1.本公开涉及电池技术领域,更具体地说,是涉及一种电芯及电池。
背景技术:
2.随着新能源汽车的快速发展,超级快充技术的实用化,动力电池的冷却方式从风冷升级到液冷,进一步的全浸没式油冷也进入了汽车厂商的视野。全浸没式油冷以其极高的换热效率,均匀的温度分布,极强的被动热安全,能够完全发挥出高性能电芯的性能,延长使用寿命,完美解决热失控,热蔓延问题,吸引了大量人员的兴趣。发明人发现电芯的注液孔密封多采用钢珠挤压注液孔密封,由于异种材料膨胀系数不一样,在极端温度情况下存在钢珠脱落或者漏液的可能性。
3.需要说明的是,在上述背景技术部分公开的信息仅用于加强对本公开的背景的理解,因此可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现要素:
4.本公开实施例的目的在于提供一种电芯及电池,旨在解决发明人发现的电芯的注液孔密封多采用钢珠挤压注液孔密封,由于异种材料膨胀系数不一样,在极端温度情况下存在钢珠脱落或者漏液的可能性的技术问题。
5.为实现上述目的,本公开采用的技术方案是:提供一种电芯,其包括:
6.卷芯;
7.第一集流盘,所述第一集流盘与所述卷芯的一端相连接,所述第一集流盘上设置有注液孔;以及
8.盖板,所述盖板与所述第一集流盘相连接,且所述第一集流盘位于所述卷芯与所述盖板之间,以使得所述盖板能够封堵所述注液孔。
9.可选地,所述盖板朝向所述第一集流盘的侧面设置有第一爆破线,且所述第一爆破线被配置为凹槽结构。
10.可选地,所述第一集流盘具有相对的内侧面和外侧面,所述第一集流盘的内侧面与所述卷芯相连接,所述盖板与所述第一集流盘的外侧面相连接;所述第一集流盘的内侧面朝向所述卷芯,所述第一集流盘的内侧面设置有第二爆破线,且所述第二爆破线被配置为凹槽结构。
11.可选地,所述第二爆破线的数量为多个,且多个所述第二爆破线绕所述注液孔的周向间隔分布。
12.可选地,所述第一集流盘被配置于所述卷芯的正极,所述注液孔设置于所述第一集流盘的中部,所述第一集流盘的外侧面具有由所述卷芯的一端向所述卷芯的另一端凹陷的容纳空腔,所述盖板固定于所述容纳空腔中。
13.可选地,所述第一集流盘上还设置多个旁通孔,多个所述旁通孔绕所述注液孔的周向间隔分布。
14.可选地,所述的电芯还包括第二集流盘,所述第二集流盘与所述卷芯相对的另一端相连接,所述第二集流盘被配置于所述卷芯的负极。
15.可选地,所述的电芯还包括外壳和极柱,所述卷芯插装于所述外壳中,所述极柱与所述外壳之间通过第一绝缘件绝缘配合;
16.所述极柱包括柱状部,以及与所述柱状部的一端相连接的径向部;所述径向部的直径大于所述柱状部的直径,以使得所述极柱限位于所述外壳上;所述径向部与所述第二集流盘相连接。
17.可选地,所述电芯为圆柱电芯。
18.本公开还提供的一种电池,其包括:任一项所述的电芯。
19.本公开提供的电芯及电池的有益效果主要在于:
20.本公开通过将第一集流盘与卷芯的一端相连接,并在第一集流盘上开设注液孔,通过注液孔进行注液,并且采用盖板的形式与第一集流盘相连接,且第一集流盘位于卷芯与盖板之间,这样通过盖板对注液孔进行封堵,在一定程度上保证对注液孔的密封性,从而降低漏液的可能性,保证了电芯的安全。
附图说明
21.为了更清楚地说明本公开实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
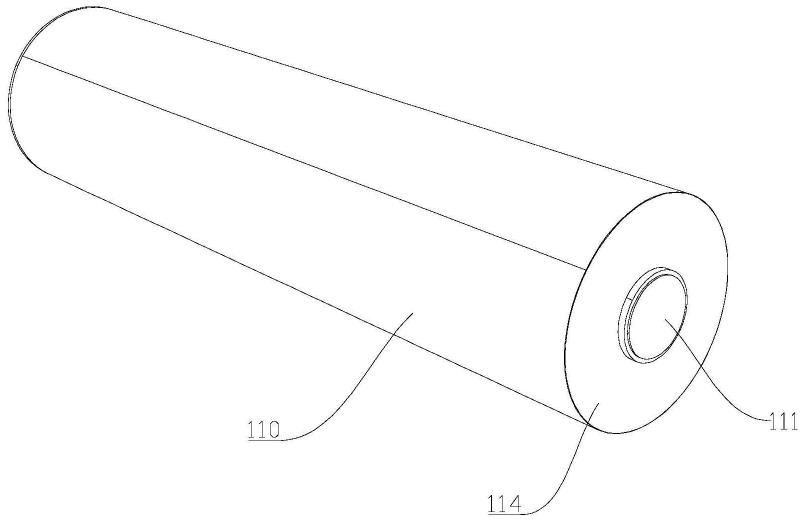
22.图1是本公开一个或多个实施例提供的电芯的结构示意图;
23.图2是本公开一个或多个实施例提供的电芯的又一结构示意图;
24.图3是本公开一个或多个实施例提供的电芯的部分结构的爆炸示意图;
25.图4是本公开一个或多个实施例提供的电芯的爆炸结构示意图;
26.图5是本公开一个或多个实施例提供的电芯的局部剖视图;
27.图6是本公开一个或多个实施例提供的电芯的另一局部剖视图;
28.图7是本公开一个或多个实施例中盖板的结构示意图;
29.图8是本公开一个或多个实施例中第一集流盘的结构示意图;
30.图9是本公开一个或多个实施例中第一集流盘的又一结构示意图;
31.图10是本公开一个或多个实施例中第二集流盘的结构示意图。
32.上述附图所涉及的标号明细如下:
33.100、盖板;101、卷芯;102、第一集流盘;103、注液孔;104、第一爆破线;105、第二爆破线;106、容纳空腔;107、条状凹槽;108、第二集流盘;109、绝缘套;110、外壳;111、极柱;112、柱状部;113、径向部;114、端盖;115、外露部;116、轴向部;117、径向外凸部;118、第一安装孔;119、绝缘片;120、第二安装孔;121、凸台部;122、第一绝缘件;123、第二绝缘件;124、环状部;125、轴向包裹部;126、导电片;127、绝缘圈;128、缺口。
具体实施方式
34.为了使本公开所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结
合附图及实施例,对本公开进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本公开,并不用于限定本公开。
35.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
36.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本公开和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本公开的限制。
37.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本公开的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
38.为了说明本公开所述的技术方案,以下结合具体附图及实施例进行详细说明。
39.参见图1至图10所示,在一个或多个实施例中,本公开提供的电芯,其包括:卷芯101、第一集流盘102和盖板100;第一集流盘102与卷芯101的一端相连接,第一集流盘102上设置有注液孔103;盖板与第一集流盘102相连接,以使得盖板能够封堵注液孔103;第一集流盘102位于卷芯101与盖板之间,电芯制作时,通过第一集流盘102的注液孔103注液后,再利用盖板对注液孔103进行封堵,实现对注液孔103的密封。在至少一个实施例中,本公开利用直连在壳体上的第一集流盘作为盖板的背部支撑,使得盖板能够抵抗较大的从外向内的冲击力(即抵抗外部冲击,比如跌落测试)而不开启的同时具有较小的从内向外的开启压力,这样当电芯用于圆柱电池时,保证了圆柱电池的安全性。
40.在一些实施例中,盖板对注液孔103的封堵的方式是盖板与注液孔103的孔口进行封堵,或盖板与第一集流盘102之间能够形成密封空间,由于第一集流盘102还与卷芯101相连接,这样第一集流盘102与盖板相连接后,便避免注液孔103外露的情况,并且外表光滑美观,无漏液渗油风险。
41.在一个实施例中,盖板与第一集流盘102之间通过焊接的方式相连接,由于盖板和第一集流盘102的直径比传统的钢珠直径要大的多,因此采用焊接时,可以形成大直径的焊缝,从而有利于减少焊接裂纹,提高了良率。通过盖板与第一集流盘102相焊接的方式,进一步避免了传统的由于异种材料膨胀系数不一样,在极端温度情况下存在钢珠脱落的情况,并且采用焊接保证了盖板与第一集流盘102之间相连接的紧密性及稳定性。
42.本公开通过将第一集流盘102与卷芯101的一端通过焊接的方式相连接,并在第一集流盘102上开设注液孔103,通过注液孔103进行注液,并且采用盖板的形式与第一集流盘102相连接,这样通过盖板对注液孔103进行封堵,在一定程度上保证对注液孔103的密封性,从而降低漏液的可能性,保证了电芯的安全。
43.参见图7所示,在一些实施例中,盖板朝向第一集流盘102的侧面设置有第一爆破线104,且第一爆破线104被配置为凹槽结构。第一爆破线104朝向注液孔103。在至少一个实施例中,盖板具有密封注液孔103的功能及具有防爆的功能,将第一爆破线104设置于盖板的朝向第一集流的一侧的避免了第一爆破线104的外露的情况,相比于传统的爆破线外露
设置,避免了第一爆破线104内藏污纳垢的情况,从而保证了冷却油的洁净度,外表光滑美观,无漏液渗油风险;第一爆破线104设置成凹槽结构,利于爆破,保证电芯的安全。
44.参见图8和图9所示,在一些实施例中,盖板呈圆形;第一集流盘102呈圆形;第一爆破线104呈弧线形、直线形或折线形。当第一爆破线104呈弧线形时,弧形为圆弧,圆弧为优弧或劣弧。第一爆破线104的数量为一个或多个。当第一爆破线104的数量为多个,且第一爆破线104呈弧形时,多个呈弧形的第一爆破线104在一个圆上均匀间隔分布,该圆的圆心为盖板的中心。当第一爆破线104的数量为多个,且第一爆破线104呈直线形时,多个呈直线形的第一爆破线104呈以盖板的中心呈放射状设置。
45.参见图6所示,在一些实施例中,第一集流盘102具有相对的内侧面和外侧面,第一集流盘102的内侧面与卷芯101相连接,盖板与第一集流盘102的外侧面相连接;第一集流盘102的内侧面朝向卷芯101,第一集流盘102的内侧面设置有第二爆破线105,且第二爆破线105被配置为凹槽结构。通过设置第二爆破线105进一步保证了电芯使用过程中的安全性。第一集流盘上的第二爆破线105,作为生产时电解液渗透和气体排放的通路,还可以作为热失控时第一集流盘102破裂的预制刻线;在热失控时,盖板上的第一爆破线104先打开,实现电芯内部的气体泄压,而当第一爆破线104打开后,热失控仍然不能被终止时,后续产生的高压气体会撕开第一集流盘上的第二爆破线105而彻底喷出高温热流气体。
46.在一个实施例中,第一集流盘102与卷芯101焊接在一起,具体的第一集流盘102与卷芯101的极耳相连接。盖板的内侧面与第一集流盘102的外侧面相连接,第一爆破线104位于盖板的内侧面。盖板的外侧面外露。需要说明的是,第一集流盘102与卷芯101之间可以直接相连接,也可以间接相连接。
47.在一些实施例中,第二爆破线105的数量为多个,且多个第二爆破线105绕注液孔103的周向间隔分布。这样利于保证电芯的安全,且当发生爆破时,易于从注液孔103处开始。
48.在一些实施例中,第二爆破线105的一端延伸至注液孔103的边缘,即凹槽结构的长度方向的一端开口位于注液孔103的孔壁上,这样进一步实现了当发生爆破时,易于从注液处开始,保证电芯使用过程中的安全。
49.在一个实施例中,第二爆破线105呈直线形,多个第二爆破线105以注液孔103的孔心呈放射状设置,也就是说,第二爆破线105的长度延伸方向沿第一集流盘102的径向设置。
50.在一些实施例中,第一集流盘102被配置于卷芯101的正极,也就是说,第一集流盘102与卷芯101的正极耳相连接,注液孔103设置于第一集流盘102的中部,第一集流盘102的外侧面具有由卷芯101的一端向卷芯101的另一端凹陷的容纳空腔106,盖板固定于容纳空腔106中。与其它偏置设置注液孔的方式相比,在至少一个实施例中,本公开将注液孔103设置于第一集流盘102的中部,利于大批量生产工序简化,使得能够较准确的与注液孔对准,利于自动化注液以及负压化成等工序定位。
51.在一个实施例中,盖板的厚度与容纳空腔106的深度相等,即盖板固定于容纳空腔106后,盖板的外侧面与第一集流盘102的外表面相齐平,从而使得电芯的正极端的端面平整。盖板焊接在集流盘的空纳空腔内,使得外表光滑,大直径的焊接面有效避免焊接时产生的应力集中问题,利于提高焊接良率。需要说明的是,容纳空腔106可以通过冲压形成。
52.在一些实施例中,第一集流盘102的容纳空腔106的腔底具有多个条状凹槽107,多
个条状凹槽107呈放射状分布,在条状凹槽107的长度沿第一集流盘102的径向延伸。从第一集流盘102的外侧观察,容纳腔底设置的是多个条状凹槽107,而从第一集流盘102的内侧观察,多个条状凹槽107的槽壁和槽底凸出于第一集流盘102的内侧面,从而形成条状凸台。第二爆破线105位于相邻两个条状凸台之间。需要说明的是条状凹槽107可以通过冲压形成。
53.在一些其它实施方式中,第一集流盘102上还设置多个旁通孔,多个旁通孔绕注液孔103的周向间隔分布。
54.在一些实施例中,电芯还包括第二集流盘108,第二集流盘108与卷芯101相对的另一端相连接,第二集流盘108与卷芯101相对的另一端的极耳相连接。第二集流盘108被配置于卷芯101的负极,也就是说,第二集流盘108与卷芯101的负极耳相连接。
55.在一些实施例中,第二集流盘108的外侧面具有多个条状凹槽107,多个条状凹槽107呈放射状分布,在条状凹槽107的长度沿第二集流盘108的径向延伸。从第二集流盘108的外侧观察是多个条状凹槽107,而从第二集流盘108的内侧观察,多个条状凹槽107的槽壁和槽底凸出于第二集流盘108的内侧面,从而形成条状凸台。第二集流盘108的周向边缘还具有多个缺口128,这样使得第二集流盘108成为可变型弹性结构,使得卷芯101在轴向上允许微小的位移而不损伤第二集流盘108、第一集流盘102分别卷芯101的焊接区域。需要说明的是,在一些其它实施例中,第二集流盘108还可以设置其它形式的可变型弹性结构。
56.在一个实施例中,第一集流盘102充当正极的集流盘,第二集流盘108充当负极的集流盘。
57.在一些实施例中,电芯还包括绝缘套109,绝缘套109呈筒状,卷芯101插装于绝缘套109中。电芯还包括绝缘圈127,绝缘圈127套设于绝缘套109的一端,且绝缘圈127位于卷芯101相对的另一端,绝缘圈127还用于将第二集流盘108定位于绝缘套109上。绝缘圈具有通孔,以使得电芯的极柱能穿过通孔以与第二集流盘相连接。
58.参见图5所示,在一些实施例中,电芯还包括外壳110和极柱111,卷芯101插装于外壳110中,极柱111与外壳110之间通过第一绝缘件122绝缘配合;极柱111包括柱状部112,以及与柱状部112的一端相连接的径向部113;径向部113的直径大于柱状部112的直径,以使得极柱111限位于外壳110上;径向部113与第二集流盘108相连接。极柱111充当负极的极柱。与其它将注液孔设置在极柱上的方式相比,在至少一个实施例中,本公开将电芯的注液孔103设于电芯的无极柱的正极的中心,这样注液孔103便不在在极柱111所在的一端,方便实现焊接,简化了结构,有利于提高极柱的过流能力;并且注液孔的孔径可以根据需要进行设置,有利于提高注液效率,在电池模组组装中也不需要增加额外的排列或视觉识别工序。另外,使用无外露的注液孔103以及反刻的第一爆破线104和第二爆破线105设计(即设置于内侧)使得整个极柱111端可以旋转对称设计,外表光滑美观,无漏液渗油风险,解决了电池模组焊接困难、清洁困难等问题,非常适合全浸没式油冷的使用方式,同时向下兼容传统的冷却方式(包括侧边冷却、底部冷却和顶部冷却)加灌胶。
59.需要说明是,在采用传统冷却方式时,第一爆破线104和第二爆破线105可以设置于外侧,以减少生产运输装备中破损的可能。
60.在一个实施例中,外壳110呈筒状,绝缘套109插装于外壳110中。外壳110的一端呈开放状,外壳110的另一端具有端盖114,端盖114与外壳110为一体结构设置。卷芯101相对的另一端与外壳110的另一端同侧,极柱111伸出端盖114。径向部113为铆接过程中形成,这
样极柱111铆接成,径向部113的直径大于柱状部112的直径,防止热失控时喷出。
61.在一些实施例中,极柱111还包括外露部115,外露部115呈圆形,外露部115的直径大于柱状部112的直径。第一绝缘件122的材质为绝缘橡胶。第一绝缘件122包括轴向部116和径向外凸部117;径向外凸部117呈环形。轴向部116的一端与径向外凸部117相连接,轴向部116相对的另一端的端面与外露部115的一侧相抵接。第一绝缘件122套设于柱状部112上。
62.在一些实施例中,外壳110的端盖114的中部具有第一安装孔118,第一安装孔118为阶梯通孔;第一安装孔118的孔径大的部分远离卷芯101相对的另一端,而第一安装孔118的孔径小的部分靠近卷芯101相对的另一端。
63.在一些实施例中,电芯还包括绝缘片119,绝缘片119具有第二安装孔120,第二安装孔120为阶梯通孔;第二安装孔120的孔径大的部分远离卷芯101相对的另一端,而第二安装孔120的孔径小的部分靠近卷芯101相对的另一端。通过呈阶梯状的第一安装孔118和第二安装孔120,使得在不增加极柱111外露总高度的情况下,极柱111的外露部115厚度得以加厚,用于支持电池生产过程中大过流连接片的焊接。
64.在一些实施例中,外壳110的端盖114的内表面具凸台部121,凸台部121容置于第二安装孔120的孔径大的部分,这样实现了绝缘片119的第二安装孔120与端盖114的第一安装孔118同轴,且实现了绝缘片119在外壳110的端盖114的内表面在径向方向上的定位。径向外凸部117位于第二安装孔120的孔径小的部分。第一绝缘件122的轴向部116穿设于第一安装孔118的孔径小的部分中。第一绝缘件122实现了极柱111的柱状部112与端盖114之间的绝缘隔离。
65.在一个实施例中,绝缘片119的材质为pfa。
66.在一些实施例中,电芯还包括第二绝缘件123,第二绝缘件123的套设于极柱111上,第二绝缘件123还套设于第一绝缘件122的轴向部116上。第二绝缘件123的材质为pfa。
67.在一些实施例中,第二绝缘件123包括环状部124及轴向包裹部125,轴向包裹部125与环状部124的一侧面相连接。轴向包裹部125用于包裹极柱111的外露部115的周面,而环状部124位于外露部115的内侧面与第一安装孔118的孔径大的部分的孔底之间,这样通过第二绝缘件123实现了极柱111的外露部115与外壳110的端盖114的外表面之间的绝缘隔离。
68.在一些实施例中,电芯还包括导电片126,导电片126套设于极柱111的柱状部112,导电片126的一面分别与绝缘片119、径向外凸部117相抵接,这样绝缘片119和第一绝缘件122实现了导电片126与外壳110的端盖114之间的绝缘隔离。导电片126位于绝缘片119和径向部113之间。绝缘片119位于导电片126和端盖114之间。
69.在一些实施例中,第一集流盘102还与外壳110相连接,第一集流盘102内凹于外壳110中。在一个实施例中,第一集流盘102的周边与外壳110之间通过焊接的方式相连接。
70.在一些实施例中,第一集流盘102的材质为铝,第二集流盘108的材质为铜。极柱111的材质为铜。导电片126的材质均为铜。
71.需要说明的是,第一集流盘102的材质不仅局限于铝,还可以采用其它材质,而第二集流盘108的材质、极柱111的材质、导电片的材质不仅局限铜,也可以根据实际情况采用其它材质。在生产过程中,卷芯101的两分别焊接第一集流盘102和第二集流盘108盘后套上
一个绝缘套109后插入外壳110,焊针从第一个集流盘的注液孔103进入通过卷芯101的中心轴孔把第二极集流盘和极柱111的背面焊接在一起,然后压合第一集流盘102和外壳110的壳口,采用周边焊接密封,负极箔材自然被压缩,如果需要可以在焊接第一集流盘102后预先压缩一部分正极空箔材,从第一集流盘102的注液孔103注液,负压化成也从该孔抽负压,抽出电芯化成时的产气。然后,将盖板放置于容纳空腔106后,采用端面焊接密封盖板和第一集流盘102之间的缝隙。
72.在一些实施例中,电芯为圆柱电芯。在一个实施例中,电芯为动力电芯。
73.在一些实施例中,电芯直径21mm-60mm,电芯高度500mm-1500mm。
74.在一个或多个实施例中,还提供电池,其包括至少一个实施例提供的电芯。
75.以上所述仅为本公开的可选实施例而已,并不用以限制本公开,凡在本公开的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本公开的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
