1.本实用新型涉及模具技术领域,特别涉及一种料头可自动脱落的注塑模具。
背景技术:
2.注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。注塑还可分注塑成型模压法和压铸法。注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的。
3.现有注塑模具在脱模过程中,由于顶针板距离有限,无法实现料头的自动脱落,从而影响脱模效率。
技术实现要素:
4.为解决上述技术问题,本实用新型提供了一种料头可自动脱落的注塑模具,具有自动脱落的优点。
5.为达到上述目的,本实用新型的技术方案如下:
6.一种料头可自动脱落的注塑模具,包括:
7.定模,所述定模上设有用于向下注塑成型的注塑成型系统,
8.与所述定模相对应设置的动模,所述动模上设有用于使所述注塑成型系统成型的模仁;
9.位于所述动模上用于使所述模仁内的注塑件顶出的顶杆;以及,
10.用于支撑注塑件使所述模仁内料头自动脱落的料头顶出脱落组件,所述料头顶出脱落组件包括:料头顶针、设置在所述料头顶针的弹性件、以及受所述弹性件驱动供所述料头顶针运动的承载槽。
11.实现上述技术方案,注塑完成后,定模与动模相分离,顶杆推动模仁内的注塑件向上脱离,使注塑件与模仁相分离;同时,定模与动模在脱模过程中,料头顶针带动料头向上运动;当脱模完成后,在弹性件作用下,料头顶针可以继续向上运动一段行程,使得料头顶针上的料头可以发生脱落,不需要机械介入取料头,从而缩短成型周期。通过采用料头顶出脱落组件的设置,不需要机械介入取料头,便能实现料头的脱落,从而缩短成型周期。
12.作为本实用新型的一种优选方案,所述注塑成型系统中注塑嘴连通至所述模仁内用于注塑件的成型。
13.实现上述技术方案,注塑成型系统实现对注塑件的注塑成型。
14.作为本实用新型的一种优选方案,所述动模上设有用于使所述模仁内注塑件向上顶升的动模推板,所述模仁设置在所述动模推板内。
15.实现上述技术方案,在动模推板作用下,实现定模与动模之间的分离,使模仁内注塑件脱模。
16.作为本实用新型的一种优选方案,所述动模推板上连接有使所述定模与所述动模
相分离的动模板,所述动模推板、所述动模板自上而下依次设置。
17.实现上述技术方案,在动模板作用下,使定模与动模相分离,从而实现模具的脱模作业。
18.作为本实用新型的一种优选方案,所述动模上设有用于支撑所述料头顶杆的动模固定板,所述动模固定板上连接有用于使所述顶杆、所述料头顶针向上顶升的顶针板。
19.实现上述技术方案,在顶杆、动模板作用下,使料头顶针向上运动,便于料头的自动脱落。
20.作为本实用新型的一种优选方案,所述料头顶针上料头与注塑件相抵接,所述承载槽开设在所述动模板上;所述弹性件设置在所述料头顶针末端、且压缩在所述承载槽内。
21.实现上述技术方案,在弹性件作用下,料头顶针向上顶出,使料头可以自动脱落。
22.综上所述,本实用新型具有如下有益效果:
23.本实用新型通过提供一种料头可自动脱落的注塑模具,包括:定模,所述定模上设有用于向下注塑成型的注塑成型系统,与所述定模相对应设置的动模,所述动模上设有用于使所述注塑成型系统成型的模仁;位于所述动模上用于使所述模仁内的注塑件顶出的顶杆;以及,用于支撑注塑件使所述模仁内料头自动脱落的料头顶出脱落组件,所述料头顶出脱落组件包括:料头顶针、设置在所述料头顶针的弹性件、以及受所述弹性件驱动供所述料头顶针运动的承载槽。注塑完成后,定模与动模相分离,顶杆推动模仁内的注塑件向上脱离,使注塑件与模仁相分离;同时,定模与动模在脱模过程中,料头顶针带动料头向上运动;当脱模完成后,在弹性件作用下,料头顶针可以继续向上运动一段行程,使得料头顶针上的料头可以发生脱落,不需要机械介入取料头,从而缩短成型周期。通过采用料头顶出脱落组件的设置,不需要机械介入取料头,便能实现料头的脱落,从而缩短成型周期。
附图说明
24.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
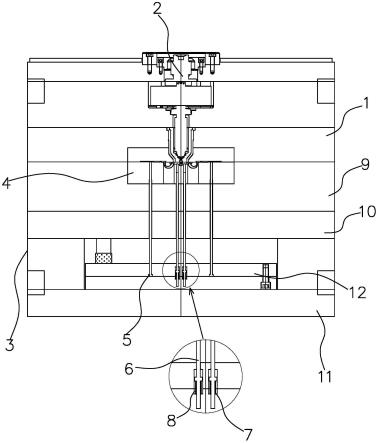
25.图1为本实用新型实施例的正面结构示意图。
26.图中数字和字母所表示的相应部件名称:
27.1、定模;2、注塑成型系统;3、动模;4、模仁;5、顶杆;6、料头顶针;7、弹性件;8、承载槽;9、动模推板;10、动模板;11、动模固定板;12、顶针板。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.实施例
30.一种料头可自动脱落的注塑模具,如图1所示,包括:定模1,定模1上设有用于向下
注塑成型的注塑成型系统2,与定模1相对应设置的动模3,动模3上设有用于使注塑成型系统2成型的模仁4;位于动模3上用于使模仁4内的注塑件顶出的顶杆5;以及,用于支撑注塑件使模仁4内料头自动脱落的料头顶出脱落组件,料头顶出脱落组件包括:料头顶针6、设置在料头顶针6的弹性件7、以及受弹性件7驱动供料头顶针6运动的承载槽8。
31.具体的,注塑成型系统2中注塑嘴连通至模仁4内用于注塑件的成型。注塑成型系统2对注塑件进行注塑成型作业,使注塑件能够快速成型,提高注塑件的注塑效率。
32.动模3上设有用于使模仁4内注塑件向上顶升的动模3推板,模仁4设置在动模3推板内。当注塑件完成注塑后,动模3推板使模仁4内的注塑件与模具相分离,从而使模具内料头能够自动脱落。
33.动模3推板上连接有使定模1与动模3相分离的动模3板,动模3推板、动模3板自上而下依次设置。
34.进一步的,动模3上设有用于支撑料头顶杆5的动模3固定板,动模3固定板上连接有用于使顶杆5、料头顶针6向上顶升的顶针板12。当定模1与动模3分离时,顶杆5和料头顶针6同步向上顶升,使注塑件可以与模具相分离;同时,模仁4内的料头与料头顶针6自动脱落,不需要机械介入取料头,从而缩短成型周期。
35.料头顶针6上料头与注塑件相抵接,承载槽8开设在动模3板上;弹性件7设置在料头顶针6末端、且压缩在承载槽8内。当料头顶针6运动一段行程之后,在弹性件7作用下,料头顶针6可以继续向上运动,使得料头顶针6上的料头可以自动脱落。
36.注塑完成后,定模1与动模3相分离,顶杆5推动模3仁内的注塑件向上脱离,使注塑件与模仁4相分离;同时,定模1与动模3在脱模过程中,料头顶针6带动料头向上运动;当脱模完成后,在弹性件7作用下,料头顶针6可以继续向上运动一段行程,使得料头顶针6上的料头可以发生脱落,不需要机械介入取料头,从而缩短成型周期。通过采用料头顶出脱落组件的设置,不需要机械介入取料头,便能实现料头的脱落,从而缩短成型周期。
37.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。