1.本实用新型属于机械加工的技术领域,具体涉及一种薄壁类壳体零件铣削辅助装置。
背景技术:
2.本实用新型涉及了一种薄壁类壳体零件铣削辅助装置。薄壁类壳体零件广泛用于生产及生活中的各项产品中,在飞机装配生产中,薄壁类壳体零件也得到广泛的应用。该类型的零件,由于尺寸较大,整体壁板厚度较薄,整体壁板尺寸150*150mm以上,壁厚在3mm左右,空间结构。该类零件的生产中,如果采用板料类毛坯件加工十分困难,因为需要去除的材料较多,产生的参与应力或变形程度更加难以控制,同时,薄壁类壳体零件通常受限于刀具的规格材料等限制,很多部位刀具无法进行加工。为此,薄壁类的壳体零件,尤其是存在深腔结构的壳体零件,通常采用铸件的来料形式,然后采用铣削等方式去除余量。
3.本实用新型所涉及的是一种如图1所示的薄壁类壳体零件,该零件的特点是存在深腔,腔体深度达到149mm,壁厚均为3mm,腔体内型侧角为r5,如果腔体内需要加工,则需要使用长度为149mm以上的刀具,但该规格的刀具难以找到或者成本很高,为此,在铸件毛坯时,内腔不留余量,仅仅在外侧型面留加工余量,在采用铣削的方式进行去除。在铣削外侧余量时发现,由于壁厚很薄,如果不采用辅助措施,加工时会产生很大的变形,导致尺寸超差。为此,需要设计专用的铣削辅助装置以改善变形情况。本实用新型基于上述情况,设计出能够用于该薄壁壳体零件的铣削装夹装置,旨在解决铣削变形问题。
技术实现要素:
4.本实用新型的目的是提供一种薄壁类壳体零件铣削辅助装置,以解决现有技术中存在的上述问题。
5.本实用新型的技术方案如下:
6.薄壁类壳体零件铣削辅助装置,包括基座、立柱、压板、a面支撑板、紧固螺母、垫块、b面支撑板和c面支撑板。
7.所述的基座为钢制材料制成,为矩形板形状,作为该装置的安装平台,左右两端设置有u形槽,用于与铣床的铣削平台通过紧固螺栓固定连接。
8.所述的立柱为钢制材料支撑,下端通过螺纹或焊接等形式与基座固定连接,立柱的外表面设置有螺纹,用于与紧固螺母配合连接。
9.所述的压板为u形结构,中间设置有椭圆形槽孔,所述的立柱穿过椭圆形槽孔,且能通过椭圆形槽孔调整位置;所述的压板一端设置有缺口,用于在保证有足够的压紧面积时能够避免与待加工零件干涉。
10.所述的a面支撑板为t形结构,其上设置有椭圆形槽孔,用于立柱穿过,其中椭圆形槽孔可以保证其余立柱的相对位置能在安装时得到调整。
11.所述的垫块为下部中空壳体接头,下端一侧面设置有u形槽,用于躲避在压板的压
紧位置,保证压板能够实现对零件的压紧;所述的垫块上端面设置有圆孔,用于立柱穿过。
12.所述的b面支撑板为t形结构,其上设置有椭圆形槽孔,用于立柱穿过,与a面支撑板的区别在于b面支撑板的支撑面积更大,
13.所述的c面支撑板整体为t形结构,t形底边左右长度不一致,其上设置有椭圆形槽孔,用于立柱穿过,其支撑面设置有两个u形槽,用于躲避c面所在立板的筋条m,使支撑面顶在d面上。
14.与现有技术相比,本实用新型的有益效果是:
15.1、该装置结构,容易制造,无复杂结构件,制作成本较低;
16.2、另外,该装置原理简单,操作方便,通过几个支撑板的转换即可快速完成多个薄壁面的铣削加工,方便快捷,保证了加工精度。
附图说明
17.图1为待加工零件结构示意图;
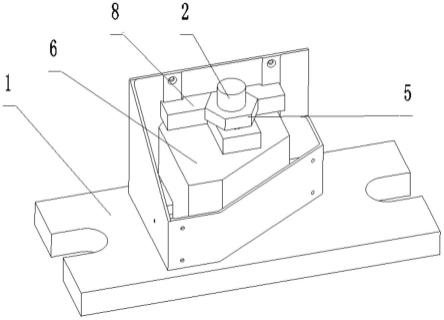
18.图2为面a的铣削加工装夹示意图;
19.图3为压板3的结构示意图;
20.图4为面b的铣削加工装夹示意图;
21.图5为垫块6的主视图和左视图;
22.图6为垫块6的轴侧视图;
23.图7为面c的铣削加工装夹示意图;
24.图中:1-基座;2-立柱;3-压板;4-a面支撑板;5-紧固螺母;6-垫块;7-b 面支撑板;8-c面支撑板。
具体实施方式
25.以下结合附图和技术方案,进一步说明本实用新型的具体实施方式。
26.应当了解,所附附图并非按比例地绘制,而仅是为了说明本实用新型的基本原理的各种特征的适当简化的画法。本文所公开的本实用新型的具体设计特征包括例如具体尺寸、方向、位置和外形将部分地由具体所要应用和使用的环境来确定。在所附多个附图中,同样的或等同的部件(元素)以相同的附图标记标引。
27.实施例1:
28.薄壁类壳体零件铣削辅助装置,包括基座1、立柱2、压板3、a面支撑板4、紧固螺母5、垫块6、b面支撑板7和c面支撑板8。
29.所述的基座1为钢制材料制成,为矩形板形状,作为该装置的安装平台,左右两端设置有u形槽,用于与铣床的铣削平台通过紧固螺栓固定连接。
30.所述的立柱2为钢制材料支撑,下端通过螺纹或焊接等形式与基座1固定连接,立柱的外表面设置有螺纹,用于与紧固螺母5配合连接。
31.所述的压板3为u形结构,中间设置有椭圆形槽孔3-1,所述的立柱2穿过椭圆形槽孔3-1,且能通过椭圆形槽孔3-1调整位置;所述的压板3一端设置有缺口3-2,用于在保证有足够的压紧面积时能够避免与待加工零件干涉。
32.所述的a面支撑板4为t形结构,其上设置有椭圆形槽孔,用于立柱2穿过,其中椭圆
形槽孔可以保证其余立柱2的相对位置能在安装时得到调整。
33.所述的垫块6为下部中空壳体接头,下端一侧面设置有u形槽6-1,用于躲避在压板3的压紧位置,保证压板3能够实现对零件的压紧;所述的垫块6 上端面设置有圆孔6-2,用于立柱2穿过。
34.所述的b面支撑板7为t形结构,其上设置有椭圆形槽孔,用于立柱2穿过,与a面支撑板4的区别在于b面支撑板7的支撑面积更大,
35.所述的c面支撑板8整体为t形结构,t形底边左右长度不一致,其上设置有椭圆形槽孔,用于立柱2穿过,其支撑面设置有两个u形槽,用于躲避c 面所在立板的筋条m,使支撑面顶在d面上。
36.实施例2:
37.一种薄壁类壳体零件铣削辅助装置,该装置包括:基座1、立柱2、压板3、a面支撑板4、紧固螺母5、垫块6、b面支撑板7和c面支撑板8。在铣削面 a、b、c时,具体操作步骤如下:
38.1首先,在加工a面时,按照如图2的顺序安装零件,将压板3通过椭圆形槽孔3-1放置在零件腔体内,然后使得立柱穿过a面支撑板4上的椭圆形槽孔,调整a面支撑板4,使得支撑面紧贴a面所在的立板得内侧面,并采用紧固螺母5拧紧,完成零件的夹紧和a面的支撑,在普通铣床上即可完成a面的加工。
39.2待a面加工完成后,进行b面加工。将a面支撑板4卸下,将垫块6按照如图4的方式进行放置,将使立柱2穿过b面支撑板7的椭圆形槽孔,调整 b面支撑板7,使得支撑面紧贴b面所在的立板得内侧面,并采用紧固螺母5 拧紧,完成零件的夹紧和b面的支撑,在普通铣床上即可完成a面的加工。
40.3待b面加工完成后,进行c面加工。将b面支撑板7卸下,将c面支撑板8按照如图7的方式安装,安装及调整方式同上,采用紧固螺母5拧紧,注意在安装c面支撑板8时,要保证零件上的筋m位于支撑面的凹槽内,使得支撑面顶在面d上,保证定位效果,放置因为大面积悬空而变形。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
