述卷折机构用于卷折气囊的上下两端;
9.挤压机构,所述挤压机构用于将折叠好的气囊挤压到气囊盒安装仓内;
10.第二夹料机构,所述第二夹料机构设置在转盘机构外侧的上料停泊点,所述第二夹料机构包括第二夹持组件和第一驱动机构,所述第一驱动机构设置在机架上,所述第二夹持组件用于气囊折叠前上料夹持,所述第一驱动机构用于驱动第二夹持组件在y轴和z轴方向移动;
11.所述翻折机构设置在转盘机构的上料停泊点,所述卷折机构包括第一卷折机构和第二卷折机构,所述翻折机构、第一卷折机构和第二卷折机构沿转盘机构转动方向的多个停泊点依次设置,所述挤压机构包括结构相同的第一挤压机构和第二挤压机构,所述第一挤压机构设置在第一卷折机构外侧,所述第二挤压机构设置在第二卷折机构的外侧,所述第二夹料机构设置在翻折机构的外侧。
12.优选地,本发明的一种安全气囊折叠打包装置,所述转盘机构包括矩形架和气囊盒安装仓安装架,所述矩形架的外侧壁上设置有z轴方向的第一导轨滑块机构,所述气囊盒安装仓安装架通过第一导轨滑块机构滑动安装在矩形架上,所述气囊盒安装仓固定连接在气囊盒安装仓安装架上。
13.优选地,本发明的一种安全气囊折叠打包装置,所述气囊盒安装仓安装架上还设置有封仓机构,所述封仓机构包括第一悬臂、第二悬臂、第一气缸和仓盖,所述第一悬臂固定连接在气囊盒安装仓安装架上,所述第二悬臂可转动的安装在第一悬臂上,所述第一气缸的本体端可转动的连接在第一悬臂上,所述第一气缸的活塞端可转动的连接在第二悬臂上,所述仓盖设置在第二悬臂上,用于盖合气囊盒安装仓。
14.优选地,本发明的一种安全气囊折叠打包装置,所述折板驱动机构包括第一安装架和第二安装架,所述第一安装架沿z轴方向滑动安装在机架上,所述第一安装架上设置有第一齿轮齿条机构,所述第一齿轮齿条机构包括两条反向移动的齿条,两条所述齿条的外端部连接有第一折板安装架,所述第一折板安装架与第一安装架之间设置有第二导轨滑块机构,所述第一折板安装架滑动安装在第一安装架上。
15.优选地,本发明的一种安全气囊折叠打包装置,所述第一折板安装架上设置有第一手指气缸,所述折板包括第一折板和第二折板,两个所述第一折板连接在第一手指气缸的两个手指上。
16.优选地,本发明的一种安全气囊折叠打包装置,所述第二安装架沿y轴方向滑动设置在第一安装架上,所述第一安装架上沿x轴方向可滑动的安装有第二折板安装架,所述第二折板固定连接在安装架上。
17.优选地,本发明的一种安全气囊折叠打包装置,所述第一卷折机构包括卷折电机、第二手指气缸、第三折板和y-z轴驱动机构,两片所述第三折板分别安装在第二手指气缸的两个手指上,所述第二手指气缸安装在卷折电机的动力输出轴上,所述卷折电机设置在y-z轴驱动机构上,随y-z轴驱动机构在y-z轴方向移动。
18.优选地,本发明的一种安全气囊折叠打包装置,所述挤压机构包括底座、底板、气缸安装座、第一挤压气缸和第二挤压气缸,所述底板沿x轴方向可滑动的设置在底座,所述底板上设置有导杆,所述气缸安装座沿z轴方向可移动的设置在导杆上,所述第一挤压气缸沿x轴方向固定安装在气缸安装座上,所述底板上还安装有气缸安装架,所述气缸安装架上安装有第二挤压气缸,所述第二挤压气缸设置有三个,分别垂直于第一挤压气缸设置在其上方和两侧,所述第一挤压气缸和第二挤压气缸的活塞杆上均安装有挤压块,用于挤压折叠后的气囊。
19.优选地,本发明的一种安全气囊折叠打包装置,所述转盘机构的取料停泊点处设置有取料机械手和扣包布机构,所述取料机械手用于将气囊盒安装仓内折叠好的气囊取出并转移放置在扣包布机构上,所述扣包布机构包括u型架和气动快夹钳,所述u型架的u型槽底部设置有第二气囊盒安装仓,所述u型架的两端均设置有气动快夹钳,所述第二气囊盒安装仓底部设置有顶出机构,用于顶出第二气囊盒安装仓内的气囊。
20.优选地,本发明的一种安全气囊折叠打包装置,所述第二卷折机构包括气囊尾部卷折机械手,用于卷折气囊尾部。
21.本发明的有益效果是:本技术装置采用多工位转盘,多个工位同时作业,使单台设
备的产品折叠效率更高;
22.挤压机构将折叠好的气囊挤压进气囊盒安装仓,使得气囊翻折后在狭小空间内保持气囊形状不变;
23.折板安装在手指气缸上,手指气缸开合间距大,可以兼容多种不同厚度的气囊折叠打包作业。
附图说明
24.下面结合附图和实施例对本技术的技术方案进一步说明。
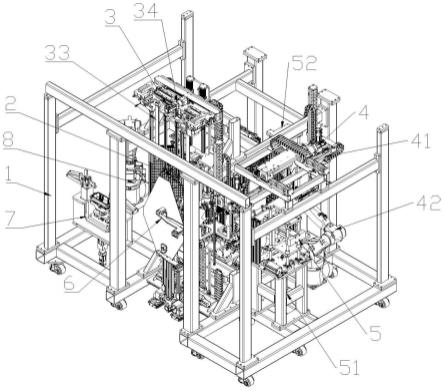
25.图1是本技术实施例的整体结构三维示意图;
26.图2是本技术实施例的转盘机构三维示意图;
27.图3是本技术实施例的封仓机构三维示意图;
28.图4是本技术实施例的翻折机构三维示意图;
29.图5是本技术实施例的第一卷折机构三维示意图;
30.图6是本技术实施例的挤压机构三维示意图;
31.图7是本技术实施例的第一卷折机构和挤压机构结构和位置关系示意图;
32.图8是本技术实施例的第二卷折机构和挤压机构结构和位置关系示意图;
33.图9是本技术实施例的第二夹料机构三维示意图;
34.图10是本技术实施例的扣包布机构三维示意图;
35.图11是本技术实施例的气囊折叠过程中形状变化示意图。
36.图中的附图标记为:
37.机架1;
38.转盘机构2,气囊盒安装仓21,矩形架22,气囊盒安装仓安装架23,封仓机构24,第一悬臂241,第二悬臂242,第一气缸243,仓盖244,第一夹料机构25,第一夹持架251,第二夹持架252,第三导轨滑块机构253,夹持气缸254,电磁锁26;
39.翻折机构3,折板33,折板驱动机构34,第一安装架341,第二安装架342,第二折板安装架345;
40.卷折机构4,第一卷折机构41,第二卷折机构42,第三折板43,y-z轴驱动机构44,卷折电机45,第二手指气缸46;
41.挤压机构5,第一挤压机构51,第二挤压机构52,气缸安装座53,第一挤压气缸54,第二挤压气缸55;
42.第二夹料机构6,第二夹持组件61,连接悬架62,第一驱动机构63;
43.扣包布机构7,u型架71,气动快夹钳72,第二气囊盒安装仓73;
44.取料机械手8。
具体实施方式
45.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
46.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为
基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术保护范围的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明创造的描述中,除非另有说明,“多个”的含义是两个或两个以上。
47.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本技术中的具体含义。
48.下面将参考附图并结合实施例来详细说明本技术的技术方案。
49.实施例
50.本实施例提供一种安全气囊折叠打包装置,参照图1,包括:
51.机架1,机架1采用方管焊接而成,起到固定支撑作用;
52.转盘机构2,转盘机构2可转动的安装在机架1上,具体的,在本实施例中,转盘机构2设置为长方体状,在长方体的中心轴线上固定连接有一旋转轴,旋转轴可转动的安装在机架1上,在旋转轴上还设置有电机减速机用于驱动旋转轴转动,从而带动整个转盘机构2转动,在长方体状的转盘机构2的四个外壁面均设置一个工位,转盘机构2等角度设置四个停泊点,即旋转轴每次转动90
°
暂停等待其它部件作业,当作业完成后,再转动90
°
,四个工位之间设置有隔离网,工位上设置有气囊盒安装仓21,气囊盒安装仓21用于安装固定气囊盒,所述气囊盒安装仓21上下两端均设置有第一夹料机构25,所述第一夹料机构25用于夹持气囊,在本实施例中,产品包括气囊盒和气囊,气囊连接在气囊盒上,且气囊盒内部设置自动充气罐,自动充气罐与气囊连接,上料安装时,需要将气囊盒安装在气囊盒安装仓21内,本技术装置需要将气囊折叠到气囊盒内,并防止其松散弹开。
53.翻折机构3,翻折机构3上设置有折板33和折板驱动机构34,参照图4,折板33用于夹取气囊,折板驱动机构34驱动折板33在x轴和z轴方向动作,从而翻折气囊,翻折机构3包括对称设置的上翻折机构和下翻折机构,上翻折机构和下翻折机构结构一致,分别设置在气囊盒安装仓21的上下两端;
54.卷折机构4,卷折机构4用于卷折气囊的上下两端;
55.挤压机构5,挤压机构5用于将折叠好的气囊挤压到气囊盒安装仓21内;
56.第二夹料机构6,第二夹料机构6设置在转盘机构2外侧的上料停泊点,参照图9,第二夹料机构6包括第二夹持组件61、连接悬架62和第一驱动机构63,第一驱动机构63设置在机架1上,第二夹持组件61用于气囊折叠前上料夹持气囊的左右两侧,第一驱动机构63用于驱动第二夹持组件61在y轴和z轴方向移动,具体地,第二夹持组件61设置为长条状的六边形板,第二夹持组件61上设置有用于安装气囊的挂件,第二夹持组件61固定连接在连接悬架62上,在本实施例中,第二夹持组件61采用真空吸盘,真空吸盘将气囊表面吸附,起到固定上料的作用,第一驱动机构63包括沿z轴方向设置的笔形气缸和导轨滑块、沿y轴方向设置的第三气缸,笔形气缸和导轨滑块安装在机架1上,第三气缸连接在笔形气缸的端部且安
装在导轨上,连接悬架62安装在第三气缸的移动部,第三气缸采用滑台气缸,笔形气缸推动第二夹持组件61沿z轴方向移动,第三气缸推动第二夹持组件61沿y轴方向移动,将气囊移动至翻折机构3的工作位上。
57.参照图1、图7和图8,翻折机构3设置在转盘机构2的上料停泊点,卷折机构4包括第一卷折机构41和第二卷折机构42,翻折机构3、第一卷折机构41和第二卷折机构42沿转盘机构2转动方向的多个停泊点依次设置,挤压机构5包括结构相同的第一挤压机构51和第二挤压机构52,第一挤压机构51设置在第一卷折机构41外侧,第二挤压机构52设置在第二卷折机构42的外侧,第一卷折机构41设置在气囊盒安装仓21上方,第二卷折机构42设置在气囊盒安装仓21下方,分别用于卷折气囊的上下端。
58.优选地,本实施例的一种安全气囊折叠打包装置,参照图2,转盘机构2包括矩形架22和气囊盒安装仓安装架23,矩形架22的外侧壁上设置有z轴方向的第一导轨滑块机构,气囊盒安装仓安装架23通过第一导轨滑块机构滑动安装在矩形架22上,气囊盒安装仓21固定连接在气囊盒安装仓安装架23上,在矩形架22还固定有第一直线电缸,第二直线电缸伸缩端与气囊盒安装仓21固定连接,驱动气囊盒安装仓21沿着第一导轨滑块机构滑移。
59.优选地,本实施例的一种安全气囊折叠打包装置,气囊盒安装仓21设置在气囊盒安装仓安装架23上,在气囊盒安装仓21的两侧设置有电磁锁26,电磁锁26用于锁紧气囊盒安装仓21。
60.参照图2和图3,第一夹料机构25用于夹持气囊的上下两端部,具体地,第一夹料机构25包括第三导轨滑块机构253、第一夹持架251、第二夹持架252和夹持气缸254,第三导轨滑块机构253的导轨固定安装在矩形架22上,且导轨垂直于所在矩形架22的板面221,第一夹持架251通过第三导轨滑块机构253滑动安装在矩形架22上,夹持气缸254平行于第一夹持架251与其固定连接,第二夹持架252安装在夹持气缸254伸缩轴上,第一夹持架251的前端侧壁设置有第一夹持面,第二夹持架252上设置有与第一夹持面配合夹持的第二夹持面,夹持气缸254推动第二夹持架252平移,实现第二夹持架252与第一夹持架251夹持动作。
61.优选地,本实施例的一种安全气囊折叠打包装置,参照图3,气囊盒安装仓安装架23上还设置有封仓机构24,封仓机构24包括第一悬臂241、第二悬臂242、第一气缸243和仓盖244,第一悬臂241固定连接在气囊盒安装仓安装架23上,第二悬臂242可转动的安装在第一悬臂241前端,第一气缸243的本体端可转动的连接在第一悬臂241上,第一气缸243的活塞端可转动的连接在第二悬臂242上,仓盖244设置在第二悬臂242上,工作时,折叠好的气囊盒置于气囊盒安装仓21内后,第一气缸243伸出动作,推动第二悬臂242转动,从而使仓盖244盖合气囊盒安装仓21。
62.优选地,本实施例的一种安全气囊折叠打包装置,参照图4,折板驱动机构34包括第一安装架341和第二安装架342,第一安装架341沿z轴方向滑动安装在机架1上,具体地,在机架1上固定安装有第二齿轮齿条机构345,第二齿轮齿条机构345沿z轴方向设置,第一安装架341上安装在第二齿轮齿条机构345的移动部,在电机的驱动下沿z轴方向移动。
63.第一安装架341上设置有沿x轴方向的第一齿轮齿条机构343,第一齿轮齿条机构343包括齿轮和两条齿条,两条齿条啮合在一个齿轮的上下两侧,齿轮与驱动电机的动力输出轴固定连接,且固定安装在第一安装架341上,齿轮驱动两条齿条反向动作,在两条齿条的外端部连接有第一折板安装架344,第一折板安装架344与第一安装架341之间设置有第
二导轨滑块机构,第一折板安装架344滑动安装在第一安装架341上。第一折板安装架344上设置有第一手指气缸,折板33包括第一折板331和第二折板332,两个第一折板331连接在第一手指气缸的两个手指上,第一折板331和第二折板332均设置为长条状,且与气囊接触的面为平面,工作时,第一手指气缸带动第一折板331夹取动作,将气囊夹紧,在第一齿轮齿条机构343的驱动下,两个第一手指气缸沿x轴方向相互靠近,将气囊折叠。
64.优选地,本实施例的一种安全气囊折叠打包装置,第二安装架342沿y轴方向滑动设置在第一安装架341上,在第二安装架342与第一安装架341之间设置有第二气缸,第二气缸推动第二安装架342相对第一安装架341沿y轴滑动,第一安装架341上沿x轴方向可滑动的安装有两个第二折板安装架345,第一安装架341上安装有第二直线电缸,推动第二折板安装架345沿x轴方向滑动,第二折板332固定连接在安装架345上,在本实施例中,两个第二折板332位于两个第一折板331之间。工作时,第二折板332配合第一折板331进行气囊折叠动作,具体为,第二折板332在第二直线电缸的驱动下移动至指定位置,第一折板331在第一手指气缸作用下将气囊夹紧,第二折板332在第二气缸的作用下靠近转盘机构2方向移动,同时两个第一手指气缸沿x轴方向相互靠近,将气囊折叠。
65.优选地,本实施例的一种安全气囊折叠打包装置,参照图5,第一卷折机构4包括卷折电机45、第二手指气缸46、第三折板43和y-z轴驱动机构44,两片第三折板43分别安装在第二手指气缸46的两个手指上,第二手指气缸46安装在卷折电机45的动力输出轴上,卷折电机45设置在y-z轴驱动机构44上,随y-z轴驱动机构44在y-z轴方向移动,工作时,第二手指气缸46驱动第三折板43将气囊夹紧,卷折电机45带动第二手指气缸46、第三折板43转动,从而使第三折板43夹紧部分的气囊进行卷折,顺着卷折电机45转动方向,y-z轴驱动机构44配合移动。
66.在本实施例中,y-z轴驱动机构44包括y轴驱动机构和z轴驱动机构,z轴驱动机构设置在y轴驱动机构,随y轴驱动机构沿y轴移动,卷折电机45安装在z轴驱动机构的移动部,y轴驱动机构和z轴驱动机构均采用齿轮齿条模组传动,用电机驱动齿轮转动,带动齿条直线动作,从而实现y-z轴方向移动。
67.优选地,本实施例的一种安全气囊折叠打包装置,参照图6,挤压机构5包括底座56、底板52、气缸安装座53、第一挤压气缸54和第二挤压气缸55,底座56与机架1固定连接,底板52下方设置导轨滑块能沿x轴方向可滑动的安装在底座56上,在底座56、底板52之间设置气缸来推动底板52滑动,从而调节底板52在x轴方向的位置,底板52的四角位置设置有垂直于底板52的四根导杆,气缸安装座53沿z轴方向可移动的设置在导杆上,在底座56上设置有顶升气缸,顶升气缸推动气缸安装座53沿导杆移动,从而调节气缸安装座53在z轴方向的位置,第一挤压气缸54沿x轴方向固定安装在气缸安装座53上,底板52上还安装有气缸安装架56,气缸安装架56上安装有第二挤压气缸55,第二挤压气缸55位于第一挤压气缸54和转盘机构2之间,第二挤压气缸55设置有三个,分别垂直于第一挤压气缸54设置在其上方和两侧,第一挤压气缸54和第二挤压气缸55的活塞杆上均安装有挤压块,用于挤压折叠后的气囊,挤压块根据气囊结构、要折叠的形状或气囊盒安装仓21的形状设置,在本实施例中,第一挤压气缸54上的挤压块设置为直角梯形块,且直角梯形块上设置有避位槽,用于避位第二折板332。
68.优选地,本实施例的一种安全气囊折叠打包装置,参照图9和图10,转盘机构2的取
料停泊点处设置有取料机械手8和扣包布机构7,取料机械手8用于将气囊盒安装仓21内折叠好的气囊取出并转移放置在扣包布机构7上,扣包布机构7包括u型架71和气动快夹钳72,u型架71的u型槽底部设置有第二气囊盒安装仓73,u型架71的两端均设置有气动快夹钳72,工作时,气动快夹钳72的夹头压紧在第二气囊盒安装仓73上的气囊上,第二气囊盒安装仓73底部设置有顶出机构,用于顶出气囊盒安装仓21内的气囊,顶出机构包括顶出气缸和顶杆,顶杆连接在顶出气缸的伸缩轴上,第二气囊盒安装仓21底部设置有通孔,顶杆上升时,贯穿第二气囊盒安装仓21内的通孔将折叠打包好的气囊顶出。
69.优选地,本实施例的一种安全气囊折叠打包装置,参照图8,第二卷折机构42两侧设置有气囊尾部卷折机械手,用于卷折气囊尾部,气囊尾部卷折机械手采用多轴机械手,在机械手的运动部安装卷折电机45、第二手指气缸46和第三折板43,两片第三折板43分别安装在第二手指气缸46的两个手指上,第二手指气缸46安装在卷折电机45的动力输出轴上。
70.本装置的工作步骤是:
71.1.人工将气囊盒安装在气囊盒安装仓21内,气囊两侧被第二夹持组件61夹持,第一驱动机构63驱动第二夹持组件61移动至折叠工位,上下两端的第一夹料机构25将气囊的上下两端夹紧;
72.2.翻折机构3将气囊两侧翻折,上翻折机构和下翻折机构同步动作,第一手指气缸带动第一折板331夹取动作,将气囊夹紧,在第一齿轮齿条机构343的驱动下,两个第一手指气缸沿x轴方向相互靠近,将气囊折叠,第二折板332配合第一折板331进行气囊折叠动作,具体为,第二折板332在第二直线电缸的驱动下移动至指定位置,第一折板331在第一手指气缸作用下将气囊夹紧,第二折板332在第二气缸的作用下靠近转盘机构2方向移动并将气囊夹紧,第二夹料机构6将气囊的左右两侧放开并回到初始位,上下两端的第一夹料机构25将气囊的上下两端放开并回到初始位,同时两个第一手指气缸沿x轴方向相互靠近,将气囊折叠;
73.3.上下两端的第一夹料机构25移动并将翻折后的气囊上下两端夹紧,上翻折机构和下翻折机构回到原位,转盘机构2转动90
°
,气囊转动至第一卷折机构41所在的停泊点,第二手指气缸46驱动第三折板43将气囊夹紧,卷折电机45带动第二手指气缸46、第三折板43转动,从而使第三折板43夹紧部分的气囊进行卷折,顺着卷折电机45转动方向,y-z轴驱动机构44配合移动,气囊的上端部卷折作业完成,上方的第二挤压气缸55驱动挤压块抵压在上部卷折好的气囊上,第一卷折机构41回到初始位,第二挤压气缸55继续驱动挤压块将上部卷折好的气囊挤压到气囊盒内后回到初始位;
74.4.转盘机构2转动90
°
,气囊转动至第二卷折机构42所在的停泊点,第二卷折机构42卷折气囊尾部,三个第二挤压气缸55驱动挤压块抵压在上部卷折好的气囊上,第二卷折机构42回到初始位,第一挤压气缸54驱动挤压块将气囊压入气囊仓内,折叠好的气囊盒置于气囊盒安装仓21内后,第一气缸243伸出动作,推动第二悬臂242转动,从而使仓盖244盖合气囊盒安装仓21。
75.5.转盘机构2转动90
°
,气囊转动至扣包布机构7所在的停泊点,仓盖244打开远离气囊盒安装仓21,取料机械手8将气囊盒安装仓21内的气囊盒夹持,电磁锁解锁气囊盒,取料机械手8将气囊盒搬运至扣包布机构7上的第二气囊盒安装仓73内,然后回到初始位,气动快夹钳72的夹头压紧在第二气囊盒安装仓73上的气囊上,将气囊压紧,人工将包布扣在
气囊盒上,然后气动快夹钳72打开,第二气囊盒安装仓73底部的顶出机构,将气囊盒安装仓21内的气囊顶出。
76.参照图11,气囊折叠过程中形状变化示意图,经过上述折叠步骤气囊被折叠在一起,然后被挤压到气囊盒内。
77.以上述依据本技术的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项申请技术思想的范围内,进行多样的变更以及修改。本项申请的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。