1.本技术涉及冲压模具技术领域,具体涉及一种适用于普通冲床的精冲模具结构。
背景技术:
2.目前,随着对零件的加工质量、精度等要求越来越高,诸多冲压技术也随之发展起来。精冲也称精密冲裁,其是在普冲的基础上,发展起来的一种精密冲压加工工艺;精冲是通过精冲模具,在专用压力机上使板料在三向压力状态下沿着所需轮廓进行纯剪切分离,能得到断面光洁、垂直、平整度好、精密度高的精密轮廓零件,精冲能够达到最严的尺寸精度和平直度公差。
3.实现精冲需要满足几个条件,比如机床条件、模具条件、材料条件和润滑条件,其中满足精冲的机床条件必须有三个作用力的精冲机。然而,精冲机的采购成本极高,需要提前定做,具有周期长、成本高、维护和对生产人员的培训时间长等缺陷。相比于精冲机的普通冲床,具有成本低、维护和对生产人员的培训时间短、性价比高等特点。因此,研究开发出适用于普通冲床的精冲改良模具,可以通过普通冲床冲压出待冲精冲件,将具有重要的意义。
技术实现要素:
4.鉴于存在的上述问题,本实用新型旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本实用新型提供一种适用于普通冲床的精冲模具结构,可以打破精冲必须在精冲机上才能完成的要求,使其在普通冲床中也可以实现精冲并能达到零件质量、精度要求的模具,可以极大的降低成本。
5.为了解决上述技术问题,本技术是这样实现的:
6.本技术实施例提供了一种适用于普通冲床的精冲模具结构,其包括:
7.上模,所述上模包括从上到下依次设置的上垫块、上模座、上垫板、上夹板、止挡板和脱料板;
8.下模,所述下模包括从上到下依次设置的下模板、下垫板、下背板、下模座和下垫块;
9.其中,所述上垫块靠近所述上模座的一侧设置有多个氮气弹簧,多个所述氮气弹簧与所述上模座相连接,所述上垫块连接有传力杆,所述上模座设置有顶件器,所述顶件器上设有至少一根顶杆,所述传力杆的下端穿过所述上垫块与所述顶杆的上端相连,所述上垫板和所述上夹板均设置有供所述顶杆穿过的顶杆孔,所述顶杆适于通过所述顶杆孔穿过所述上垫板和所述上夹板,所述上夹板设置有凸模冲头,所述凸模冲头适于穿过所述止挡板和所述脱料板;
10.所述下模板设置有与所述凸模冲头适配的凹模,所述下模板位于所述脱料板的下方并与所述脱料板配合压紧零件,所述下模板设置有限位柱孔,通过所述限位柱孔安装限位柱。
11.在其中的一些实施方式中,所述上垫块包括上压入环和上弹顶板,所述上压入环设置于所述上模座的上端,所述上弹顶板设置于所述上压入环的内侧下端;
12.和/或,所述下垫块包括下压入环和下弹顶板,所述下压入环设置于所述下模座的下端,所述下弹顶板设置于所述下压入环的内侧上端。
13.在其中的一些实施方式中,所述上压入环和所述上弹顶板均设置有传力杆过孔,所述传力杆适于通过所述传力杆过孔穿过所述上压入环和所述上弹顶板。
14.在其中的一些实施方式中,所述上模座和所述下模板之间连接有导向结构,所述导向结构由导柱和导套组成;
15.或者,所述上模座和所述下模座之间连接有导向结构,所述导向结构由导柱和导套组成。
16.在其中的一些实施方式中,所述上模座、所述上垫板、所述上夹板、所述止挡板、所述脱料板和所述下模板均设置有与导柱相适配的导柱孔和/或与导套相适配的导套孔,所述导柱与所述导套轴向滑动导向。
17.在其中的一些实施方式中,所述下模板设置有浮升导料销孔和定位块孔,所述浮升导料销孔安装有浮升导料销,所述定位块孔安装有定位块;
18.所述脱料板设置有与所述浮升导料销相对应的浮升导料销避位,所述脱料板还设置有与所述定位块相对应的定位块避位孔。
19.在其中的一些实施方式中,所述下模板、所述下垫板、所述下背板和所述下模座通过浮升销连接。
20.在其中的一些实施方式中,所述下垫板和所述下背板中均设置有供弹簧穿过的弹簧孔,所述弹簧穿过所述弹簧孔,且所述弹簧的两端分别与所述下模板和下模座连接。
21.在其中的一些实施方式中,所述氮气弹簧为至少四个,所述上垫块的左侧设置有至少两个所述氮气弹簧,所述上垫块的右侧设置有至少两个所述氮气弹簧。
22.在其中的一些实施方式中,所述上模和所述下模的材质为asp2053模具钢。
23.实施本实用新型的技术方案,至少具有以下有益效果:
24.在本技术实施例中,所提供的适用于普通冲床的精冲模具结构包括上模和下模,其中的上模包括从上到下依次设置的上垫块、上模座、上垫板、上夹板、止挡板和脱料板,下模包括从上到下依次设置的下模板、下垫板、下背板、下模座和下垫块。通过上模和下模中各机构的连接及设置,能够实现用普通冲床生产高精密零件的模具制造技术,其无需精冲机床仅需普冲机床仍能确保零件的全光亮带及高精度尺寸,解决了目前精冲必须在精冲机加工的问题,可以在没有精冲机生产时,能够满足全光亮带、冲孔直径小于料厚且不易损坏的要求。因此,该适用于普通冲床的精冲模具结构,能够减少生产时的设备投入,降低生产成本,且安全、可靠,适用所有高精度产品,此外,模具维修方便,生产效率高。
25.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
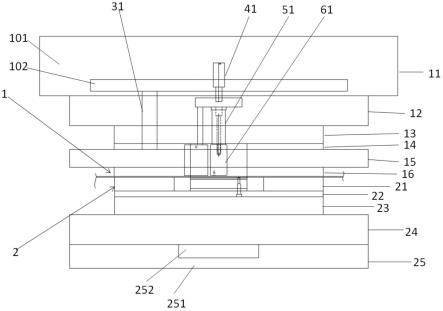
26.图1是本实用新型一些实施例提供的适用于普通冲床的精冲模具结构的结构示意图;
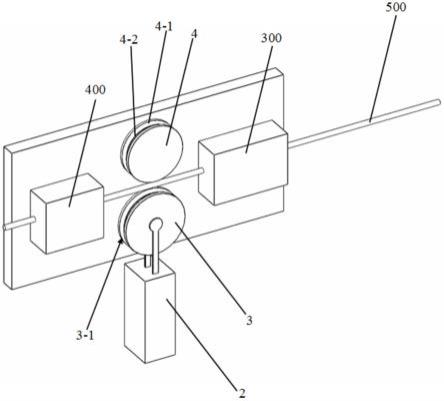
27.图2是本实用新型一些实施例提供的适用于普通冲床的精冲模具结构的立体结构示意图;
28.图3是本实用新型一些实施例提供的适用于普通冲床的精冲模具结构另一视角的结构示意图。
29.附图标记说明:
30.1-上模;11-上垫块;101-上压入环;102-上弹顶板;12-上模座;13-上垫板;14-上夹板;15-止挡板;16-脱料板;
31.2-下模;21-下模板;22-下垫板;23-下背板;24-下模座;25-下垫块;251-下压入环;252-下弹顶板;
32.31-氮气弹簧;41-传力杆;51-顶杆;61-凸模冲头;71-导向结构;81浮升销。
具体实施方式
33.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
34.在本实用新型中,在未作相反说明的情况下,使用的方位词如“上、下、左、右”通常是针对附图所示的方向而言的,或者是针对部件本身在竖直、垂直或重力等方向上而言的。同样地,为便于理解和描述,“内、外”的定义与通常的内、外定义一致,如“内、外”是指相对于各部件本身的轮廓的内、外,但上述方位词并不用于限制本实用新型。
35.下面结合附图,通过具体的实施例及其应用场景对本技术实施例进行详细地说明。
36.请参见图1至图3所示,图1显示了一些实施例提供的适用于普通冲床的精冲模具结构的结构示意图;图2显示了一些实施例提供的适用于普通冲床的精冲模具结构的立体结构示意图;图3显示了一些实施例提供的适用于普通冲床的精冲模具结构另一视角的结构示意图。在本技术的一些实施例中,提供了一种适用于普通冲床的精冲模具结构,其包括:
37.上模1,所述上模1包括从上到下依次设置的上垫块11、上模座12、上垫板13、上夹板14、止挡板15和脱料板16;
38.下模2,所述下模2包括从上到下依次设置的下模板21、下垫板22、下背板23、下模座24和下垫块25;
39.其中,所述上垫块11靠近所述上模座12的一侧设置有多个氮气弹簧31,多个所述氮气弹簧31与所述上模座12相连接,所述上垫块11连接有传力杆41,所述上模座12设置有顶件器,所述顶件器上设有至少一根顶杆51,所述传力杆41的下端穿过所述上垫块11与所述顶杆51的上端相连,所述上垫板13和所述上夹板14均设置有供所述顶杆51穿过的顶杆孔,所述顶杆51适于通过所述顶杆孔穿过所述上垫板13和所述上夹板14,所述上夹板14设置有凸模冲头61,所述凸模冲头61适于穿过所述止挡板15和所述脱料板16;
40.所述下模板21设置有与所述凸模冲头61适配的凹模,所述下模板21位于所述脱料板16的下方并与所述脱料板16配合压紧零件,所述下模板21设置有限位柱孔,通过所述限
位柱孔安装限位柱。
41.本实施例提供的适用于普通冲床的精冲模具结构可以应用在冲压模具领域,如可以适用于冲压生产汽车零部件领域,涉及一种能用普通冲床生产高精密零件的模具制造技术。通过该精冲模具结构能够在普通冲床中实现全光亮带、冲孔直径小于料厚且不易损坏的零件的生产,且零件的尺寸精度波动可以控制到0.05以下,以及实现制件塌角从区50%能控制到10%的高精度的零件的生产。从而,可以解决在没有精冲机生产时,产品要求全光亮带或尺寸精度要求高时,采用普通冲床仍能满足该要求的生产模式,具有安全、可靠、可以极大降低成本的特点。
42.具体的,所提供的适用于普通冲床的精冲模具结构包括上模1和下模2,该上模1包括从上到下依次安装的上垫块11、上模座12、上垫板13、上夹板14、止挡板15和脱料板16,下模2包括从上到下依次安装的下模板21、下垫板22、下背板23、下模座24和下垫块25,下模板21安装于脱料板16的下端。上垫块11设置有多个氮气弹簧31,且多个氮气弹簧31与上模座12连接,上垫块11还设置有传力杆41,传力杆41穿过上垫块11并与设置于上模座12的顶件器的顶杆51连接,顶杆51可通过顶杆孔穿过上垫板13和上夹板14,顶杆51可与设置于上夹板14的凸模冲头61连接,该凸模冲头61能够穿过所述止挡板15和脱料板16。这样,通过上述传力杆41、顶杆51、氮气弹簧31(氮气缸)等的设置,使该模具在使用时至少有三种力作用于模具上,包括冲裁力(fs),压边力(fr)/退料力(fra),反压力(fg)/顶件力(fga)。其中的反压力(fg)/顶件力(fga)可以由机床顶杆提供,或者冲孔废料反压力(fg)可以由小氮气缸提供、退料力(fra)可以由压机上模打杆提供,压边力(fr)/退料力(fra)可以由氮气缸提供,凸模冲头61可以对材料产生向下的冲裁力;这样通过多种力源的配合,能使材料产生纯剪切过程。当材料在多种力源的双重作用下处于压紧状态,凸模冲头61可以对材料产生向下的冲裁力,将材料沿着凹模的型腔冲裁,呈纯剪切的形式冲裁零件产品,冲裁精度高,产品质稳定,能满足零件冲压对光滑度的要求。
43.由此,可以适用于普通冲床,适用范围广,提高了生产效率,降低了成本,能使材料产生纯剪切过程,保证产品冲压后截面光洁;此外,采用的氮气弹簧31弹力较大,工作更平稳,使用寿命长。
44.上述下模板21中安装有限位柱,通过限位柱的设置,能保证合模时的模具结构稳定,且不会过压而导致模具损伤,安全、可靠。
45.在一些实施例中,所述氮气弹簧31为至少四个,所述上垫块11的左侧设置有至少两个所述氮气弹簧31,所述上垫块11的右侧设置有至少两个所述氮气弹簧31。例如,氮气弹簧31设置为四个,在上垫块11的左侧和右侧分别设置两个氮气弹簧31。这样,可以保证上模座12等的受力均匀,提供模具工作时所需的力源,保证整个模具在工作时的稳定性,提高生产产品的稳定性。此外,在其他实施例中,氮气弹簧31的数量还可以设置为六个或更多。
46.在一些实施例中,所述上垫块11包括上压入环101和上弹顶板102,所述上压入环101设置于所述上模座12的上端,所述上弹顶板102设置于所述上压入环101的内侧下端。在一些实施例中,所述上压入环101和所述上弹顶板102均设置有传力杆过孔,所述传力杆41适于通过所述传力杆过孔穿过所述上压入环101和所述上弹顶板102。
47.上述上模1中,上垫块11可以包括上压入环101和上弹顶板102,上压入环101和上弹顶板102均位于上模座12的上端,且上弹顶板102位于上压入环101的内侧下端,即上弹顶
板102的尺寸要小于上压入环101的尺寸。氮气弹簧31可以设置于上压入环101,上压入环101可以设置有氮气弹簧安装部。
48.进一步,传力杆41的数量为多个,即传力杆41的数量为两个及两个以上。该上压入环101可以设置有多个传力杆过孔,该上弹顶板102也可以设置多个传力杆过孔。多个传力杆41可以分别穿过上压入环101的传力杆过孔和上弹顶板102的传力杆过孔。此外,上压入环101还可以设置有销钉孔、螺丝过孔、盲孔螺纹等,上弹顶板102可以设置有螺纹孔等,可以用于固定或与其他结构进行连接。上压入环101还可以设置有套筒过孔或导套过孔。
49.在一些实施例中,所述上模座12和所述下模板21之间连接有导向结构71,所述导向结构71由导柱和导套组成;或者,所述上模座12和所述下模座24之间连接有导向结构71,所述导向结构71由导柱和导套组成。该导柱可以包括外导柱。
50.通过导向结构71的设置,能够保证上模座12和下模座24在合模时的准确性,更方便进行合模;模具在合模时,导向结构71可以用于保证上模座12和下模座24的滑动方向。
51.在一些实施例中,所述上模座12、所述上垫板13、所述上夹板14、所述止挡板15、所述脱料板16和所述下模板21均设置有与导柱相适配的导柱孔和/或与导套相适配的导套孔,所述导柱与所述导套轴向滑动导向。
52.上述上模座12可以设置有顶件器安装部或顶杆孔,外导柱孔,套筒过孔或导套过孔,以及盲孔螺纹,螺丝过孔,螺丝头通孔,弹簧孔,销钉孔等。上述上垫板13可以设置有顶杆孔,套筒过孔或导套过孔,以及销钉过孔,螺丝过孔等。上述上夹板14可以设置有有顶杆孔,套筒过孔或导套过孔,以及销钉孔、螺纹孔,异形冲孔或凸模冲头安装部等。上述止挡板15可以设置有导柱过孔,外导套孔,冲头过孔,以及螺纹孔、销钉孔等。上述脱料板16可以设置有导柱孔,定位块避位孔,浮升导料销避位,以及销钉孔、螺丝过孔,异形冲孔等。
53.通过上模座12、上垫板13、上夹板14、止挡板15及脱料板16中各种孔的设置,可以实现各机构的连接以及导向结构的连接等,结构简单,方便实用。
54.在一些实施例中,所述下模板21设置有浮升导料销孔和定位块孔,所述浮升导料销孔安装有浮升导料销,所述定位块孔安装有定位块;
55.所述脱料板16设置有与所述浮升导料销相对应的浮升导料销避位,所述脱料板16还设置有与所述定位块相对应的定位块避位孔。
56.在一些实施例中,所述下模板21、所述下垫板22、所述下背板23和所述下模座24通过浮升销81连接。
57.上述下模板21还设置有导柱孔,冲孔入块孔,螺纹盲孔,定位块孔等。下垫板22可以设置有浮升导料销弹簧孔,异形冲孔,以及销钉过孔,螺纹孔,螺纹过孔,镶块孔等。其中,通过下垫板22中的镶块孔安装凹模镶块。下背板23可以设置有浮升导料销弹簧孔或浮升销孔,以及销钉过孔,螺纹孔,螺纹过孔等。
58.下模座24可以设置有浮升销孔,外导套孔,以及销钉孔,盲孔螺纹,螺丝过孔,螺丝头部通孔等。
59.在一些实施例中,所述下垫板22和所述下背板23中均设置有供弹簧穿过的弹簧孔,所述弹簧穿过所述弹簧孔,且所述弹簧的两端分别与所述下模板21和下模座24连接。该弹簧孔可以为浮升导料销弹簧孔。
60.在一些实施例中,所述下垫块25包括下压入环251和下弹顶板252,所述下压入环
251设置于所述下模座24的下端,所述下弹顶板252设置于所述下压入环251的内侧上端。
61.在一些实施例中,所述上模1和所述下模2的材质为asp2053(粉末硬质合金)模具钢。
62.应理解,该asp2053为现有的材料,本实施例对于其来源及具体成分等不作限定,可以采用市面上商购的任何asp2053钢材料。本实施例中,凹模和凸模均可以采用asp2053模具钢材质。
63.此外,该模具中,凸凹模间隙可以为0.5%*t(料厚),其中t为料厚,即凸模材料或凹模材料的厚度。
64.综上所述,本技术无需精冲机床仅需普冲机床仍能确保零件的全光亮带及高精度尺寸,解决了目前精冲必须在精冲机加工的问题,可以在没有精冲机生产时,能够满足全光亮带、冲孔直径小于料厚且不易损坏等要求。本技术能够减少生产时的设备投入,降低生产成本,且安全、可靠,适用所有高精度产品,此外,模具维修方便,生产效率高。
65.本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
66.上面结合附图对本技术的实施例进行了描述,但是本技术并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本技术的启示下,在不脱离本技术宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本技术的保护之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。