1.本发明涉及包装物件机械技术领域,尤其是一种间歇转动包装机器。
背景技术:
2.包装箱需要在检验后对包装箱的不同部位打编号,人检验和打编号时需要对包装箱进行旋转,人工旋转包装箱时,包装箱与地面会产生摩擦,当包装箱表面要求比较高时,摩擦产生的磨痕就会影响包装箱的质量,甚至使得表面不合格。
技术实现要素:
3.为解决上述技术问题,本发明提供如下技术方案:一种间歇转动包装机器,包括动力组件、间歇转动组件和支撑件;动力组件,包括驱动电机和转动件,驱动电机输出端与转动件连接;转动件设置有弧形导向块和拨动杆,弧形导向块弧长所对应圆心角小于度,拨动杆沿转动件径向设置;间歇转动组件包括间歇转动凹盘和受拨件,间歇转动凹盘设置滑动通孔,滑动通孔内壁设置若干相连的弧段凹槽,弧形导向块位于弧段凹槽上且沿弧段凹槽转动,受拨件固定于间歇转动凹盘上,受拨件设置若干受拨杆,受拨杆沿间歇转动凹盘周向设置且位置与相应弧段凹槽位置对应;转动件旋转度的过程中拨动杆只与每个受拨杆接触一次;支撑件上设置包装箱,支撑件与受拨件固定连接。
4.进一步地,弧形导向块外壁为弧面,且弧面的弧长所对应圆心角小于度。
5.进一步地,弧段凹槽数量大于等于个,弧段凹槽深度小于或等于弧形导向块厚度,弧段凹槽边缘曲率与弧形导向块边缘曲率一致。
6.进一步地,转动件设置有转动件转动杆,转动件转动杆与驱动电机铰接。
7.进一步地,受拨杆数量与弧段凹槽数量一致,每一受拨杆的位置与相应弧段凹槽的位置对应。
8.进一步地,受拨件设置有受拨件转动杆,受拨件转动杆与支撑件固定连接。
9.进一步地,支撑件设置有若干个可伸缩撑杆,可伸缩撑杆数量与受拨杆数量一致,可伸缩撑杆的排列与受拨杆的排列对应。
10.进一步地,还包括阻尼支撑台,阻尼支撑台包括阻尼调节器,阻尼调节器与受拨件接触。
11.本发明的有益效果:可以间歇转动包装,很好地对包装箱实现多角度间歇转动,不会导致漏过某面,使用方便,并且大大的提高了包装箱加工效率,对于多边形的包装箱,无需工人翻转,避免人工破坏已经涂装好的表面,省时省力,包装箱其需要在检验后对包装箱的不同部位进行二次旋转,打上编号,本装置避免包装箱与地面会产生摩擦,提高包装箱表面的质量,避免表面产生划痕。
附图说明
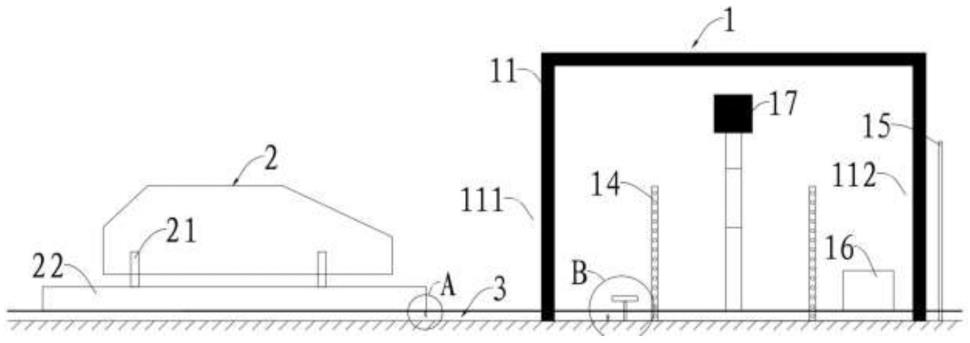
12.图1为本发明提供的一种实施例的间歇转动包装机器的整体结构示意图。
13.图2为本发明提供的一种实施例的间歇转动包装机器的局部结构示意图。
14.图3为本发明提供的一种实施例的间歇转动包装机器的局部结构示意图。
15.图4为本发明提供的一种实施例的间歇转动包装机器的局部结构示意图。
16.图中:动力组件100,驱动电机101,转动件102,间歇转动组件200,间歇转动凹盘201,受拨件202,支撑件301,阻尼支撑台302,涂装件303,弧形导向块102a,拨动杆102b,转动件转动杆102c,弧段凹槽201a,受拨杆202a,受拨件转动杆202b,可伸缩撑杆301a,喷漆喷头303a,阻尼调节器302a。
具体实施方式
17.参照图1~图4,本实施例提供了一种间歇转动包装机器,包括动力组件100、间歇转动组件200和支撑件301。动力组件100包括驱动电机101和转动件102,驱动电机101输出端与转动件102连接,驱动电机101驱动转动件102转动;转动件102设置有弧形导向块102a,弧形导向块102a弧长对应圆心角小于120度。间歇转动组件200包括间歇转动凹盘201和受拨件202,间歇转动凹盘201与转动件102可滑动连接,转动件102运动轨迹与受拨件202接触,间歇转动凹盘201与受拨件202固定连接,间歇转动凹盘201与受拨件202绕同一条轴线转动,转动件102运动轨迹绕轴线与间歇转动凹盘201运动轨迹绕轴线不一致,转动件102运动轨迹绕轴线与受拨件202运动轨迹绕轴线不一致,转动件102旋转360度的过程中只与受拨件202接触一次,间歇转动凹盘201设置有若干个弧段凹槽201a,若干个弧段凹槽201a相互连通,弧段凹槽201a深度小于或等于弧形导向块102a厚度,弧段凹槽201a边缘曲率与弧形导向块102a边缘曲率一致,弧段凹槽201a与弧形导向块102a配合,弧段凹槽201a数量大于等于3个。支撑件301与受拨件202固定连接,支撑件301角速度与受拨件202角速度一致,受拨件202与阻尼支撑台302铰接。
18.驱动电机101驱动转动件102转动,转动件102在转动过程中拨动受拨件202,间歇转动凹盘201与受拨件202固定连接,间歇转动凹盘201同步与转动件102发生滑动,间歇转动凹盘201与受拨件202绕同一条轴线转动,转动件102运动轨迹绕轴线与间歇转动凹盘201运动轨迹绕轴线不一致,转动件102运动轨迹绕轴线与受拨件202运动轨迹绕轴线不一致。
19.当转动件102发生空转时,弧形导向块102a起到稳定导向的作用也保证了间歇转动凹盘201不会在受拨件202和转动件102未发生接触时发生旋转,当受拨件202和转动件102发生接触时,间歇转动凹盘201发生旋转,弧形导向块102a恰好不阻碍间歇转动凹盘201发生旋转。
20.当转动件102运动到如图2示位置时,转动件102与受拨件202发生接触,当转动件102运动到如图1所示位置时,转动件102与受拨件202结束接触,之后转动件102空转运动到如图2示位置,如此往复,以转动件102做匀速圆周运动,间歇转动凹盘201和受拨件202做间歇式圆周运动。
21.若干个弧段凹槽201a的设置是本装置可以实现间歇转动的必要条件,若干个弧段凹槽201a在间歇转动凹盘201均匀分布,转动件102始终只与一个弧段凹槽201a发生接触,且转动件102的转动轴线与间歇转动凹盘201的转动轴线不一致,导致转动件102在旋转一周的过程中只会触碰受拨件202一次,即可实现间歇转动凹盘201的间歇转动。
22.当弧段凹槽201a数量小于3个时,装置会卡死,为了配合弧段凹槽201a,弧形导向
块102a弧长对应圆心角小于120度,这样才可以在间歇转动凹盘201转动时,弧形导向块102a不会阻碍间歇转动凹盘201转动。
23.支撑件301与受拨件202固定连接,支撑件301撑起的包装箱,当间歇转动凹盘201和受拨件202做间歇式圆周运动时,支撑件301撑起的包装箱也做间歇式圆周运动,且包装箱的每一面都可以停留足够时间,。
24.转动件102上设置有弧形导向块102a,弧形导向块102a弧长对应圆心角小于120度。
25.当转动件102发生空转时,弧形导向块102a起到稳定导向的作用也保证了间歇转动凹盘201不会在受拨件202和转动件102未发生接触时发生旋转,当受拨件202和转动件102发生接触时,间歇转动凹盘201发生旋转,弧形导向块102a恰好不阻碍间歇转动凹盘201发生旋转。
26.转动件102设置有拨动杆102b,拨动杆102b运动轨迹与受拨件202接触。
27.拨动杆102b拨动受拨件202从而实现受拨件202的间歇转动。
28.转动件102设置有转动件转动杆102c,转动件转动杆102c与驱动电机101铰接,转动件102绕转动件转动杆102c转动。
29.间歇转动凹盘201设置有若干个弧段凹槽201a,若干个弧段凹槽201a相互连通,弧段凹槽201a深度小于或等于弧形导向块102a厚度,弧段凹槽201a边缘曲率与弧形导向块102a边缘曲率一致,弧段凹槽201a与弧形导向块102a配合,弧段凹槽201a数量大于等于3个。
30.受拨件202设置有若干个受拨杆202a,受拨杆202a数量与弧段凹槽201a数量一致,受拨杆202a的排列与弧段凹槽201a的排列一一对应,拨动杆102b运动轨迹与受拨杆202a接触。
31.受拨杆202a、弧段凹槽201a和拨动杆102b,三者之间相互配合从而实现间歇转动,如图2示,此时的拨动杆102b因为转动件102的转动轴线与间歇转动凹盘201的转动轴线不一致,以拨动杆102b在旋转一周的过程中只拨动靠近转动件102的转动轴线的受拨杆202a,每次拨动之后又会带动别的受拨杆202a移动到靠近转动件102的位置,从而实现拨动杆102b每转动一周,受拨杆202a转动一个固定的角度。
32.受拨件202设置有受拨件转动杆202b,受拨件202绕受拨件转动杆202b转动,受拨件转动杆202b转动轴线与转动件转动杆102c转动轴线不一致。
33.转动件102设置有转动件转动杆102c,转动件转动杆102c与驱动电机101铰接,转动件102绕转动件转动杆102c转动。
34.支撑件301设置有若干个可伸缩撑杆301a,可伸缩撑杆301a数量与受拨杆202a数量一致,可伸缩撑杆301a的排列与受拨杆202a的排列一一对应。
35.可伸缩撑杆301a的伸缩即可实现从内壁支撑柱包装箱。
36.阻尼支撑台302设置有阻尼调节器302a,阻尼调节器302a与受拨件202接触。
37.阻尼支撑台302对受拨件202起到支撑作用,阻尼调节器302a防止受拨件202在转动后因为惯性的作用会继续运动,那样会影响转动件102的空转,从而影响间歇转动的间隔。
38.本实施例涉及的间歇转动包装机器的一个应用场景可以用于涂装,设置涂装件
303,支撑件301设置在涂装件303的空腔内,涂装件303空腔内设置有若干个喷漆喷头303a,若干个喷漆喷头303a均独立运行,若干个喷漆喷头303a均分布在同一平面上。当间歇转动凹盘201和受拨件202做间歇式圆周运动时,支撑件301撑起的包装箱也做间歇式圆周运动,包装箱的每一侧可以均匀对准涂装件303,有效避免漏喷,在包装箱转动一周后,对涂装件303包装箱实现全覆盖涂装,且包装箱的每一面都可以在涂装件303下停留足够时间,通过控制涂装件303可以有效保证包装箱上的图案不会变形,当包装箱转动时,暂停涂装即可。若干个喷漆喷头303a均独立运行,操作人员可以在各个喷漆喷头303a内填充不同喷漆,从实现对涂装图案的控制,若干个喷漆喷头303a均分布在同一平面上,包装箱外壁也是平面,可以实现面对面的涂装,保证涂装的均匀。
39.本实施例涉及的间歇转动包装机器还可以应用在包装物件捆扎等场景中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。