1.本实用新型一种油压斜拉式开合模热室压铸机涉及机械机制造领域,具体涉及一种油压斜拉式开合模热室压铸机。
背景技术:
2.现有热室压铸机模铸成型单元中的合模装置均采用直压式,如中国专利授权公告号cn204892897u,公开了专利名称为一种传动在平稳型的热室压铸机,其采用的技术方案代表了目前绝大部分热室压铸机的工作原理和结构布局。
3.具体的,在该专利说明书附图1中,其模铸成型单元中的锁模油缸32与安装座5、动模座板6和定模座板7呈同轴心平行设置,锁模油缸32固定设置在安装座5的外侧且二者处于相互垂直状态。在该专利说明书附图5中,其模铸成型单元中的锁模机构3为两个对称设置的单曲肘连杆机构31的复合体。在该专利说明书附图2中,所述自动射料机构4的射嘴41对准进料通道71,其与安装座5、动模座板6以及定模座板7相互垂直设置。
4.上述结构设置适合于中大型热室压铸机,在热室压铸机小型化设计应用中会出现如下弊端。1)当锁模油缸固定设置在安装座的外侧且二者处于相互垂直状态,不但增加压铸机机体的整体长度,当两个对称设置的单曲肘连杆机构其中之一出现故障或二者磨损不一致时,锁模油缸其活塞杆在往复运动在会出现较大的偏心力,进而影响锁模油缸的使用寿命和精度。2)射料机构的射嘴与定模座板相互垂直设置,射嘴压射出的金属溶液需通过定模座板和定模的热流道才内进入模具的产品位中,为保证金属溶液经过较长的热流道后进入模具的产品位时的压力和温度达标,避免压铸产品出现冷隔、欠铸和崩缺等现象,进入射嘴的金属溶液的压力值和温度需远高于金属溶液在产品位中流动的压力值和温度。
技术实现要素:
5.为了解决上述背景技术中存在的技术问题,本实用新型提供一种一种油压斜拉式开合模热室压铸机,其采用压铸模分型面进料模式。所述模铸成型单元的合模油缸与合模装置呈角度倾斜设置,所述合模油缸在模铸成型的单元上旋转连接设置。
6.本实用新型所一种油压斜拉式开合模热室压铸机,包括模铸成型单元、压射单元、液压传动系统、电气控制系统,所述模铸成型单元包括台面板和设置在台面板上的合模装置和顶出机构。所述合模装置包括定模座板、动模座板、固定座板、导柱、合模油缸、调模机构和锁模机构,合模油缸活塞杆前端旋转连接在锁模机构中部。所述导柱固定设置在定模座板与固定座板之间,动模座板滑动穿套在导柱上,所述锁模机构的两端旋转连接在动模座板和固定座板二者相对的内端面上。所述定模座板、动模座板、固定座板与导柱呈轴向平行设置,所述合模油缸与导柱呈角度倾斜设置。
7.本实用新型所一种油压斜拉式开合模热室压铸机,其所述锁模机构包括依次旋转连接的第一旋座、旋连杆、旋连片和第二旋座,所述锁模机构通过第一旋座和第二旋座与动模座板和固定座板旋转连接。所述旋连杆与旋连片的铰接端设置有旋连块,所述合模油缸
活塞杆前端头通过旋连块与锁模机构旋转连接。
8.本实用新型所一种油压斜拉式开合模热室压铸机,其所述压铸机采用模具分型面进料模式,压射单元通过斜连板与模铸成型单元相连接,所述压射单元其射嘴穿过斜连板对接在压铸模具分型面进料口处且平行于分型面设置。
9.本实用新型所一种油压斜拉式开合模热室压铸机,其还包括有设置在台面板与斜连板连接下夹角处的移模装置。所述移模装置包括台座、设置在台座与台面板之间的滑动机构和设置在斜连板后端的移模油缸,所述移模油缸驱动所述模铸成型单元在台座上前后滑动。
10.作为可选的,本实用新型所一种油压斜拉式开合模热室压铸机,其所述合模油缸通过连固块纵向设置在锁模机构的下端,其活塞杆穿过台面板向下拉动锁模机构而带动模座板完成开模工序,所述固连块固定设置在台面板的下端。
11.作为可选的,本实用新型所一种油压斜拉式开合模热室压铸机,其所述合模油缸通过连固块纵向设置在锁模机构的上端,其活塞杆向上拉动锁模机构而带动模座板完成开模工序,所述固连块固定设置在斜连板上。
12.进一步的,本实用新型所一种油压斜拉式开合模热室压铸机,其所述连固块上设置有旋连轴,所述合模油缸通过旋连轴与固连块旋转连接。
13.本实用新型所一种油压斜拉式开合模热室压铸机,其所述合模装置还包括设置在动模座板和固定座板之间的导柱连架,导柱连架其架体上设置有用于连接支撑导柱的连通孔,其下端面与台面板固定连接。
14.本实用新型所一种油压斜拉式开合模热室压铸机,其所述调模机构由螺纹旋钮、旋滑片和螺连杆构成,螺纹旋钮通过旋滑片旋转连接在固定座板的中通孔内,螺连杆与锁模机构相连接,螺纹旋钮空腔内壁设置有与螺连杆外螺纹相啮合的内螺纹,螺连杆外螺纹端旋套在螺纹旋钮的内螺纹上。
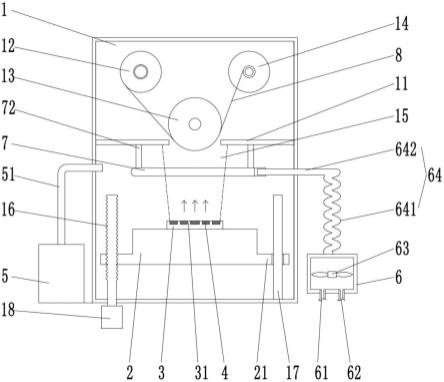
15.本实用新型所一种油压斜拉式开合模热室压铸机,其所述顶出机构设置在定模座板的外侧且与所述定模座板、动模座板、固定座板同心轴向设置,其主体由液压箱、活塞杆组件和两根输液管构成。液压箱固定连接在台面板上,活塞杆组件套设在液压箱内缸孔内,两根输液管分别于液压箱内缸孔的前后端相联通。
16.本实用新型的有益效果为:
17.1、模铸成型单元的合模油缸与合模装置呈角度倾斜设置,其有效减小了压铸机机体的整体长度。
18.2、合模油缸在模铸成型的单元上旋转连接设置,旋转连接使得合模油缸处于随扭曲力旋转状态,可进一步避免所述锁模机构对活塞杆产生的扭曲力对压铸模具合模精度的影响,减小锁模机构扭曲力对合模油缸造成的损害。
19.3、所述压铸机其采用压铸模分型面进料模式,压铸模进料口与产品位距离较近,进而压铸模具的热流道长度较短,射嘴内的金属溶液在同等压力值和温度的情况下,分型面进料较定模垂直进料可有效避免压铸产品出现冷隔、欠铸和崩缺等现象。
20.本实用新型的有益效果不限于此描述,为了更好的便于理解,在具体实施方式部分进行了更加详细的描述。
附图说明
21.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
22.图1为本实用新型一种油压斜拉式开合模热室压铸机其整体结构三维结构示意图
23.图2为本实用新型一种油压斜拉式开合模热室压铸机其模铸成型单元和压射单元三维结构示意图(一)
24.图3为本实用新型一种油压斜拉式开合模热室压铸机其模铸成型单元三维结构示意图
25.图4为本实用新型一种油压斜拉式开合模热室压铸机其合模油缸和锁模机构三维结构示意图(一)
26.图5为本实用新型一种油压斜拉式开合模热室压铸机其合模油缸和锁模机构三维结构示意图(二)
27.图6为本实用新型一种油压斜拉式开合模热室压铸机其锁模机构三维结构示意图
28.图7为本实用新型一种油压斜拉式开合模热室压铸机其模铸成型单元和压射单元三维结构示意图(二)
29.图8为本实用新型一种油压斜拉式开合模热室压铸机其移模装置三维结构示意图
30.图9为本实用新型一种油压斜拉式开合模热室压铸机其顶出机构三维结构示意图
具体实施方式
31.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
32.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.下面结合附图和具体实施例对本实用新型一种油压斜拉式开合模热室压铸机作进一步阐述。
34.本实用新型一种油压斜拉式开合模热室压铸机,其整体结构如图1所示,具体包括模铸成型单元a、压射单元b、液压传动系统c、电气控制系统d。所示压射单元b是将熔融的合金液注入模具型腔中的装置。它主要由压室、锤头、压射液压缸、射嘴等部件组成。所述液压传动系统c是通过各种液压元件和回路来传输动力,从而实现各种动作程序的系统,它主要由液压泵、合模液压缸、顶针液压缸、扣嘴液压缸、压射液压缸、各种控制阀、蓄能器、油箱、冷却器、液压油等组成。电气控制系统d是保证机器按预定的压力、速度、温度和时间进行工作,它主要由电动机及各种电器元件、仪表、电器线路组成。由于所述压射单元b、液压传动系统c、电气控制系统d不属于本实用新型一种油压斜拉式开合模热室压铸机的保护范围,
本段对其各部件结构和功能仅做简单介绍。
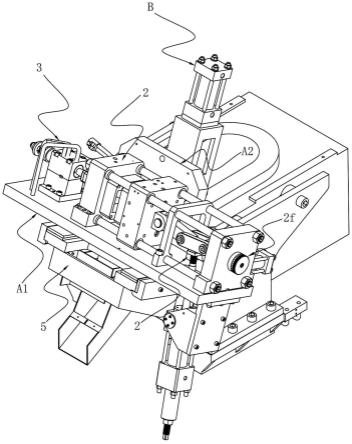
35.本实用新型一种油压斜拉式开合模热室压铸机,图2所示,所述模铸成型单元a包括台面板a1和设置在台面板a1上的合模装置2和顶出机构3。
36.具体的图3所示,所述合模装置2包括定模座板2a、动模座板2b、固定座板2c、导柱2d、合模油缸2e、调模机构2f和锁模机构2g,所述合模油缸2e活塞杆2e1前端旋转连接在锁模机构2g中部,所述导柱2d固定设置在定模座板2a与固定座板2c之间,动模座板2c滑动穿套在导柱2d上,所述锁模机构2g的两端旋转连接在动模座板2b和固定座板2c二者相对的内端面上。所述定模座板2a、动模座板2b、固定座板2c和锁模机构2g与导柱2d呈轴向平行设置,所述合模油缸2e与导柱2d呈角度倾斜设置。
37.进一步的图4图5图6所示,所述锁模机构2g包括依次旋转连接的第一旋座2g1、旋连杆2g2、旋连片2g3、第二旋座2g4,所述锁模机构2g通过第一旋座2g1和第二旋座2g4与动模座板2b和固定座板2c旋转连接。
38.图6所示,所述旋连杆2g2与旋连片2g3的铰接端设置有旋连块2g21,所述合模油缸2e活塞杆2e1前端头2e11通过旋连块2g21与锁模机构2g旋转连接。
39.为解决所述射料机构的射嘴与定模座板相互垂直设置,射嘴压射出的金属溶液经过较长的热流道后才能进入模具的产品位这一技术问题,本实用新型所述的一种油压斜拉式开合模热室压铸机,其采用模具分型面进料模式。
40.具体的图7所示,所述压射单元b通过斜连板a2与模铸成型单元相连接,所述压射单元b其射嘴ba穿过斜连板a2。图6所示,所述压射单元b射嘴ba对接在压铸模e分型面ea进料口eb处且于平行于分型面ea设置。
41.为保证本实用新型所述的一种油压斜拉式开合模热室压铸机,其所述模铸成型单元中的模具与压射单元其射嘴的相对接的精准性,同时避免所述合模装置驱动模具在开合模运动过程中意外触碰射嘴而对其造成的损害,更进一步提高模具在开模后对金属成型产品的顶出和对金属成型产品取放收纳的便捷性。图2所示,本实用新型所述的一种油压斜拉式开合模热室压铸机还设置有移模装置5。
42.具体的图7所示,所述移模装置5设置在台面板a1与斜连板a2相连接的下夹角处。所述移模装置5包括台座5a、对称设置在台座5a与台面板a1之间的一组滑动机构5b和对称设置在斜连板2a后端的移模油缸5c。参考图2所示,所述移模油缸5c驱动所述模铸成型单元a在台座5a上前后滑动。
43.参考图2图6所示,所述压铸机初始工作状态为所述模铸成型单元a整体在移模装置5驱动下与压射单元b保持一定距离,合模装置2驱动模具e合模后,所述移模装置5驱动模铸成型单元a整体向压射单元b方向移动。当压射单元b其射嘴ba与模具e分型面ea进料口eb对接充分接触后所述移模装置5停止工作,所述压射单元b通过其射嘴ba将金属溶液射入压铸模具e的产品位中。所述移模装置5驱动模铸成型单元a整体运动回初始位置,合模装置2驱动模具e开模后完成金属成型产品脱膜取料。
44.本实用新型所述的一种油压斜拉式开合模热室压铸机,其所述合模装置中合模油缸与导柱呈角度倾斜设置。具体的,所述合模油缸有如下两种设置实施方式。
45.实施例一图4所示,所述合模油缸2e通过连固块2h纵向设置在锁模机构2g的下端,其活塞杆2e1穿过台面板a1向下拉动锁模机构2g而带动模座板2b完成开模工序,固连块2h
固定设置在台面板a1的下端。
46.施例二图5所示,所述合模油缸2e通过连固块2h纵向设置在锁模机构2g的上端,其活塞杆2e1向上拉动锁模机构2g而带动模座板2b完成开模工序,固连块2h固定设置在斜连板2a上。
47.在本实用新型所述的一种油压斜拉式开合模热室压铸机,其所述合模油缸上述两种实施例中,进一步的图4图5所示,所述连固块2h上设置有旋连轴2h1,所述合模油缸2e通过旋连轴2h1与固连块2h旋转连接。
48.参考图5所示,所述合模油缸2e其活塞杆2e1向下推动锁模机构2g其旋连杆2g2与旋连片2g3旋转弯折运动,当所述旋连杆2g2与旋连片2g3运动至平行状态时,参考图7所示压铸模e处于合模状态所述合模油缸2e停止工作。所述压射单元b通过其射嘴ba将金属溶液射入压铸模具e的产品位中时,金属溶液对压铸模具e产生的外张力由所述锁模机构2g抵消,进而减小所述压铸模具外张力对合模油缸2e的挤压冲击。
49.参考图4图5图6所示,所述合模油缸2e通过旋连轴2h1与固连块2h旋转连接,所述合模油缸2e活塞杆2e1前端头2e11通过旋连块2g21与锁模机构2g旋转连接。所述合模油缸2e上述两段的旋转连接使得合模油缸2e处于随力旋转状态,可进一步避免所述锁模机构2g对活塞杆2e1产生的扭曲力对压铸模具e合模精度的影响,减小锁模机构2g扭曲力对合模油缸2e造成的损害。
50.在本实用新型所述的一种油压斜拉式开合模热室压铸机中,为增强所述导柱在定模座板与固定座板之间的连接稳定性,进一步避免较长设置的导柱在合模装置工作过程中产生较大振动。
51.优选的图9所示,所述合模装置2还设置有导柱连架2j,所述导柱连架2j设置在动模座板2b和固定座板2c之间。所述导柱连架2j其架体上设置有用于连接支撑导柱2d的连通孔2j1,其下端面与台面板a1固定连接。所述导柱2d穿套固定在导柱2d的连通孔2j1内。
52.在本实用新型所述的一种油压斜拉式开合模热室压铸机,图2图3所示,其所述调模机构2f设置在固定座板2c上。具体的图6所示,其所述调模机构2f由螺纹旋钮2f1、旋滑片2f2和螺连杆2f3构成。所述螺连杆2f3一端与锁模机构2g相连接,其另一端设置有外螺纹2f31。所述螺纹旋钮2f1通过旋滑片2f2旋转连接在固定座板2c的中通孔2c1内,螺纹旋钮2f1空腔内壁设置有与螺连杆2f3外螺纹2f31相啮合的内螺纹2f11,所述螺连杆2f3外螺纹2f3a端旋套在螺纹旋钮2f1的内螺纹2f1a上。旋转螺纹旋钮2f1驱动螺连杆2f3前后运动,前后运动螺连杆2f3通过锁模机构2g向后拉动动模座板2b。所述本实用新型所述的一种油压斜拉式开合模热室压铸机,其通过改变动模座板2b与定模座板2a二者之间的距离进而适应不同厚度的压铸模具
53.本实用新型所述的一种油压斜拉式开合模热室压铸机,图9所示其所述顶出机构3设置在定模座板2a的外侧且与所述定模座板2a、动模座板2b、固定座板2c同心轴向设置,其主体由液压箱3a、活塞杆组件3b和两根输液管3c构成。液压箱3a固定连接在台面板a1上,活塞杆组件3b套设在液压箱3a内缸孔3a1内,两根输液管2c分别于液压箱3a内缸孔3a1的前后端相联通。所述活塞杆组件3b通过液压箱3a的驱动而前后运动。
54.以上是本实用新型实施例所提供的一种油压斜拉式开合模热室压铸机的详细介绍,对于本领域的一般技术人员,依据本实用新型实施例的思想,在具体实施方式及应用范
围上均会有改变之处。综上所述本说明书内容不应理解为对本实用新型的限制,凡依本实用新型设计思想所做的任何改变都在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。