1.本方案属于陶罐生产加工技术领域,具体涉及重型酒坛陶罐打磨修胚系统及方法。
背景技术:
2.在酒坛的生产制作过程中涉及到对酒坛的打磨工艺,传统的对重型酒坛陶罐的打磨主要是通过人工的方式进行,工人手持打磨机对陶罐表面进行相应的打磨,人工的打磨方式不仅生产效率低下,而且打磨过程中产生的灰尘对人体产生了极大的伤害,影响了人体的身体健康。目前,重型酒坛陶罐几乎没有相应的自动打磨装置,也没有对应的自动打磨系统对陶罐进行自动化打磨工作,如何实现重型酒坛陶罐的自动打磨是相关技术人员亟需解决的问题。
3.申请号为cn 201820562344.5的专利公开了一种陶瓷罐罐底打磨装置,其结构包括底座,底座上设有固定座,固定座的上部为弧形结构,弧形结构内设有若干个橡胶柱,固定座与半圆环相铰接,半圆环的中部设有螺纹通孔,螺纹通孔内设有螺纹杆,螺纹杆的底端转动连接有第一弧形块,第一弧形块与第二弧形块通过弹簧连接,该装置可以对打磨过程中产生粉尘进行处理,保护操作者的身体健康。但是该现有技术在打磨后需要人工来取下陶罐,再重新安装放置陶罐,人工成本大,适用于小规模的半自动加工厂,不适用于大规模的自动化流水生产。
技术实现要素:
4.本方案提供一种自动化程度高的重型酒坛陶罐打磨修胚系统及方法。
5.为了达到上述目的,本方案提供一种重型酒坛陶罐打磨修胚系统,包括机架、传送装置和第一打磨装置;所述传送装置和第一打磨装置设在机架上,还包括除尘机构,所述第一打磨装置沿传送装置对称设置,所述打磨装置包括主体、打磨爪、限位块和移动杆,所述打磨爪和限位块均设在主体上,所述主体的高度与酒坛陶罐的高度相同,所述主体在水平方向上呈圆弧形,所述打磨爪和限位块与酒坛外表面间歇性接触,所述打磨爪设有多个,多个打磨爪在水平方向上和竖直方向上与酒坛陶罐外表面形成的曲线相匹配,所述除尘机构包括气缸、出气管和进气管,所述气缸设在机架上,所述气缸的顶端固定连接有挡板,所述挡板与气缸的活塞杆之间设有滑槽,所述移动杆滑动设在滑槽内,所述气缸底部与活塞之间通过弹簧连接,所述活塞与气缸底部和气缸侧壁组成密封空间,所述出气管和进气管均设在气缸上,所述进气管和出气管与密封空间连通,所述进气管的吸气口位于主体上,并设在相邻打磨爪的间隙中,所述进气管内设有进气单向阀,所述出气管内设有出气单向阀。
6.本方案的原理:首先将多个陶罐放置在传送装置上,相邻陶罐之间至少间隔一个陶罐的距离,然后传送装置朝第一打磨装置方向进入,首先第一打磨装置先与酒坛陶罐的
前端接触,并将酒坛陶罐前端打磨,同时酒坛与限位块接触,并将限位块往两侧推,进而限位块将活塞朝气缸底部推,此时弹簧被压缩,气缸内的压强增大,气缸内的空气从出气管排出;进而酒坛通过限位块将主体往两侧推,使得两端的第一打磨装置分别往两侧移,然后传送装置继续输送酒坛陶罐,使得酒坛陶罐的中间被打磨,此时传送装置两侧的第一打磨装置之间的距离最长,然后酒坛陶罐继续被传送装置运输,此时传送装置两侧的第一打磨装置慢慢相互靠拢,此时酒坛陶罐的后端被打磨,此时弹簧随着两侧主体的慢慢靠拢恢复形变,气缸内的压强减小,进而通过进气管吸气,将打磨装置和酒坛陶罐上的灰尘吸入进气管内,然后下一个酒坛陶罐被传送装置传送至第一打磨装置处进行打磨。
7.本方案的有益效果:1、通过设置打磨装置和传送装置,使得多个酒坛在传送带上进行流水式打磨,打磨效率高,自动化程度高,适用于大规模的自动化流水生产。
8.2、通过设置限位块,使得酒坛通过挤压两侧第一打磨装置上的限位块,实现第一打磨装置随着酒坛的移动实现对酒坛陶罐前端、后端和中端的打磨。
9.3、通过设置除尘机构,使得第一打磨装置在打磨酒坛的过程中,通过吸气管将打磨后落在酒坛陶罐和打磨爪上的灰尘吸收,使得酒坛被打磨后表现非常干净,打磨爪上的灰尘被清除后,方便打磨爪打磨下一个酒坛,打磨效率高,打磨效果好。
10.进一步,还包括第二打磨装置,所述第一打磨装置与第二打磨装置之间的距离大于0;所述第二打磨装置和第一打磨装置的限位块的位置互补,所述第一打磨装置的限位块位于主体中间,打磨爪位于主体上端和下端;所述第二打磨装置的限位块上端或者下端,打磨爪位于下端或上端;所述第二打磨装置设有两个,两个所述第二打磨装置沿着传送装置对称设置,所述第二打磨装置上设有除尘机构。第一个打磨装置的主体上与限位块接触的酒坛陶罐表面不能被打磨掉,因为第二打磨装置可以将酒坛陶罐上没被打磨的地方打磨。因此两个打磨装置相结合可以对整个酒坛表面进行打磨。
11.进一步,所述主体的最上端设有与酒坛坛口相匹配的打磨爪。可以对酒坛坛口进行打磨。
12.进一步,两个所述打磨装置的限位块表面设有玻璃珠,所述玻璃珠与酒坛陶罐表面接触。玻璃珠的光滑度高与酒坛陶罐接触时,不会破坏酒坛陶罐表面,其次玻璃珠是球形,与陶罐接触面非常小,因此酒坛陶罐在移动过程中受到的摩擦力低,不会阻碍酒坛陶罐的运行。
13.进一步,所述吸气管内设有灰尘不能通过的滤网,所述滤网位于吸气口和进气单向阀之间。可防止粉尘经过从进气管进入气缸内。
14.进一步,所述进气管内以可拆卸的方式安装有不可透气的集尘袋,所述集尘袋位于滤网和吸气口之间。被吸入进气管的粉尘经滤网拦截后落入集尘袋中,当集尘袋中的粉尘足够多时,可将其取下进行清洗,然后继续使用。
15.进一步,所述进气单向阀包括弹簧和与进气口相配合的密封球,所述密封球通过弹簧连接在滤网上,所述滤网设置在吸尘管阀口处、所述滤网与集尘袋接触。当气缸停止吸气时,进气单向阀的密封球回弹到滤网上,引起滤网抖动,将滤网上的粉尘抖下来,并使粉尘进入回收袋中。
16.进一步,还包括该系统的使用方法,包括如下步骤:
步骤一:将多个陶罐放置在传送装置上,相邻陶罐之间至少间隔一个陶罐的距离;然后启动传送装置,使得传送装置将酒坛陶罐送入打磨装置;步骤二:首先第一打磨装置先与酒坛陶罐的前端接触,并将酒坛陶罐前端打磨,同时酒坛与限位块接触,并将限位块往两侧推,限位块将活塞朝气缸底部推,此时弹簧被压缩,步骤三:然后酒坛通过限位块将主体往两侧推,使得两端的第一打磨装置分别往两侧移,然后传送装置继续输送酒坛陶罐,使得酒坛陶罐的中间被打磨,步骤四:酒坛陶罐继续被传送装置运输,此时传送装置两侧的第一打磨装置慢慢相互靠拢,此时酒坛陶罐的后端被打磨,弹簧随着两侧主体的慢慢靠拢恢复形变,气缸内的压强减小,进而通过进气管吸气,将打磨装置和酒坛陶罐上的灰尘吸入进气管内;步骤五:然后下一个陶罐进入第一打磨装置,被第一打磨装置打磨的酒坛陶罐进入第二打磨装置,将剩下的地方打磨;步骤六: 将打磨好的酒坛陶罐装车运输。
附图说明
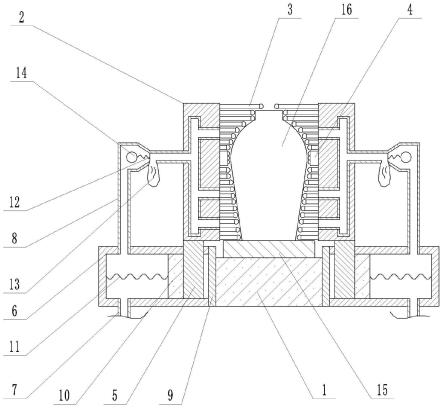
17.图1为本发明实施例的第一打磨装置结构示意图。
18.图2为本发明实施例的第一打磨装置结构示意图。
19.图3为本发明实施例的酒坛陶罐进入第一打磨装置的结构示意图。
20.图4为本发明实施例的酒坛陶罐进入第一打磨装置中间部位的结构示意图。
21.图5为本发明实施例的酒坛陶罐进入第二打磨装置的结构示意图。
具体实施方式
22.下面通过具体实施方式进一步详细说明:说明书附图中的标记包括:机架1、主体2、打磨爪3、限位块4、移动杆5、气缸6、出气管7、进气管8、挡板9、活塞10、弹簧11、滤网12、集尘袋13、密封球14、传送装置15、酒坛陶罐16、第一打磨装置17、第二打磨装置18。
23.实施例基本如附图1-2所示:一种重型酒坛陶罐16打磨修胚系统,包括机架1、传送装置15和第一打磨装置17;传送装置15设在机架1上,还包括除尘机构,第一打磨装置17沿传送装置15对称设置,打磨装置包括主体2、打磨爪3、限位块4和移动杆5,打磨爪3和限位块4均设在主体2上,限位块4表面设有玻璃珠。玻璃珠的光滑度高与酒坛陶罐16接触时,不会破坏酒坛陶罐16表面,其次玻璃珠是球形,与陶罐接触面非常小,因此酒坛陶罐16在移动过程中受到的摩擦力低,不会阻碍酒坛陶罐16的运行。
24.主体2的高度与酒坛陶罐16的高度相同,主体2在水平方向上呈圆弧形,打磨爪3和限位块4与酒坛外表面间歇性接触,打磨爪3设有多个,多个打磨爪3在水平方向上和竖直方向上与酒坛陶罐16外表面形成的曲线相匹配,主体2的最上端设有与酒坛坛口相匹配的打磨爪3。可以对酒坛坛口进行打磨。
25.如附图3-5所示:还包括第二打磨装置18,第一打磨装置17与第二打磨装置18之间的距离大于0;第
二打磨装置18和第一打磨装置17的限位块4的位置互补,第一打磨装置17的限位块4位于主体2中间,打磨爪3位于主体2上端和下端;第二打磨装置18的限位块4上端或者下端,打磨爪3位于下端或上端;第二打磨装置18设有两个,两个第二打磨装置18沿着传送装置15对称设置,第二打磨装置18上设有除尘机构。两个打磨装置相结合可以对整个酒坛表面进行打磨。
26.除尘机构包括气缸6、出气管7和进气管8,气缸6设在机架1上,气缸6的顶端固定连接有挡板9,挡板9与气缸6的活塞10杆之间设有滑槽,移动杆5滑动设在滑槽内,气缸6底部与活塞10之间通过弹簧11连接,活塞10与气缸6底部和气缸6侧壁组成密封空间,出气管7和进气管8均设在气缸6上,进气管8和出气管7与密封空间连通,进气管8的吸气口位于主体2上,并设在相邻打磨爪3的间隙中,进气管8内设有进气单向阀,出气管7内设有出气单向阀。吸气管内设有灰尘不能通过的滤网12,滤网12位于吸气口和进气单向阀之间。可防止粉尘经过从进气管8进入气缸6内。
27.进气管8内以可拆卸的方式安装有不可透气的集尘袋13,集尘袋13位于滤网12和吸气口之间。被吸入进气管8的粉尘经滤网12拦截后落入集尘袋13中,当集尘袋13中的粉尘足够多时,可将其取下进行清洗,然后继续使用。
28.进气单向阀包括弹簧11和与进气口相配合的密封球14,密封球14通过弹簧11连接在滤网12上,滤网12设置在吸尘管阀口处、滤网12与集尘袋13接触。当气缸6停止吸气时,进气单向阀的密封球14回弹到滤网12上,引起滤网12抖动,将滤网12上的粉尘抖下来,并使粉尘进入回收袋中。
29.还包括该系统的使用方法,包括如下步骤:步骤一:将多个陶罐放置在传送装置15上,相邻陶罐之间至少间隔一个陶罐的距离;然后启动传送装置15,使得传送装置15将酒坛陶罐16送入打磨装置;步骤二:首先第一打磨装置17先与酒坛陶罐16的前端接触,并将酒坛陶罐16前端打磨,同时酒坛与限位块4接触,并将限位块4往两侧推,限位块4将活塞10朝气缸6底部推,此时弹簧11被压缩,步骤三:然后酒坛通过限位块4将主体2往两侧推,使得两端的第一打磨装置17分别往两侧移,然后传送装置15继续输送酒坛陶罐16,使得酒坛陶罐16的中间被打磨,步骤四:酒坛陶罐16继续被传送装置15运输,此时传送装置15两侧的第一打磨装置17慢慢相互靠拢,此时酒坛陶罐16的后端被打磨,弹簧11随着两侧主体2的慢慢靠拢恢复形变,气缸6内的压强减小,进而通过进气管8吸气,将打磨装置和酒坛陶罐16上的灰尘吸入进气管8内;步骤五:然后下一个陶罐进入第一打磨装置17,被第一打磨装置17打磨的酒坛陶罐16进入第二打磨装置18,将剩下的地方打磨。
30.步骤六: 将打磨好的酒坛陶罐16装车运输。
31.具体操作:首先将多个陶罐放置在传送装置15上,相邻陶罐之间至少间隔一个陶罐的距离,然后传送装置15朝第一打磨装置17方向进入,首先第一打磨装置17先与第一个酒坛陶罐16的前端接触,并将酒坛陶罐16前端打磨,主体2的最上端的打磨爪3对酒坛坛口进行打磨。同时酒坛与限位块4接触,并将限位块4往两侧推,进而限位块4将活塞10朝气缸6底部推,此时弹簧11被压缩,气缸6内的压强增大,气缸6内的空气从出气管7排出;进而酒坛通过限位块4
将主体2往两侧推,使得两端的第一打磨装置17分别往两侧移,然后传送装置15继续输送酒坛陶罐16,使得酒坛陶罐16的中间被打磨,此时传送装置15两侧的第一打磨装置17之间的距离最长,然后酒坛陶罐16继续被传送装置15运输,此时传送装置15两侧的第一打磨装置17慢慢相互靠拢,此时酒坛陶罐16的后端被打磨,此时弹簧11随着两侧主体2的慢慢靠拢恢复形变,气缸6内的压强减小,进而通过进气管8吸气,将打磨装置和酒坛陶罐16上的灰尘吸入进气管8内,被吸入进气管8的粉尘经滤网12拦截后落入集尘袋13中,当集尘袋13中的粉尘足够多时,可将其取下进行清洗,然后继续使用。当气缸6停止吸气时,进气单向阀的密封球14回弹到滤网12上,引起滤网12抖动,将滤网12上的粉尘抖下来,并使粉尘进入回收袋中。
32.第一个酒坛陶罐16坛口及四周打磨完成后,被传送装置15送入被第一打磨装置17打磨的酒坛陶罐16进入第二打磨装置18,将剩下的地方打磨。然后下一个酒坛陶罐16被传送装置15传送至第一打磨装置17处进行打磨。
33.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。