1.本发明涉及加工设备技术领域,具体是一种具有自送上下料功能板状零件冲裁机构。
背景技术:
2.冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。冲裁是剪切、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
3.板状零件的冲裁装置的上下料方式是通过两个压辊转动挤压输送或人工推动上料;采用两个压辊转动挤压输送是应用于较长的板状零件,对于长度较短的板状零件来说,采用两个压辊转动挤压输送无法应用;人工推动上料人工劳力较大,且上料后零件的位置无法保证准确。
技术实现要素:
4.本发明的目的在于提供一种具有自送上下料功能板状零件冲裁机构,以解决背景技术中的问题。
5.为实现上述目的,本发明提供如下技术方案:一种具有自送上下料功能板状零件冲裁机构,包括冲裁平台、上料机构、下料机构和冲裁装置本体,所述冲裁平台为环状结构且冲裁平台周边分为上料区、下料区和冲裁区,上料机构、下料机构和冲裁装置本体分别对应设在上料区、下料区和冲裁区侧部,上料机构用于将待冲裁零件输送至冲裁平台的边侧;下料机构用于将已冲裁零件输送至下一个工序;冲裁装置本体用于冲裁冲裁平台上的待冲裁零件;冲裁平台内环壁上具有支撑环形筒且支撑环形筒内壁上设有多个与冲裁平台上的工位一一对应的推动凸起;还包括位于冲裁平台上方的上驱动件,上驱动件包括中心盘、旋转动力件、上料拨动件和下料推动件,所述中心盘侧部具有至少一个用于连接冲裁装置本体支架的固定支臂,旋转动力件设在固定支臂上并用于驱动冲裁平台绕支撑环形筒中心转动;所述上料拨动件设在中心盘上并延伸至上料机构处,当推动凸起旋转至上料区时,推动凸起能够驱使上料拨动件将上料机构上的待冲裁零件拨动至冲裁平台上;所述下料推动件设在中心盘上并与下料机构相对应,下料推动件与上料拨动件相连接,在上料拨动件拨动上料机构上的待冲裁零件时,下料推动件能够将位于下料区的已冲裁零件推动至下料机构上。
6.在上述技术方案的基础上,本发明还提供以下可选技术方案:在一种可选方案中:所述上料机构和下料机构结构相同且两者均包括导料通道和带输送组件,所述带输送组件包括输送环带和两个输送辊轮,两个输送辊轮设在导料通道内侧两端部,其中一个输送辊轮由电机驱动旋转,输送环带环绕在两个导料通道之间。
7.在一种可选方案中:带输送组件还包括托板,托板位于输送环带的环圈内且托板与导料通道侧壁固定连接,托板上具有并排且等距排布的托辊,托辊用于承托输送环带位
于上侧的部分。
8.在一种可选方案中:所述上料机构与冲裁平台之间还设有待料区,所述待料区包括置料板,置料板固定在导料通道内壁上并其置料板上端面与输送环带上表面相齐平。
9.在一种可选方案中:所述旋转动力件包括旋转杆轴、连接架体和旋转电机,所述旋转电机设在中心盘顶部,旋转杆轴位于冲裁平台中心处且一端与旋转电机输出端固定连接,连接架体固定在旋转杆轴上且连接架体具有多个分支杆,每个分支杆均通过弧形条板与支撑环形筒内壁相连。
10.在一种可选方案中:所述中心盘侧壁设有支架且支架延伸至上料机构上侧,所述上料拨动件包括拨料杆、转动杆和固定板,所述拨料杆转动设置在支架远离中心盘的端部,拨料杆下端靠近上料机构端部并设有拨板;所述转动杆转动设在支架上,转动杆下端延伸至支撑环形筒内侧,并且推动凸起转动至上料区时能够推动转动杆下端部远离支撑环形筒,所述转动杆顶部与拨料杆顶部通过推拉连杆相连接;所述固定板固定在支架上且固定板与转动杆之间通过复位弹簧。
11.在一种可选方案中:所述支撑环形筒的侧壁上还设有多个与推动凸起一一对应的下料孔,下料孔位于推动凸起上侧,下料推动件包括导向座、顶杆和导向支架,所述导向支架一端固定在中心盘侧部且另一端朝向下料区,导向座滑动设在导向支架上,所述顶杆固定在导向座上且顶杆一端能够穿过处于下料区的下料孔;所述中心盘上还设有转接支杆且转接支杆的端部设有在其上转动的v型拨杆件,v型拨杆件的两端分别与转动杆下端及导向座相连接。
12.在一种可选方案中:所述支撑环形筒的外壁上设有多个转辊,所述转辊外壁上具有橡胶层。
13.在一种可选方案中:所述上料区、冲裁区和下料区相互之间均设有托起件,托起件用于承托冲裁平台的边缘且托起件与冲裁平台边缘转动配合。
14.在一种可选方案中:所述托起件包括支撑弧形部和内凹槽,支撑弧形部位于冲裁平台边侧部,内凹槽固定在支撑弧形部上,所述内凹槽下端壁具有多个安装槽且每个安装槽内均设置有托起辊,托起辊弧顶略高于内凹槽下端壁。
15.相较于现有技术,本发明的有益效果如下:1、本发明中推动凸起能够旋转至上料区时驱动上料拨动件将上料机构上的待冲裁零件拨动至冲裁平台,可保证待冲裁零件在冲裁平台位置准确均局部,便于冲裁平台将待冲裁零件转运至冲裁区,使得待冲裁零件处于冲裁区的位置固定;2、本发明中下料推动件能够在待冲裁零件拨动至冲裁平台时,在上料拨动件驱使下将处于下料区的已冲裁零件推动至下料机构上,由下料机构输送至下一个工序,从而在上料过程中对应下料;3、本发明结构简单,上料位置准确,可连续性上料的同时对应下料,保证冲裁区的零件位置准确,操作便捷且实用性较强。
附图说明
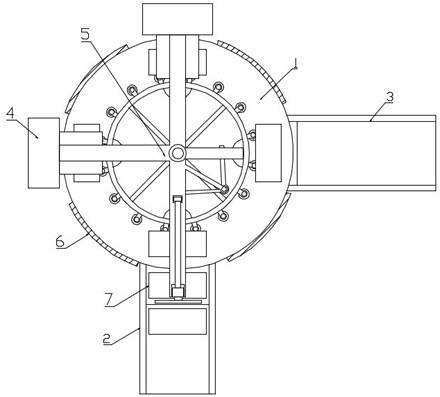
16.图1为本发明的一个实施例中的该机构整体结构示意图。
17.图2为本发明的一个实施例中的上驱动件结构示意图。
18.图3为本发明的一个实施例中的冲裁平台和支撑环形筒结构示意图。
19.图4为本发明的一个实施例中的上料机构结构示意图。
20.图5为本发明的一个实施例中的托起件结构示意图。
21.附图标记注释:冲裁平台1、支撑环形筒11、推动凸起12、下料孔13、转辊14、上料机构2、导料通道21、输送辊轮22、输送环带23、托板24、托辊25、下料机构3、冲裁装置本体4、上驱动件5、中心盘51、旋转动力件53、支架54、旋转杆轴531、连接架体532、弧形条板533、旋转电机534、上料拨动件55、拨料杆551、拨板552、转动杆553、推拉连杆554、固定板555、复位弹簧556、转动套557、转接支杆56、v型拨杆件561、下料推动件57、导向座571、顶杆572、导向支架573、托起件6、支撑弧形部61、内凹槽62、安装槽63、托起辊64、待料区7、置料板71。
具体实施方式
22.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明;在附图或说明中,相似或相同的部分使用相同的标号,并且在实际应用中,各部件的形状、厚度或高度可扩大或缩小。本发明所列举的各实施例仅用以说明本发明,并非用以限制本发明的范围。对本发明所作的任何显而易知的修饰或变更都不脱离本发明的精神与范围。
23.在一个实施例中,如图1-图3所示,一种具有自送上下料功能板状零件冲裁机构,包括冲裁平台1、上料机构2、下料机构3和冲裁装置本体4,所述冲裁平台1为环状结构且冲裁平台1周边分为上料区、下料区和冲裁区,上料机构2、下料机构3和冲裁装置本体4分别对应设在上料区、下料区和冲裁区侧部,上料机构2用于将待冲裁零件输送至冲裁平台1的边侧;下料机构3用于将已冲裁零件输送至下一个工序;冲裁装置本体4用于冲裁冲裁平台1上的待冲裁零件;冲裁平台1内环壁上具有支撑环形筒11且支撑环形筒11内壁上设有多个与冲裁平台1上的工位一一对应的推动凸起12;还包括位于冲裁平台1上方的上驱动件5,上驱动件5包括中心盘51、旋转动力件53、上料拨动件55和下料推动件57,所述中心盘51侧部具有至少一个用于连接冲裁装置本体4支架的固定支臂52,旋转动力件53设在固定支臂52上并用于驱动冲裁平台1绕支撑环形筒11中心转动;所述上料拨动件55设在中心盘51上并延伸至上料机构2处,当推动凸起12旋转至上料区时,推动凸起12能够驱使上料拨动件55将上料机构2上的待冲裁零件拨动至冲裁平台1上;所述下料推动件57设在中心盘51上并与下料机构3相对应,下料推动件57与上料拨动件55相连接,在上料拨动件55拨动上料机构2上的待冲裁零件时,下料推动件57能够将位于下料区的已冲裁零件推动至下料机构3上;在本实施例中,上料机构2自动将待冲裁零件输送至上料机构2靠近冲裁平台1的端部,冲裁平台1及支撑环形筒11在旋转动力件53的驱动下均转动;当支撑环形筒11上的推动凸起12旋转至上料区时,推动凸起12能够驱使上料拨动件55动作并将上料机构2上的待冲裁零件拨动至冲裁平台1上,以实现自动上料且上料位置准确,冲裁平台1将其上的待冲裁零件转送至冲裁区,由冲裁装置本体4实现对零件的冲裁加工;在上料拨动件55拨动上料机构2上的待冲裁零件能够驱使下料推动件57将冲裁平台1上处于下料区的已冲裁零件推动至下料机构3上,已冲裁零件由下料机构3输送至下一个工序;如此往复,可自动且连续性上下料及冲裁加工,提供工作效率。
24.在一个实施例中,如图1和图4所示,所述上料机构2和下料机构3结构相同且两者
均包括导料通道21和带输送组件,所述带输送组件包括输送环带23和两个输送辊轮22,两个输送辊轮22设在导料通道21内侧两端部,其中一个输送辊轮22由电机驱动旋转,输送环带23环绕在两个导料通道21之间;在本实施例中,待冲裁零件置于输送环带23上,电机驱动输送辊轮22转动并使得输送辊轮22旋转,进而输送环带23绕两个输送辊轮22移动并将待冲裁零件上下料;其中,带输送组件还包括托板24,托板24位于输送环带23的环圈内且托板24与导料通道21侧壁固定连接,托板24上具有并排且等距排布的托辊25,托辊25用于承托输送环带23位于上侧的部分;通过托板24和托辊25的设置能够保证输送环带23上侧部分张紧,并保证水平移动。
25.在一个实施例中,如图1和图4所示,所述上料机构2与冲裁平台1之间还设有待料区7,所述待料区7包括置料板71,置料板71固定在导料通道21内壁上并其置料板71上端面与输送环带23上表面相齐平;在本实施例中,上料机构2输送的待冲裁零件在上料前会先置于置料板71上,便于后续上料拨动件55的拨动上料;保证待冲裁零件置于冲裁平台1上后的位置准确。
26.在一个实施例中,如图1和图2所示,所述旋转动力件53包括旋转杆轴531、连接架体532和旋转电机534,所述旋转电机534设在中心盘51顶部,旋转杆轴531位于冲裁平台1中心处且一端与旋转电机534输出端固定连接,连接架体532固定在旋转杆轴531上且连接架体532具有多个分支杆,每个分支杆均通过弧形条板533与支撑环形筒11内壁相连;在本实施例中,旋转电机534驱使旋转杆轴531旋转,旋转杆轴531通过连接架体532的多个分支驱使支撑环形筒11及冲裁装置本体4转动,将零件输送至上料区、冲裁区和下料区。
27.在一个实施例中,如图2所示,所述中心盘51侧壁设有支架54且支架54延伸至上料机构2上侧,所述上料拨动件55包括拨料杆551、转动杆553和固定板555,所述拨料杆551转动设置在支架54远离中心盘51的端部,拨料杆551下端靠近上料机构2端部并设有拨板552;所述转动杆553转动设在支架54上,转动杆553下端延伸至支撑环形筒11内侧,并且推动凸起12转动至上料区时能够推动转动杆553下端部远离支撑环形筒11,所述转动杆553顶部与拨料杆551顶部通过推拉连杆554相连接;所述固定板555固定在支架54上且固定板555与转动杆553之间通过复位弹簧556;在本实施例中,当推动凸起12转动至上料区时能够推动转动杆553下端部远离支撑环形筒11时,转动杆553顶部朝向上料机构2转动,转动杆553通过推拉连杆554能够有推动拨料杆551转动,拨板552随着拨料杆551转动并将上料机构2上的待冲裁零件拨动至冲裁平台1上,从而可自动实现上料并保证上料位置准确;在推动凸起12远离上料区后,在复位弹簧556的弹力作用下,转动杆553及拨料杆551复位并为下次上料做准备;如此可连续上料;其中,转动杆553下端部具有在其上转动的转动套557;当推动凸起12接触并推动转动杆553下端部时,转动套557与推动凸起12侧壁滚动接触而减小摩擦。
28.在一个实施例中,如图2和图3所示,所述支撑环形筒11的侧壁上还设有多个与推动凸起12一一对应的下料孔13,下料孔13位于推动凸起12上侧,下料推动件57包括导向座571、顶杆572和导向支架573,所述导向支架573一端固定在中心盘51侧部且另一端朝向下料区,导向座571滑动设在导向支架573上,所述顶杆572固定在导向座571上且顶杆572一端能够穿过处于下料区的下料孔13;所述中心盘51上还设有转接支杆56且转接支杆56的端部设有在其上转动的v型拨杆件561,v型拨杆件561的两端分别与转动杆553下端及导向座571相连接;在本实施例中,当转动杆553因推动凸起12的推动而转动,转动杆553通过v型拨杆
件561拨动导向座571在导向支架573上移动,从而顶杆572随着导向座571移动并穿过下料孔13,顶杆572能够推动下料区的已冲裁零件,从而可实现将已冲裁零件推送至下料机构3上,实现自动下料;其中,v型拨杆件561的两端均具有条形通槽,转动杆553下端及导向座571均穿过条形通孔;在一个实施例中,如图3所示,所述支撑环形筒11的外壁上设有多个转辊14,所述转辊14外壁上具有橡胶层;在一个实施例中,如图1所示,所述上料区、冲裁区和下料区相互之间均设有托起件6,托起件6用于承托冲裁平台1的边缘且托起件6与冲裁平台1边缘转动配合;在本实施例中,托起件6承托冲裁平台1并提高冲裁平台1的强度。
29.在一个实施例中,如图1和图5所示,所述托起件6包括支撑弧形部61和内凹槽62,支撑弧形部61位于冲裁平台1边侧部,内凹槽62固定在支撑弧形部61上,所述内凹槽62下端壁具有多个安装槽63且每个安装槽63内均设置有托起辊64,托起辊64弧顶略高于内凹槽62下端壁;在本实施例中,冲裁平台1的边缘处于内凹槽62内,托起辊64弧顶与冲裁平台1下端面接触并起到支撑作用,托起辊64的旋转减小与冲裁平台1边缘的摩擦力。
30.上述实施例提供了一种具有自送上下料功能板状零件冲裁机构,上料机构2自动将待冲裁零件输送至上料机构2靠近冲裁平台1的端部,冲裁平台1及支撑环形筒11在旋转动力件53的驱动下均转动;当支撑环形筒11上的推动凸起12旋转至上料区时,推动凸起12能够驱使上料拨动件55动作并将上料机构2上的待冲裁零件拨动至冲裁平台1上,以实现自动上料且上料位置准确,冲裁平台1将其上的待冲裁零件转送至冲裁区,由冲裁装置本体4实现对零件的冲裁加工;在上料拨动件55拨动上料机构2上的待冲裁零件能够驱使下料推动件57将冲裁平台1上处于下料区的已冲裁零件推动至下料机构3上,已冲裁零件由下料机构3输送至下一个工序;如此往复,可自动且连续性上下料及冲裁加工,提供工作效率。
31.以上所述,仅为本公开的具体实施方式,但本公开的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本公开揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本公开的保护范围之内。因此,本公开的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
