1.本技术涉及印刷品检测的领域,尤其是涉及一种检品机。
背景技术:
2.检品机是用于检测烟盒外包装上图案是否印刷合格的设备,通常包括运输带与传送带,其中传送带运行速度较快,运输带运行速度较慢,在运行较快的传送带顶部设置有用于照亮烟盒的照明灯和用于检测烟盒是否合格的工业摄像机,工业摄像机与电脑连接,检测到残次品后将残次品剔除。
3.现有技术中烟盒在检测完成后,依靠工人手动将烟盒合格品堆垛,并将烟盒合格品收集。
4.针对上述中的相关技术,发明人认为检品完成后,需要人工将检测合格的烟盒堆垛收集,收集效率较慢。
技术实现要素:
5.为了提升烟盒合格品的收集效率,本技术提供一种检品机。
6.本技术提供的一种检品机采用如下的技术方案:一种检品机,包括机体、机体上设置有用于运输烟盒的传送带、用于收料的收料装置,所述机体上设置有用于为烟盒降速的运输带,所述收料装置包括设置于运输带运动方向尾部的收料台,所述运输带侧壁设置有分隔块,所述分隔块上转动连接有驱动杆,所述驱动杆端部转动连接有协同杆,所述机体上转动连接有扇形齿轮,所述扇形齿轮与分隔块分别位于运输带两侧,所述协同杆端部与扇形齿轮端面转动连接,所述机体上设置有与扇形齿轮啮合的推动齿轮,所述推动齿轮端面固定有推动杆,所述推动杆上转动连接有推动块,所述收料台侧壁转动连接有收纳杆,所述收纳杆滑动连接于推动块,所述收料台上滑动连接有收料块,所述收料块上开设有便于收纳杆推动收料块的收纳槽,所述机体上滑动连接有压制杆,所述扇形齿轮端面开设有齿轮槽,所述压制杆一端滑动连接于齿轮槽内侧壁且扇形齿轮运动带动压制杆在竖直方向上滑移。
7.通过采用上述技术方案,检验合格的烟盒成品不需要人手动将成品堆垛收集,在协同杆的作用下,扇形齿轮转动,使压制杆抵接于运输带表面,在运输带的作用下成品被转移至收料台上,扇形齿轮带动推动齿轮转动,从而使收料块在收料台上滑移,将烟盒收集。
8.可选的,所述运输带侧壁固定有整合块,所述整合块底部滑动连接有堆叠块,所述堆叠块上开设有驱动槽,所述压制杆侧壁开设有压制槽,所述压制杆开设压制槽的部分穿设于驱动槽中。
9.通过采用上述技术方案,压制杆向下滑移,在压制槽内侧壁与驱动槽内侧壁的作用下,堆叠块沿运输带运动方向移动,加速烟盒堆垛过程,压制杆向上移动时,在压制槽内侧壁与驱动槽内侧壁的作用下,堆叠块沿运输带运动方向的反方向运动,并随压制杆一同抬升,不会影响后续烟盒在运输带上的运输过程。
10.可选的,所述运输带与传送带之间设置有用于分拣残次品的分拣装置,所述分拣装置包括设置于传送带底部的照明灯,所述传送带底部设置有工业摄像机,所述机体上设置有用于转移烟盒残次品的分拣杆,所述分拣杆呈倾斜设置且分拣杆底部开设有便于烟盒从传送带转移至运输带的导向面,所述分拣杆顶部设置有用于带动分拣杆转动的控制杆,所述机体内设置有用于带动控制杆转动的转动组件。
11.通过采用上述技术方案,照明灯与工业摄像机共同作用检测烟盒残次品,检测到残次品后分拣杆转动使烟盒残次品被转移至传送带与运输带之间。
12.可选的,所述转动组件包括固定于带动电机转轴上的凸轮,所述机体内滑动连接有牵引杆,所述牵引杆呈竖直设置且牵引杆底部设置有用于推动牵引杆向上滑移的牵引弹簧,分拣杆侧壁开设有分拣槽,所述分拣槽呈倾斜设置且分拣槽内滑动连接有控制杆,所述控制杆呈竖直设置,所述机体内转动连接有带动杆,所述带动杆两端均固定有牵引绳,两牵引绳分别与控制杆、牵引杆顶部固定并与用于控制牵引杆与控制杆的运动, 所述机体内设置有复位块,所述复位块侧壁开设有复位槽,所述控制杆穿设于复位槽中,所述复位槽内侧壁设置有用于带动控制杆向下滑移的滑移弹簧。
13.通过采用上述技术方案,带动电机转动带动牵引杆下移动,从而带动控制杆向上滑移,推动分拣杆转动,便于分拣烟盒残次品,分拣完成后在滑移弹簧与复位槽的作用下,分拣杆恢复原位。
14.可选的,所述机体上转动连接有两移料辊,两移料辊轴线位于同一竖直平面,所述移料辊侧壁套接有用于加速残次品远离传送带的加速带,所述机体上设置有废品箱,所述加速带与移料辊设置于废品箱内,所述废品箱底部开设有出料口,所述废品箱内侧壁固定有用于吹出残次品的清理风机。
15.通过采用上述技术方案,烟盒残次品在分拣杆底部导向面的作用下与加速带接触,从而使烟盒残次品快速脱离,掉落至废品箱中,废品箱中的烟盒残次品在清理风机作用下被吹出。
16.可选的,所述收料台侧壁设置有若干转移辊,所述转移辊轴线位于同一倾斜平面上,若干所述转移辊中远离收料台的转移辊的高度低于靠近收料台的转移辊的高度;所述收料台上设置有防散组件,所述防散组件包括固定于收料台的包装环,所述包装环内侧壁设置有可沿包装环内侧壁运动的包装杆,地面上设置有用于向包装杆提供包装带的放置盘,所述包装杆侧壁设置有用于切断包装带的切断组件。
17.通过采用上述技术方案,被收料块推动的烟盒成品在包装环处被简易打包,减小了烟盒在运动至转移辊处散开的可能。
18.可选的,所述切断组件包括固定于包装环侧壁的两切断气泵,所述切断气泵活塞杆处固定有粘接块,所述切断气泵活塞杆处固定有裁纸刀。
19.通过采用上述技术方案,包装杆绕包装环一圈后,切断气泵启动,两粘接块抵接将包装带粘接,同时裁纸刀将包装带剪断,便于烟盒的运输。
20.可选的,所述包装杆端部固定有用于防止包装带脱离的定向块。
21.通过采用上述技术方案,包装带被剪断后不会在定向块的作用下不会脱离包装杆,便于下次包装过程的进行。
22.可选的,所述传送带与运输带之间设置有分拣板,机体内部设置有分拣架,所述分
拣板转动连接于分拣架靠近运输带的侧壁,所述分拣架上固定有用于带动分拣板运动的分拣分拣气泵,所述分拣板底部开设有挑拣槽,所述分拣气泵活塞杆上转动连接有分拣轮,所述分拣轮穿设与挑拣槽内并可在挑拣槽内滑动。
23.通过采用上述技术方案,传送带与运输带之间设置的分拣板减小了烟盒掉落的可能,检测到残次品后分拣气泵启动,使分拣板靠近传送带的端部被抬升,残次品在分拣板的作用下掉落,分拣板下降后不会影响后续烟盒的运动。
24.可选的,所述传送带与运输带之间设置有分拣板,所述分拣板端部固定有平衡杆,机体内部设置有分拣架,所述分拣架上开设有用于穿设平衡杆的平衡槽,所述分拣架侧壁固定有用于带动分拣板运动的分拣气泵,所述分拣气泵活塞杆转动连接于分拣板下端面,所述分拣架靠近传送带的侧壁滑动连接有阻拦块,所述分拣架侧壁设置有用于推动阻拦块向上运动的分拣弹簧,所述阻拦块上开设有便于阻拦块运动的导向面,所述分拣架上设置有收纳板,所述收纳板位于运输带上方且分拣气泵推动分拣板时分拣板侧壁抵接于收纳板侧壁。
25.通过采用上述技术方案,检测到残次品后,分拣板靠近运输带的端部被抬升,同时阻碍块升起,阻碍后续成品烟盒,残次品被运输至收纳板,收纳完成后,分拣板下降,同时将阻碍块推回原位,不会影响后续烟盒的运输。
26.综上所述,本技术包括以下至少一种有益技术效果:1.烟盒检测完成后不需要人工进行堆垛收集,提升了成品烟盒的收集效率;2.烟盒残次品被自动剔除,剔除方式较为快捷,不会影响其他烟盒的检测过程。
附图说明
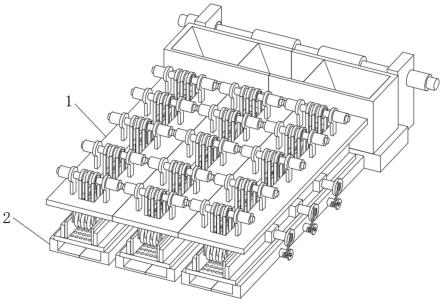
27.图1是本技术实施例1的整体结构示意图。
28.图2是本技术实施例1中收料装置结构示意图。
29.图3是本技术实施例1中切断组件结构示意图。
30.图4是本技术实施例1中分拣杆固定方式剖面图。
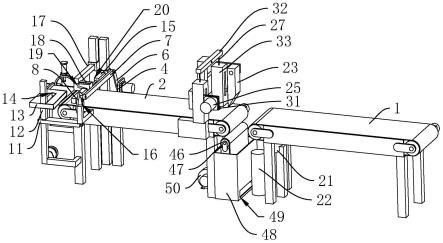
31.图5是本技术实施例2结构示意图。
32.图6是本技术实施例3结构示意图。
33.附图标记说明:1、传送带;2、运输带;3、收料台;4、分隔块;6、驱动杆;7、协同杆;8、扇形齿轮;9、推动齿轮;10、推动杆;11、推动块;12、收纳杆;13、收料块;14、收纳槽;15、压制杆;16、齿轮槽;17、整合块;18、堆叠块;19、驱动槽;20、压制槽;21、照明灯;22、工业摄像机;23、分拣杆;25、带动电机;26、凸轮;27、牵引绳;29、分拣槽;30、控制杆;31、牵引杆;32、带动杆;33、复位块;34、复位槽;35、滑移弹簧;36、分拣板;37、分拣架;38、分拣气泵;39、挑拣槽;40、分拣轮;41、平衡杆;42、平衡槽;43、阻拦块;44、分拣弹簧;45、收纳板;46、移料辊;47、加速带;48、废品箱;49、出料口;50、清理风机;51、转移辊;52、包装环;53、包装杆;54、放置盘;55、切断气泵;56、粘接块;57、裁纸刀;58、定向块。
具体实施方式
34.以下结合附图1-6对本技术作进一步详细说明。
35.实施例1:
本技术实施例公开一种检品机,参照图1和图2,包括机体,机体放置于地面,机体内通过转轴转动连接有若干传送辊,机体内通过螺栓固定有用于带动传送辊转动的传送电机,传送辊外侧壁套设有传送带1,传送带1用于运输烟盒,机体上设置有收料装置,收料装置用于将检验完成的烟盒收集,机体内侧壁通过转轴转动连接有若干运输辊,机体内通过螺栓固定有用于带动运输辊转动的运输电机,运输辊侧壁套设有运输带2,运输带2用于运输烟盒的合格品,收料装置包括收料台3,收料台3位于运输带2运动方向的尾部,并通过螺栓固定于地面,运输带2底部设置有运输架,运输架通过螺栓固定于地面,运输架上通过螺栓固定有分隔块4,分隔块4位于运输带2的其中一侧壁,分隔块4上通过转轴转动连接有驱动杆6,分隔块4上通过螺栓固定有用于带动驱动杆6转动的分隔电机,驱动杆6远离分隔块4的端部通过转轴转动连接有协同杆7,运输架上通过转轴转动连接有扇形齿轮8,扇形齿轮8位于运输带2远离分隔块4的侧壁,协同杆7端部与扇形齿轮8端面转动连接。
36.参照图1和图2,运输架侧壁通过转轴转动连接有推动齿轮9,推动齿轮9与扇形齿轮8啮合,推动齿轮9端面一体成型有推动杆10,推动杆10远离推动齿轮9的端部通过转轴转动连接有推动块11,推动块11侧壁开设有推动槽,收料台3侧壁通过转轴转动连接有收纳杆12,收纳杆12穿设在推动槽中并可在推动块11的控制下摆动,收料台3上端面滑动连接有收料块13,收料块13上开设有收纳槽14,收纳槽14用于穿设收纳杆12,便于收纳杆12带动收料块13滑移,机体内侧壁滑动连接有压制杆15,压制杆15可在机体内沿竖直方向滑移,扇形齿轮8侧壁开设有沿扇形齿轮8厚度方向将扇形齿轮8贯穿的压制槽20,压制杆15一端滑动连接于压制槽20内侧壁,扇形齿轮8转动带动压制杆15在竖直方向上滑移,分隔电机启动带动驱动杆6转动,从而带动扇形齿轮8转动,在扇形齿轮8的作用下,压制块在竖直方向上滑移,与运输带2上表面抵触,扇形齿轮8转动的同时带动推动齿轮9转动,推动齿轮9带动收纳杆12摆动,在收纳杆12的作用下,滑动连接在收料台3上的收料块13被推动,从而将烟盒推动。
37.参照图1,地面上通过螺栓固定有整合架,整合架呈竖直设置且整合架侧壁滑动连接有整合块17,整合块17可在整合架上沿竖直方向滑移,整合块17底部滑动连接有堆叠块18,堆叠块18可沿运输带2运动方向滑移,堆叠块18上开设有驱动槽19,驱动槽19沿压制杆15长度方向贯穿堆叠块18,压制杆15上开设有压制槽20,压制杆15开设有压制槽20的部分穿设于驱动槽19中,驱动槽19为“l”形且驱动槽19其中一侧壁呈竖直设置,另一侧壁呈倾斜设置,倾斜设置的侧壁远离竖直设置的侧壁的端部低于靠近竖直设置的侧壁的端部,压制杆15在竖直方向上滑移带动堆叠块18在水平方向上滑移,同时在整合块17的作用下堆叠块18可在竖直方向滑移,压制杆15向下滑移时堆叠块18下端面与运输带2表面贴合,在驱动槽19的作用下将运输带2上的烟盒推向收料台3,压制杆15向上滑移时堆叠块18下端面与运输带2表面不接触,不会影响后续烟盒的运输。
38.参照图1和图4,运输带2与传送带1之间设置有分拣装置,分拣装置用于分拣烟盒的残次品,分拣装置包括通过螺栓固定在机体内侧底部的照明灯21,机体内侧底部通过螺栓固定有工业摄像机22,照明灯21与工业摄像机22均位于传送带1下方,机体上设置有分拣杆23,分拣杆23呈倾斜设置且其上端靠近传送带1,下端靠近运输带2,分拣杆23用于转移烟盒的残次品,分拣杆23呈竖直设置且分拣杆23位于运送带与运输带2之间,分拣杆23底部开设有导向面,导向面便于烟盒从传送带1被转移至运输到,导向面呈倾斜设置,导向面靠近运输带2的端部低于靠近传送带1的端部,分拣杆23侧壁设置有控制杆30,机体内设置有转
动组件,转动组件用于带动控制杆30转动,转动组件包括通过螺栓固定在机体内部的带动电机25,带动电机25转轴上键连接有凸轮26,机体内滑动连接有牵引杆31,牵引杆31为“l”形且牵引杆31其中一侧壁平行于地面,另一侧壁垂直于地面,牵引杆31平行于地面的侧壁与凸轮26侧壁抵接,牵引杆31底部设置有牵引弹簧,牵引弹簧一端粘接于牵引杆31底部,另一端粘接于机体内侧底部,牵引弹簧用于推动牵引杆31朝向竖直方向的上方滑移,分拣杆23正对于运输带2的侧壁开设有分拣槽29,分拣槽29呈倾斜设置,分拣槽29用于穿设控制杆30,控制杆30与分拣槽29内侧壁滑动连接,控制杆30呈竖直设置,机体内侧壁通过螺栓固定有复位块33,复位块33上开设有复位槽34,控制杆30穿设在复位槽34中并可在复位槽34中沿竖直方向滑移,复位槽34内侧壁设置有滑移弹簧35,滑移弹簧35一端粘接于控制杆30底部,另一端粘接于复位槽34内侧壁,滑移弹簧35用于拉动控制杆30朝向竖直方向的下方滑移,机体内侧顶部通过转轴转动连接有带动杆32,带动杆32长度方向的两端均粘接有牵引绳27,两牵引绳27分别与控制杆30、牵引杆31顶部粘接,带动杆32与牵引绳27用于控制牵引杆31与控制杆30的运动,带动电机25启动带动牵引杆31向下滑移,从而使带动杆32转动,带动控制杆30向上滑移,在控制杆30与分拣槽29的共同作用下分拣杆23转动,使烟盒残次品从传送带1与运输带2之间滑落。
39.参照图1,机体内部通过转轴转动连接有两移料辊46,两移料辊46位于运输带2与传送带1之间并位于运输带2下方,两移料辊46轴线位于同一竖直平面上,两移料辊46侧壁套接有加速带47,加速带47用于使烟盒残次品快速脱离传送带1,机体内侧底部通过螺栓固定有废品箱48,废品箱48位于传送带1与运输带2之间,加速带47与移料辊46均设置于废品箱48内部,废品箱48靠近机体底部的侧壁上开设有出料口49,出料口49用于将烟盒残次品排出,废品箱48上正对于出料口49的侧壁上通过螺栓固定有清理风机50,清理风机50的出风口正对于出料口49,清理风机50用于将废品箱48内的烟盒残次品吹出,工业摄像机22与电脑连接,检测到传送带1上有残次品时带动电机25启动,从而控制分拣杆23转动,使残次品与加速带47接触并将残次品快速转移至废品箱48内,从而起到分拣残次品的效果。
40.参照图1和图2 ,收料台3侧壁设置有转移架,转移架通过螺栓固定在地面,转移架上通过转轴转动连接有若干转移辊51,若干转移辊51轴线均位于同一倾斜平面上,若干转移辊51中远离收料台3的转移辊51水平高度低于靠近收料台3的收料辊的水平高度,收料台3上设置有防散组件,防散组件用于将堆垛的烟盒简单包装,减小堆垛的烟盒在从转移辊51上滑下时松散的可能,防散组件包括通过螺栓固定于收料台3上的包装环52,包装环52内侧壁滑动连接有包装杆53,包装杆53可沿包装环52内侧壁转动,地面上通过螺栓固定有放置杆,放置杆上穿设有放置盘54,放置盘54可绕放置杆轴线方向转动,放置盘54用于放置包装带,包装杆53远离包装环52内侧壁的断面上粘接有两定向块58,包装带从两定向块58之间穿过,两定向块58均呈倾斜设置,两定向块58均为橡胶材质并与包装带端面抵接,定向块58用于防止包装带从包装杆53上脱离。
41.参照图2和图3,包装环52上设置有两切断气泵55,两切断气泵55通过螺栓固定于包装环52端面,两切断气泵55活塞杆的轴线位于同一竖直直线上,切断气泵55活塞杆处粘接有粘接块56,粘接块56为海绵材质,站接球内吸附有胶水,站接球用于将包装带粘接,切断气泵55活塞杆侧壁粘接有裁纸刀57,两切断气泵55启动时两裁纸刀57端面抵接并将包装带裁断,裁纸刀57用于裁纸的端面齐平于粘接块56用于粘接的端面,在粘接块56的作用下
烟盒侧壁的包装带被粘接。
42.实施例2:实施例2与实施例1的区别在于,参照图1和图5,机体内侧底部通过螺栓固定有分拣架37,分拣架37位于运输带2与传送带1之间,运输带2与传送带1之间设置有分拣板36,分拣板36通过转轴转动连接于分拣架37靠近运输带2的侧壁,分拣架37侧壁上通过螺栓固定有用于带动分拣板36运动的分拣气泵38,分拣板36下端面开设有挑拣槽39,分拣气泵38的活塞杆端部通过转轴转动连接有分拣轮40,分拣轮40穿设在挑拣槽39中并可在挑拣槽39内滑动,工业摄像机22检测到残次品后分拣气泵38启动带动分拣板36运动,分拣板36绕其转轴转动,残次品从分拣板36处剔除后分拣板36恢复原状。
43.实施例3:实施例3与实施例2的区别在于,参照图1和图6,分拣架37靠近传送带1的内侧壁上开设有平衡槽42,分拣板36靠近传送带1的端部一体成型有两平衡杆41,平衡杆41穿设在平衡槽42中,平衡杆41可在平衡槽42中滑动,分拣架37靠近传送带1的内侧壁滑动连接有阻拦块43,分拣架37侧壁设置有分拣弹簧44,分拣弹簧44一端粘接在阻拦块43底部,另一端粘接在分拣架37内侧壁,分拣弹簧44用于推动阻拦块43朝向竖直方向的上方滑移,阻拦块43顶部开设有导向面,导向面便于阻拦块43运动,分拣板36底部固定有两阻拦接头,分拣轮40穿设在两阻拦接头之间并可在阻拦接头之间转动,分拣气泵38启动推动分拣板36,使分拣板36绕分拣轮40转动,阻拦块43上升,将传送带1上烟盒阻拦,分拣板36下降,分拣板36端部推动阻拦块43上的导向面使阻拦块43下降,传送带1上的烟盒继续运动,分拣架37侧壁设置有收纳板45,收纳板45通过螺栓被固定在分拣架37侧壁,收纳板45位于运输带2上方,分拣气泵38推动分拣板36是分拣板36侧壁抵接于收纳板45侧壁,便于烟盒残次品的收纳。
44.本技术实施例一种检品机的实施原理为:烟盒在传送带1上被运输,在传送带1与运输带2的交界处残次品被剔除,在运输带2上的烟盒成品在压制杆15与堆叠块18的作用下被堆叠至收料台3上,在收纳杆12与收料块13的作用下被推至包装环52处,包装杆53带动包装带将烟盒缠绕,收料块13再次推动烟盒,将打包好的烟盒推动至转移辊51,便于烟盒的收集。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。