1.本发明涉及高速线材轧制技术领域,尤其是涉及一种高速线材轧制中活套的控制方法。
背景技术:
2.现代高速线材轧机为保证产品尺寸精度,采用微张力及无张力轧制,以消除轧制过程中各种动态干扰引起的张力波动和由此引起的轧件尺寸波动。由于精轧机组为集体传动,故精轧采用微张力轧制,其微张力值由固定速比和各架给定孔槽面积保证,速比不会因控制而改变,轧件面积将因来料面积波动而波动。为了减少张力变化引起的精轧机的轧件尺寸波动,在精轧机前的预精轧、中轧机组常设若干个活套,以消除连轧各架的动态速度变化的干扰、保证轧件精度。例如:高速线材产品规格为φ5.5~20mm线材,生产线实现无张力轧制,从13号轧机到精轧机,使用活套进行控制,轧线共设计有6个活套,其分布为中轧机组2个立式样活套,预精轧机组3个立式样活套,精轧机前1个水平活套。轧机轧制生产过程中,活套通过变化值来调节轧机速度来实现一定程度范围内的红钢秒流量的调节,实现无张力轧制。
3.线材加工过程中,需要对轧机之间的堆拉关系进行调整,靠人为的手动进行调整不能够满足现场生产需求,自动控制过程虽然有一定的优越性,但是控制性能还是需要人工进行干预,存在一定的人为因素导致控制的过程出现异常情况,需要一种稳定可靠的活套工艺控制方法与算法,来实现高速线材生产过程中活套的精确控制。
4.因此,需开发一种活套自动控制方法,用于实现高速线材在轧制过程中的活套的高精度控制。
技术实现要素:
5.本发明的目的是提供一种高速线材轧制中活套的控制方法。
6.为解决上述技术问题,本发明提出的技术方案为:
7.一种高速线材轧制中活套的控制方法,包括以下依次进行的步骤:
8.1)活套选择使用;
9.2)活套扫描仪检测到红钢经过;
10.3)活套扫描仪发出检测到红钢信号;
11.4)自动控制系统启动控制算法程序;
12.5)自动控制系统控制起套轮起套,并且跟踪活套扫描仪反馈的实际活套高度;
13.6)根据活套扫描仪反馈的实际活套高度,计算与设定活套高度的差值;
14.7)根据计算出的实际活套高度与设定活套高度的差值,计算活套控制当量;
15.8)根据活套控制当量,结合活套控制算法,输出调整值;
16.9)将调整值经过比例换算输出给活套入口轧机的电动机;
17.10)活套入口轧机的电动机速度发生变化;
18.11)实际活套高度接近设定活套高度并趋于稳定;
19.12)红钢离开,活套调整结束。
20.优选的,该生产线为高速线材生产线,共有8个活套,其中从11#轧机入口开始至16#轧机入口共6台立活套,高速区两机架轧机入口和十机架轧机入口各有一个平活套;
21.按照工艺区域划分,中轧中设置两个活套、预精轧中设置4个活套、精轧中设置两个活套。
22.优选的,当检测到的实际活套高度高于设定活套高度时,自动控制系统将根据活套控制算法计算出相应的调整量,该调整量经过计算按照一定的比例换算为活套入口轧机的电动机速度信号输出到电动机的控制装置,使入口轧机的电动机速度向下降速,以达到活套弧度的高度与设定值一致;
23.当检测到的实际活套高度低于设定活套高度时,自动控制系统将根据活套控制算法计算出相应的调整量,该调整量经过计算按照一定的比例换算为活套入口轧机的电动机速度信号输出到电动机的控制装置,使入口轧机的电动机速度向上升速,以达到活套弧度的高度与设定值一致。
24.本技术取得了如下的有益的技术效果:
25.1)使用该控制方法后能够快速的响应轧机之间速度变化,并随之开展相应的控制调节过程,使轧机之间速度匹配更加稳定。
26.2)通过设计的计算公式能够时间精确地控制轧机之间的秒流量,智能化自动调整轧机之间的速度,实现高效轧钢,提升产品质量稳定性。
27.3)对比其他钢材生产线,该控制方法响应速度更快,能够实现活套的快速提升和下降的动作,缩短钢坯之间的间隔时间,提升轧制效率。
28.4)该技术投入使用可以减少人力资源使用,操作人员只需设定相应的控制参数,无需过多关注活套运行情况。
29.5)活套控制方法灵活,并且采用先进的活套扫描仪使现场信号更加稳定,根据设计的控制程序算法可以实现高精度的活套调节控制,减少了轧机之间速度调整量的过多干预,实现了精确控制。
附图说明
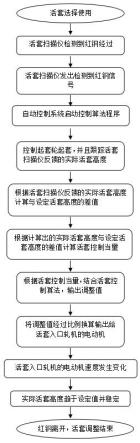
30.图1为本技术提供的一种高速线材轧制中活套的控制方法的工作原理示意图。
具体实施方式
31.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本发明保护的范围。
32.本技术提供了一种高速线材轧制中活套的控制方法,包括以下依次进行的步骤:
33.1)活套选择使用;
34.2)活套扫描仪检测到红钢经过;
35.3)活套扫描仪发出检测到红钢信号;
36.4)自动控制系统启动控制算法程序;
37.5)自动控制系统控制起套轮起套,并且跟踪活套扫描仪反馈的实际活套高度;
38.6)根据活套扫描仪反馈的实际活套高度,计算与设定活套高度的差值;
39.7)根据计算出的实际活套高度与设定活套高度的差值,计算活套控制当量;
40.8)根据活套控制当量,结合活套控制算法,输出调整值;
41.9)将调整值经过比例换算输出给活套入口轧机的电动机;
42.10)活套入口轧机的电动机速度发生变化;
43.11)实际活套高度接近设定活套高度并趋于稳定;
44.12)红钢离开,活套调整结束。
45.在本技术的一个实施例中,该生产线为高速线材生产线,共有8个活套,其中从11#轧机入口开始至16#轧机入口共6台立活套,高速区两机架轧机入口和十机架轧机入口各有一个平活套;
46.按照工艺区域划分,中轧中设置两个活套、预精轧中设置4个活套、精轧中设置两个活套。
47.在本技术的一个实施例中,当检测到的实际活套高度高于设定活套高度时,自动控制系统将根据活套控制算法计算出相应的调整量,该调整量经过计算按照一定的比例换算为活套入口轧机的电动机速度信号输出到电动机的控制装置,使入口轧机的电动机速度向下降速,以达到活套弧度的高度与设定值一致;
48.当检测到的实际活套高度低于设定活套高度时,自动控制系统将根据活套控制算法计算出相应的调整量,该调整量经过计算按照一定的比例换算为活套入口轧机的电动机速度信号输出到电动机的控制装置,使入口轧机的电动机速度向上升速,以达到活套弧度的高度与设定值一致。
49.本技术中,选择具体哪个或者哪几个活套起套:通过设计的活套控制程序与活套控制电脑操作画面相结合,当需要用到某个活套时,只需要在电脑操作画面上操作相应的操作选项即可使相应的活套投入使用,同时在选择了相应的活套的同时应还要为选择的活套设定“起套高度”等控制参数,活套才能够正常工作。
50.本技术中,设定活套高度:活套装置的金属框架称作活套架子,在活套架子上有用于检测活套套高的检测缝隙,检测缝隙的高度是固定的500毫米,设定活套套高就是根据活套前后两架轧机的速度级联关系平衡的情况下,活套起套轮将红钢抬起后的水平高度,此时,前后轧机的秒流量是一致的,以此高度为基准进行活套设定高度值的确定。
51.本技术中,活套扫描仪检测到的高度信号转换为电信号4-20毫安,4-20毫安对应活套高度0-500毫米,因此,当活套内有红钢经过被活套抬起后,活套扫描仪检测到的高度信号就会以4-20毫安信号当中的某一个电流值反馈给自动控制系统,自动控制系统根据活套0-500毫米进行转换,就能够知道活套当中红钢的具体位置(该位置是实时变化的),知道了活套的实际位置就可以进行下一步的计算了;
52.检测位置为活套起套轮以上部分的红钢位置,活套本体用于检测用的活套缝隙高度500毫米,红钢经过活套架子后被活套起套轮抬起,被抬起的红钢处在500毫米检测缝隙的某个位置,此时,在活套控制程序中也设定了一个位置高度值,活套扫描仪检测到的位置信号换算成实际的红钢在活套缝隙中的位置,与设定的活套高度位置进行比较,就能够知
道活套当中红钢是比设定高度高还是低,从而判断两架轧机间的速度关系。
53.本技术中,活套高度控制实际上是机架间的堆拉关系控制,反映在理论层面是机架间的秒流量连续控制,活套套高的调节实际上调节的是轧机的传动装置的速度值,为了保持整个轧机机组秒流量相等,速度调节是单个轧机调节嵌套在级联调节当中,采用的是逆向调节;
54.即当某一套活套高度变化时,该活套前所有机架均应根据活套套高调节量按照级联调速比例进行速度调节;
55.为实现快速响应采用带微分的pid控制,计算公式如下:
[0056][0057]
式中:
△
ik
‑‑‑
活套高度变化值;
[0058]
‑‑‑
活套设定高度;
[0059]
‑‑‑
实测活套高度;
[0060]
设定活套调节死区值为ε,当
△
ik≤ε时,不调节,反之则紧靠活套上游机架速度调节量为:
[0061][0062]
式中:
△
υk(i-1)
‑‑‑
第i-1机架速度调节量;
[0063]
kp
‑‑‑
比例增益;
[0064]
k1
‑‑‑
积分增益;
[0065]
kd
‑‑‑
微分增益;
[0066]
对于第i-1机架前的机架,级联速度调节为:
[0067]
△
υi-n=
△
υk(i-1)
×
(hi-n)/(hi-1);
[0068]
式中:
△
υi-n
‑‑‑
第i-n机架速度调节量;
[0069]
hi-n
‑‑‑
第i-n机架设定出口速度;
[0070]
hi-1
‑‑‑
第i-1机架设定出口速度。
[0071]
本技术中,通过自动控制系统调节相邻机架的速度使机架间产生“多余”轧件,该“多余”轧件在起套装置辅助下形成且能动态保持弧形的套状物,这个套状物就称为活套。金属秒流量差异导致机架间堆钢(或拉钢),轧件由起套辊引导使其形成活套。在线活套扫描仪可实时反馈实测活套高度,控制系统将实测活套高度与设定活套高度进行比较从而产生速度修正信号,调整上游机架速度以维持活套高度(活套量)在给定值上不变,从而实现其前后机架间正确的速度配合。活套的控制过程包括起套、稳定调节以及收套阶段。
[0072]
本技术中,活套装置是实现轧机无张力轧制的检测调节设备,活套装置构成如下:起套辊、活套扫描仪、气动控制设备等组成。活套装置的作用:活套装置前后的相邻轧机机架含钢转矩电流达到plc设定值后,活套装置开始启动运行;气缸动作推动活套辊改变红钢位置,形成弧形;由活套扫描仪检测轧机红钢位置,变换为模拟电流信号输入plc中,由plc判读后通过改变上游轧机的电机转速,实现轧件弧形的基本稳定,实现轧件秒流量平衡,完成轧机运行自动控制。起套辊由汽缸推动,和轧线红钢共同作用,实现活套辊的起降高度变化。起套辊由一个单向气缸作用起套轮作为动力执行元件。汽缸由电磁阀实现远程动作控制。起套辊的升降动作的时间会影响轧件的头尾产品质量。
[0073]
本技术中,活套控制的工作原理:
[0074]
一、首先在现场安装活套支架及活套动作控制设备,活套支架安装在两架轧机之间,当两架轧机之间有红钢经过时,安装在活套支架旁边的活套扫描仪就能检测到相应的红钢信号,然后将信号传回自动控制系统;
[0075]
自动控制系统根据传回的活套有钢信号,经过连锁轧机的负荷信号,确认两架轧机均已经咬入红钢之后,活套将活动的起套轮由气缸带动升起;
[0076]
起套轮升起之后,两架轧机之间的红钢就被人为的制造了一段弧度,这段弧度的高度,反映了两架轧机之间的速度配合是否合适,因为根据两架轧机之间料型的变化应符合秒流量相等的原则;
[0077]
一旦根据两架轧机之间的料型变化所设定的“弧度”高度,与现场活套扫描仪反馈的高度不一致时,将启动活套自动控制系统。
[0078]
本技术中,活套自动控制系统的工作原理是:
[0079]
1).当检测到的实际活套高度高于设定活套高度时,自动控制系统将根据活套控制工艺算法计算出相应的调整量,该调整量经过计算按照一定的比例换算为活套入口轧机的电动机速度信号给定到电动机的控制装置,使速度向下微调,以达到活套弧度的高度与设定值一致;
[0080]
2).当检测到的实际活套高度低于设定活套高度时,自动控制系统将根据活套控制工艺算法计算出相应的调整量,该调整量经过计算按照一定的比例换算为活套入口轧机的电动机速度信号给定到电动机的控制装置,使速度向上微调,以达到活套弧度的高度与设定值一致;
[0081]
3).活套调整轧机速度的调整量是基于比例、积分原则的,当调节量输出时是变化的,活套高度设定值与实际值之间差距越大调节量越大,差距值越小调节量越小。
[0082]
本技术中,起套轮升起的具体控制方法:
[0083]
1).“手动”模式控制起套轮升起:在现场的操作箱中安装相应的“活套起套”控制开关,当操作现场的控制开关的情况下,将通过控制程序输出相应的控制信号,驱动电控电磁阀将气缸的启动回路打开,使气缸带动起套轮向上升起;
[0084]
当“活套起套”控制开关信号消失时,起套轮因气缸电磁阀失电气路切换而落下;
[0085]
2).自动控制模式控制起套轮升起:当活套控制开关没有在“手动”控制模式,当入口机架发出已经咬钢的信号(根据轧机咬入红钢后会产生电流升高的特性)、活套出口机架发出咬钢信号、轧线在自动控制模式、轧线已经全部启动转车、活套入口轧机及出口轧机被选择投入使用、活套扫描仪发出了检测到了相应的红钢信号、该活套被选择投入使用,以上连锁条件全部满足时,自动模式下活套控制程序将通过输出相应的控制信号,驱动电控电磁阀将气缸的启动回路打开,使气缸带动起套轮向上升起;
[0086]
当以上连锁的任一信号信号消失时,起套轮因气缸电磁阀失电气路切换而落下。
[0087]
本技术中,起套轮升起之后的高度调节中,自动控制系统采用西门子控制plc,编程语言采用stl。
[0088]
本发明未详尽描述的方法和装置均为现有技术,不再赘述。
[0089]
以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行
若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。