技术特征:
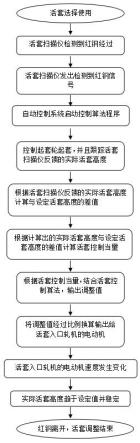
1.一种高速线材轧制中活套的控制方法,其特征在于,包括以下依次进行的步骤:1) 活套选择使用;2) 活套扫描仪检测到红钢经过;3) 活套扫描仪发出检测到红钢信号;4) 自动控制系统启动控制算法程序;5) 自动控制系统控制起套轮起套,并且跟踪活套扫描仪反馈的实际活套高度;6) 根据活套扫描仪反馈的实际活套高度,计算与设定活套高度的差值;7) 根据计算出的实际活套高度与设定活套高度的差值,计算活套控制当量;8) 根据活套控制当量,结合活套控制算法,输出调整值;9) 将调整值经过比例换算输出给活套入口轧机的电动机;10) 活套入口轧机的电动机速度发生变化;11) 实际活套高度接近设定活套高度并趋于稳定;12) 红钢离开,活套调整结束。2.根据权利要求1所述的一种高速线材轧制中活套的控制方法,其特征在于,该生产线为高速线材生产线,共有8个活套,其中从11#轧机入口开始至16#轧机入口共6台立活套,高速区两机架轧机入口和十机架轧机入口各有一个平活套;按照工艺区域划分,中轧中设置两个活套、预精轧中设置4个活套、精轧中设置两个活套。3.根据权利要求1所述的一种高速线材轧制中活套的控制方法,其特征在于,当检测到的实际活套高度高于设定活套高度时,自动控制系统将根据活套控制算法计算出相应的调整量,该调整量经过计算按照一定的比例换算为活套入口轧机的电动机速度信号输出到电动机的控制装置,使入口轧机的电动机速度向下降速,以达到活套弧度的高度与设定值一致;当检测到的实际活套高度低于设定活套高度时,自动控制系统将根据活套控制算法计算出相应的调整量,该调整量经过计算按照一定的比例换算为活套入口轧机的电动机速度信号输出到电动机的控制装置,使入口轧机的电动机速度向上升速,以达到活套弧度的高度与设定值一致。
技术总结
本申请提供了一种高速线材轧制中活套的控制方法,1)活套选择使用;2)活套扫描仪检测到红钢经过;3)活套扫描仪发出检测到红钢信号;4)自动控制系统启动控制算法程序;5)自动控制系统控制活套轮起套,并且跟踪实际活套高度;6)计算与设定活套高度的差值;7)计算活套控制当量;8)输出调整值;9)将调整值经过比例换算输出给活套入口轧机的电动机;10)电动机速度发生变化;11)实际活套高度接近设定活套高度并趋于稳定;12)红钢离开,调整结束;活套响应速度更快,实现活套的快速提升和下降,精确地控制秒流量,智能化自动调整轧机之间的速度,使轧机之间速度匹配更加稳定,实现高效轧钢,提升线材质量稳定性。提升线材质量稳定性。提升线材质量稳定性。
技术研发人员:宋文学 赵晓 黄友堂
受保护的技术使用者:山东莱钢永锋钢铁有限公司
技术研发日:2022.08.22
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。