1.本发明属于手套机技术领域,具体涉及一种手套机编织部位快速定位的自适应控制方法。
背景技术:
2.近些年随着纺织业需求的不断增加以及人们对于手套个性化的追求,市场上出现了各种样式的手套,而不同花样的手套对应的滚筒选针范围也不尽相同,这就导致了每更换一种编织花型,就需要人为地调节每个部位的平摇位置,由于人工调节的位置具有一定的误差,需要不断地修正各个部位平摇位置,这就极大地降低了调试员的生产效率和产品开发周期。同时,人工调节的方法需要较长的上机测试时间,不可避免地造成了大量原材料的浪费。
技术实现要素:
3.本发明的目的在于提供一种手套机编织部位快速定位的自适应控制方法,提高生产效率、缩短产品开发周期,降低原材料的浪费。
4.为实现上述目的,本发明所采取的技术方案为:
5.一种手套机编织部位快速定位的自适应控制方法,所述手套机编织部位快速定位的自适应控制方法,包括:
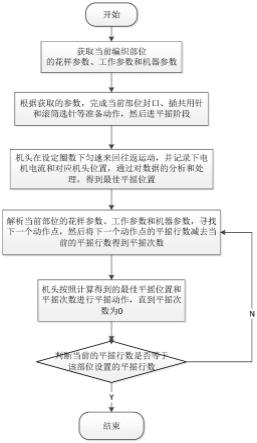
6.步骤1、获取当前待编织部位的花样参数、工作参数和机器参数,并根据获取的参数初始化手套机;
7.步骤2、持续监测手套机运动直至判断进入平摇阶段后进入下一步;
8.步骤3、定时记录机头来回往复运动中的电机电流和机头位置得到数据组,并根据所述数据组确定左右最佳平摇位置,包括:
9.令机头根据设定圈数c
set
以匀速值v
av
来回往复运动,定时记录电机电流和机头位置得到2c
set
组数据组,每一数据组为[[e1,l1],[e2,l2],
…
,[en,ln]],其中n为数据组中数据总个数,取i∈(1,n),ei为数据组中i时刻的电机电流,li为数据组中i时刻的机头位置;
[0010]
计算每个机头位置对应时刻的机头速度为:
[0011][0012]
式中,li为当前时刻i的机头位置,l
i-1
为上一时刻i-1的机头位置,vi为当前时刻i的机头速度,t为数据组定时记录的时间间隔;
[0013]
取2c
set
组数据组中相同时刻的电机电流求平均,得到一组平均电流和对应机头位置的数据组置的数据组为数据组中i时刻的平均电流,后计算数据组中的n个平均电流的平均值作为最终平均电流e
av
;
[0014]
将数据组中的平均电流和最终平均电流e
av
作比
较,分别找出大于最终平均电流e
av
的平均电流数据中所对应的机头位置的最小值l
min
和最大值l
max
,最后将机头位置的最小值l
min
和最大值l
max
分别乘以补偿系数σ1、σ2得到左右最佳平摇位置l
left
和l
right
;
[0015]
步骤4、根据左右最佳平摇位置以及花样参数、工作参数和机器参数寻找机头下一个动作点,并将下一个动作点的平摇行数减去当前的平摇行数作为平摇次数;
[0016]
步骤5、机头按照左右最佳平摇位置进行往返运动直至平摇次数为0;
[0017]
步骤6、当平摇次数为0时判断机头当前的平摇行数是否等于该部位设置的平摇行数,若不相等则返回步骤4继续执行,否则结束当前部位编织。
[0018]
以下还提供了若干可选方式,但并不作为对上述总体方案的额外限定,仅仅是进一步的增补或优选,在没有技术或逻辑矛盾的前提下,各可选方式可单独针对上述总体方案进行组合,还可以是多个可选方式之间进行组合。
[0019]
作为优选,所述根据获取的参数初始化手套机,包括:
[0020]
机头单向运行到最左侧,等待前/后电机和滚筒转到设置点后,机头运动到准备位置,然后插刀和剪刀走到机器参数中设置的位置,并且勾刀将纱线勾下,插刀走到机器参数中设置的共用针位置,并且勾刀向下运动进行复位,剪刀随之剪断纱线,前电机转到封口角度,机头单向运行到最右侧,前电机回到正位,然后根据工作参数中的滚筒参数进行滚筒选针。
[0021]
作为优选,所述平摇阶段的判断条件为:
[0022]
若机头当前运行的平摇行数等于滚筒结束动作的平摇行数,则判断进入平摇阶段;否则未进入平摇阶段。
[0023]
作为优选,所述根据左右最佳平摇位置以及花样参数、工作参数和机器参数寻找机头下一个动作点,包括:
[0024]
取左右最佳平摇位置l
left
和l
right
,依次解析花样参数得到前后密度、双色花型、u3花型、触摸屏花型、橡筋模式,解析工作参数得到喷油、吹气参数和解析机器参数得到插刀、剪刀和滚筒参数;
[0025]
从所解析的参数中筛选出包含电机、电磁铁、吹气或喷油动作的行数的参数,比较筛选出的参数中所包含的动作的行数,取行数最小的作为平摇行数,该平摇行数就是下一个动作点。
[0026]
本发明提供的手套机编织部位快速定位的自适应控制方法,通过对手套机编织部位运行流程的优化以及通过对机头运行时电机的电流变化数据的处理得到平摇的左右位置,实现对编织部位的快速定位,能够提升在平摇动作时机头运行的柔性和流畅度,大大提高了现场调试员的工作效率,极大地缩短了一种手套花型的开发周期。同时,也解决了在调试过程中为了不断改进手套的花型而浪费大量原材料的弊端。
附图说明
[0027]
图1为手套机的一种实施例结构示意图;
[0028]
图2为本发明手套机编织部位快速定位的自适应控制方法的流程图;
[0029]
图3为本发明确定左右最佳平摇位置的流程。
具体实施方式
[0030]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0031]
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是在于限制本发明。
[0032]
本实施例为了解决上述背景中人工调试平摇位置效率低下以及由于机头的高速往返时由于芯片算力不足和电机频繁启停出现的卡顿现象,提出了一种无需人工调节的手套机编织部位快速定位的自适应控制方法。
[0033]
本实施例中所述的平摇动作是指机头完成编织某个部位的准备动作后机头开始带着沙嘴在设定的左右位置上来回移动的动作,其中移动的次数可设置。
[0034]
其中手套机的一种结构示意图如图1所示,该手套机示意图主要包括了机头、针板、滚筒、销子、钩针、横梁等。需要说明的是,机头、针板、滚筒等为手套机的基础结构,本实施例为了便于理解以图1示意手套机,但不限制本发明所应用的手套机仅为图1中所示手套机。
[0035]
手套机中的机头是手套机一个重要的组成部分,它主要的工作是带着纱嘴在左边设定位置和右边设定位置来回运动,完成一只手套的编织。针板上排放着一定数量的钩针,不同的机器具有不同数量和密度的钩针,用来编织不同的花型手套。滚筒是用来将需要编织部位对应的钩针顶起,用来顶起钩针的装置是镶嵌在滚筒里的销子。
[0036]
如图2所示,本实施例的手套机编织部位快速定位的自适应控制方法,包括:
[0037]
步骤1、获取当前待编织部位的花样参数、工作参数和机器参数,并根据获取的参数初始化手套机。
[0038]
本实施例中手套机需要编织的手套一共分为小拇指、无名指、中指、食指、三指掌、四指掌、大拇指、五指掌、橡筋、热熔纱等10个部位。在其他实施例中根据实际编织的手套划分部位接口,本技术不作限制。
[0039]
获取的参数中花样参数主要记录的是手套部位花型,具体涉及该部位的长度、前后密度、双色花型、u3花型、触摸屏花型、橡筋模式等,工作参数主要记录的是速度、喷油、吹气等辅助参数,机器参数主要是记录不同针数手套机的插刀、剪刀和滚筒参数等数据。
[0040]
在手套机初始化时,首先进行当前部位的封口、插共用针等准备动作:机头单向运行到最左边,等待前/后电机和滚筒转到设置点后,机头运动到准备位置,然后插刀和剪刀走到机器参数中设置的位置(勾刀和剪刀是一体的结构,也就是勾刀向上运动时剪刀随之打开,勾刀向下运动时剪刀随之关闭,其中设置的位置必然是勾刀能穿过插刀把纱线勾下来的位置),然后勾刀把纱线勾下来,插刀走到机器参数中设置的共用针位置,然后勾刀向下运动进行复位,剪刀随之剪断纱线,前电机(封口电机)转到封口角度,机头单向运行到右侧,前电机(封口电机)回到正位(即复位位置),然后根据滚筒设置进行滚筒选针,直到进入平摇阶段。
[0041]
其中,前后电机和做密度花型的密度电机是同一个电机,往右转就是密度电机,往
左转就是前后电机,通常手套机中一共有8个电机,本实施例主要介绍了主轴和滚筒电机。并且手套机中的剪刀和勾刀是一体的,勾刀向上运动过程中,剪刀慢慢打开,勾刀由上向下运动过程中,剪刀慢慢闭合,一般勾刀在剪刀闭合的位置是复位位置,插刀、剪刀、勾刀的位置都是可以设置的,不是固定的位置。
[0042]
步骤2、持续监测手套机运动直至判断进入平摇阶段后进入下一步。本实施例设置判断进入平摇阶段的条件为:若机头当前的平摇行数等于滚筒结束动作的平摇行数,则判断进入平摇阶段;否则未进入平摇阶段。
[0043]
滚筒结束动作的平摇行数包含在工作参数中的滚筒参数中,意思是设置在第n行的时候滚筒进行动作的平摇行数。
[0044]
步骤3、定时记录机头来回往复运动中的电机电流和机头位置得到数据组,并根据所述数据组确定左右最佳平摇位置。
[0045]
如图3所示,令机头根据设定圈数c
set
以匀速值v
av
来回往复运动,定时记录电机电流和机头位置得到2c
set
组数据组,每一数据组为[[e1,l1],[e2,l2],
…
,[en,ln]],其中n为数据组中数据总个数,取i∈(1,n),ei为数据组中i时刻的电机电流,li为数据组中i时刻的机头位置。2c
set
组是因为机头运动一圈是来回各一次。
[0046]
计算每个机头位置对应时刻的机头速度为:
[0047][0048]
式中,li为当前时刻i的机头位置,l
i-1
为上一时刻i-1的机头位置,vi为当前时刻i的机头速度,t为数据组定时记录的时间间隔。因为i=1时不存在l0,因此当i=1时不计算对应时刻的机头速度。
[0049]
取2c
set
组数据组中相同时刻的电机电流求平均,得到一组平均电流和对应机头位置的数据组置的数据组为数据组中i时刻的平均电流,后计算数据组中的n个平均电流的平均值作为最终平均电流e
av
;
[0050]
将数据组中的平均电流和最终平均电流e
av
作比较,分别找出大于最终平均电流e
av
的平均电流数据中所对应的机头位置的最小值l
min
和最大值l
max
,最后将机头位置的最小值l
min
和最大值l
max
分别乘以补偿系数σ1、σ2得到左右最佳平摇位置l
left
和l
right
。
[0051]
在实际计算中,考虑到机头在平摇过程中存在一小段加速阶段,所以把左右两端的一段速度不等于v
av
的数据去掉得到匀速运行时的2cset组数据再进行后续的求平均取值处理,每一数据组为[[e1,l1],[e2,l2],
…
,[er,lr]],且r《n。并且补偿系数σ1、σ2根据实践确定即可,在同一速度下,补偿系数确定。
[0052]
步骤4、根据左右最佳平摇位置以及花样参数、工作参数和机器参数寻找机头下一个动作点,并将下一个动作点的平摇行数减去当前的平摇行数作为平摇次数。
[0053]
本实施例得到最佳平摇位置l
left
和l
right
后,依次解析花样参数里的前后密度、双色花型、u3花型、触摸屏花型、橡筋模式,工作参数里的喷油、吹气和机器参数里的插刀、剪刀和滚筒参数,并在这些参数中搜索有电机、电磁铁、喷气和喷油等动作的行数的方式来寻找下一个动作点r
next
,动作点指的是当机头运行到左侧或者右侧停止时需要其它电机、电
磁铁、喷气和喷油等动作完成后机头方能运行的点。
[0054]
具体为,从所解析的参数中筛选出包含电机、电磁铁、吹气或喷油动作的行数的参数,比较筛选出的参数中所包含的动作的行数,取行数最小的作为平摇行数,该平摇行数就是下一个动作点。
[0055]
计算当前的平摇行数时,平摇一次加1,当前平摇行数就是已经平摇多少次,下一个动作点的平摇行数减去当前平摇行数就是说还需要平摇多少次到下一个动作点。
[0056]
步骤5、机头按照左右最佳平摇位置进行往返运动直至平摇次数为0。
[0057]
平摇次数在机头每平摇一次后减小一直至平摇结束。当平摇次数不为0时,无需在每个平摇行中对花样参数、工作参数、机器参数等参数进行解析和判断当前行是否有电机、电磁铁、喷气和喷油等动作,并且利用伺服的提前发模式在机头运行时提前给伺服电机发一个反方向的平摇位置,直到平摇次数为0。
[0058]
步骤6、当平摇次数为0时判断当前的平摇行数是否等于该部位设置的平摇行数,若不相等则返回步骤4继续执行,否则就结束当前部位编织。
[0059]
也就是说当机头走到左右最佳平摇位置时需要判断平遥次数是否为0,若为0的话机头需要等待该动作点对应的参数中设置的动作完成并且判断当前行是否等于该部位的设置行数,若相等则结束该部位的编织;若不等于则通过上面的方法继续寻找到下一个动作点得到平摇次数,机头继续平摇。
[0060]
本实施例提供的步骤1-6为针对一个编织部位的工作流程,在整个手套编织中,针对每个编织部位执行上述流程,直至手套编织完成。
[0061]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0062]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明的保护范围应以所附权利要求为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
