1.本发明涉及家具领域,具体涉及一种弹簧包、弹簧垫、家具和制作弹簧包的方法。
背景技术:
2.现有的诸如床、沙发等家具通常具有弹性垫,该弹性垫一般是由多个叠加层和弹簧形成,以提供舒适的坐卧体验。
3.已知一种独立袋装弹簧床垫,其中每个弹簧单独被封闭在袋子或套筒中,弹簧袋以预定的形式布置形成弹簧袋组。然后,布置的弹簧袋组的外侧通过粘附、粘合等由整块泡沫橡胶覆盖,以形成家具垫或家具垫形式的所需弹簧垫。通过这种方式,弹簧可以单独弯曲而不影响周围的弹簧,并且,可以将使用者的重量更均匀地分布,减轻同时坐卧在弹簧垫上的两个或更多人相互影响(例如,如果个体之间体重差异相对较大,其中一个人在翻身或移动身体时会不可避免地影响其他人),因此提升了使用者的舒适感。
4.目前弹簧袋的加工设计需要针对弹簧的结构设置多个不同尺寸或结构的组装部分,再将这些组装部分拼接在一起形成弹簧袋,然后将弹簧包装在其中。这样的制作方式使得加工工序过多,生产效率低下。另外,由于各部分经由不同的工序单独制作,当尺寸或结构误差过大时,容易出现各部分之间尺寸或结构不匹配而无法拼接的情况,从而给产品的合格率带来不良影响,造成资源和人工的浪费。
5.因此,需要提供一种弹簧包、弹簧垫、家具和制作弹簧包的方法,以至少部分地解决上述问题。
技术实现要素:
6.本发明的主要目的是提供一种弹簧包、具有该弹簧包的弹簧垫、家具和制作该弹簧包的方法。根据本发明的弹簧包,其用于包装弹簧的柔性套由完全相同的两个柔性片材以重叠布置并且联接相对应边缘的方式制作成型。这样可以简化生产工序,尤其是可以省去制作不同尺寸或结构的不同部分的工序,从而提高生产效率。用于制作柔性套的片材由同一个工序制作,即使相比正常尺寸或结构存在误差,由于两个片材完全相同,仍然可以相互匹配从而顺利地实现重叠布置并相互联接,有利于降低生产误差造成的影响,可以提高产品的合格率。
7.根据本发明的第一方面,提供了一种用于制作家具的弹性垫的弹簧包,所述弹簧包包括:
8.锥形弹簧,所述锥形弹簧具有大直径端和与所述大直径端相对设置的小直径端;以及
9.柔性套,所述柔性套包括位于所述锥形弹簧的外侧的外层套和位于所述锥形弹簧的内侧的内层套,所述外层套和所述内层套分别在所述大直径端和所述小直径端处联接,从而将所述锥形弹簧封装在所述柔性套中,
10.其中,所述柔性套由完全相同的第一柔性片材和第二柔性片材重叠布置并且联接
对应边缘而成型。
11.根据本发明的一种优选实施方式,所述第一柔性片材和所述第二柔性片材均为圆形,所述第一柔性片材、所述锥形弹簧和所述第二柔性片材沿所述锥形弹簧的轴向排列布置,其中,所述第一柔性片材和所述第二柔性片材两者的外侧边缘在所述大直径端的径向外侧联接,并且所述第一柔性片材和所述第二柔性片材两者的靠近圆心的位置在所述小直径端的径向内侧联接。
12.根据本发明的一种优选实施方式,所述第一柔性片材和所述第二柔性片材在所述锥形弹簧被轴向压缩的状态下完成联接。
13.根据本发明的一种优选实施方式,所述第一柔性片材和所述第二柔性片材均为凸六边形,所述凸六边形具有至少一对相对并且平行的第一边和第二边,所述锥形弹簧被包裹在所述第一柔性片材和所述第二柔性片材之间,所述小直径端朝向所述第一边,所述第二边从所述锥形弹簧的外侧绕过所述大直径端进入所述锥形弹簧的内侧并在所述小直径端与所述第一边联接。
14.根据本发明的一种优选实施方式,在所述凸六边形中,所述第一边的两条邻边与所述第一边之间的夹角相等,并且夹角之和等于所述锥形弹簧的侧面展开时所形成的扇形或类扇形的圆心角的一半。
15.根据本发明的一种优选实施方式,所述第一柔性片材和所述第二柔性片材的联接缝位于所述柔性套的内部。
16.根据本发明的一种优选实施方式,至少所述第二边之间的联接在所述锥形弹簧被所述第一柔性片材和所述第二柔性片材包裹之后完成。
17.根据本发明的一种优选实施方式,所述外层套和所述内层套在所述小直径端的联接形成位于所述小直径端的径向内侧并沿所述小直径端的周向延伸的环形联接部。
18.根据本发明的一种优选实施方式,所述柔性套通过车缝或超声波焊接的方式联接成型。
19.根据本发明的一种优选实施方式,所述柔性套的材质为无纺布。
20.根据本发明的第二方面,还提供一种用于制作家具的弹簧垫,所述弹簧垫包括多个如上所述的弹簧包。
21.根据本发明的第三方面,还提供一种家具,所述家具包括如上所述的弹簧垫,和/或如上所述的弹簧包。
22.根据本发明的第四方面,还提供一种制作弹簧包的方法,所述弹簧包用于制作家具的弹簧垫,所述方法包括:
23.将第一柔性片材、锥形弹簧和第二柔性片材沿所述锥形弹簧的轴向布置,其中所述第一柔性片材和所述第二柔性片材为均为圆形并完全相同;
24.沿轴向压缩所述锥形弹簧,使所述第一柔性片材和所述第二柔性片材在至少边缘的位置贴合;
25.分别在所述锥形弹簧的大直径端的径向外侧和小直径端的径向内侧联接所述第一柔性片材和所述第二柔性片材;
26.解除对所述锥形弹簧的压缩,以使得所述第一柔性片材和所述第二柔性片材中的一个从外侧包裹所述锥形弹簧形成外层套,另一个从内侧包裹所述锥形弹簧形成内层套。
27.根据本发明的第五方面,还提供另一种制作弹簧包的方法,所述弹簧包用于制作家具的弹簧垫,所述方法包括:
28.将第一柔性片材和第二柔性片材重叠贴合,其中,所述第一柔性片材和所述第二柔性片材均为凸六边形并完全相同,所述凸六边形具有至少一对相对并且平行的第一边和第二边;
29.至少联接所述第一柔性片材和所述第二柔性片材两者相对应的第一边以及与所述第一边相邻的两条边,并至少保持第二边不联接;
30.将所述第一柔性片材和所述第二柔性片材构成的布套内外翻转;
31.将锥形弹簧以小直径端朝向所述第一边的方式装入所述布套;
32.联接所述第一柔性片材和所述第二柔性片材的未联接的边;
33.将所述第二边绕过所述锥形弹簧的大直径端进入所述锥形弹簧(210)的内侧;
34.在所述小直径端联接所述第二边和所述第一边。
附图说明
35.为了更好地理解本发明的上述及其他目的、特征、优点和功能,可以参考附图中所示的优选实施方式。附图中相同的附图标记指代相同的部件。本领域技术人员应该理解,附图旨在示意性地阐明本发明的优选实施方式,对本发明的范围没有任何限制作用,图中各个部件并非按比例绘制。
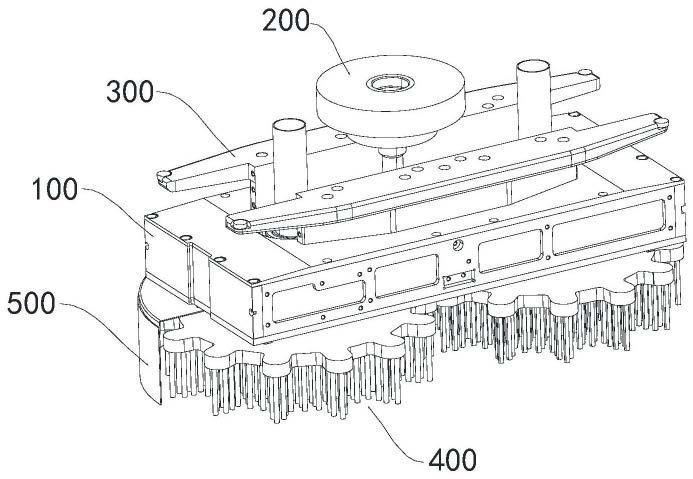
36.图1示例性地示出了根据本发明的弹簧包的第一实施方式的立体图;
37.图2示例性地示出了图1所示的弹簧包的竖向剖切图;
38.图3至图6示例性地示出了制作图1所示的弹簧包的流程示意图;
39.图7示例性地示出了用于制作图1所示的弹簧包的柔性套的第一(第二)柔性片材的示意图;
40.图8示例性地示出了对应于弹簧包的制作过程中图5所示工序中的结构的俯视图;
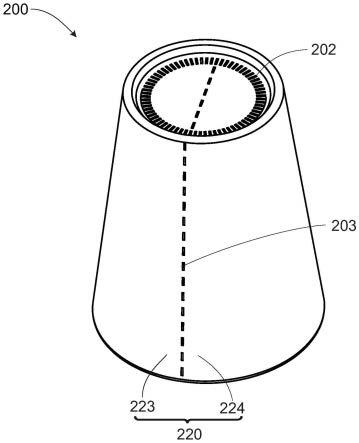
41.图9示例性地示出了根据本发明的弹簧包的第二实施方式的立体图;
42.图10至图15示例性地示出了制作图9所示的弹簧包的流程示意图;
43.图16示例性地示出了用于制作图9所示的弹簧包的柔性套的第一(第二)柔性片材的示意图;以及
44.图17示例性地示出了用于制作图9所示的弹簧包的柔性套的第一(第二)柔性片材的另一种构型的示意图。
具体实施方式
45.现在参考附图,详细描述本发明的具体实施方式。这里所描述的仅仅是根据本发明的优选实施方式,本领域技术人员可以在所述优选实施方式的基础上想到能够实现本发明的其他方式,所述其他方式同样落入本发明的范围。
46.本发明提供了一种弹簧包,该弹簧包可以用于制作诸如床、沙发等家具的弹性垫。
47.图1和图2示出了根据第一实施方式的弹簧包100,其包括锥形弹簧110和柔性套120。在图示的实施方式中,锥形弹簧100被构造为截头圆锥形,其具有大直径端111和与大直径端111相对的小直径端112。可以理解,被构造为其他形状的锥形弹簧——例如截头方
锥或截头多棱锥等——也可以用于根据本发明的弹簧包。柔性套120用于包裹锥形弹簧110。柔性套120为双层结构,其包括从锥形弹簧110的外侧包裹该锥形弹簧110的外层套121和位于锥形弹簧110的内侧并从内侧包裹锥形弹簧110的内层套122。外层套121和内层套122分别在锥形弹簧110的大直径端111和小直径端112相联接,从而形成为一体的柔性套120,以将锥形弹簧110封装在其中。
48.根据本发明的弹簧包,柔性套通过两片完全相同的柔性片材重叠布置并联接该两片柔性片材的对应边缘的方式制作成型。该两片柔性片材可以称为第一柔性片材和第二柔性片材。由于用于制作柔性套的柔性片材只有一种尺寸和结构,因此,在实际生产过程中,只需要设置一个用于制作柔性片材的工序,可以减少加工工序,提高生产效率。并且,由于柔性片材由同一个工序加工制作,因此,所有的柔性片材具有大致相同的加工误差,从而可以保证不管何种程度的误差,柔性片材均可以相互重叠并联接对应边缘,避免用于制作柔性套的不同部分由于加工误差不同而无法拼接的情况发生,从而大大提高了产品的合格率。
49.下面结合图3至图8对根据本发明的弹簧包的制作流程进行详细介绍。
50.如图7所示,在第一实施方式中,用于制作柔性套120的第一柔性片材123和第二柔性片材124均为圆形或近似圆形的形状,其具体材质可以是无纺布。
51.在制作弹簧包时,首先将第一柔性片材123、锥形弹簧110和第二柔性片材124以图3所示的方式沿着锥形弹簧110的轴向排列布置。其中,第一柔性片材123对应于锥形弹簧110的小直径端112,第二柔性片材124对应于锥形弹簧110的大直径端111。并且,沿着轴向方向观察,第一柔性片材123和第二柔性片材124重叠。
52.然后,如图4所示,对锥形弹簧110施加沿轴向的压力f,使锥形弹簧110沿轴向被压缩,直至压扁。同时,第一柔性片材123和第二柔性片材124在至少边缘的位置贴合。
53.再然后,如图5和图8所示,联接第一柔性片材123和第二柔性片材124两者的边缘,形成第一联接部101。该第一联接部101形成于锥形弹簧110的大直径端111的径向外侧。并且,联接第一柔性片材123和第二柔性片材124两者的靠近圆心的位置,形成第二联接部102。该第二联接部102形成于锥形弹簧110的小直径端112的径向内侧。优选地,第二联接部102被构造为沿小直径端112的周向延伸的环形联接部。这样可以使形成于小直径端112处的联接尽量靠近锥形弹簧110,有利于柔性套120对锥形弹簧110的稳定保持。优选地,第一柔性片材123和第二柔性片材124之间的联接可以通过车缝或者超声波焊接的方式实现。
54.继续,如图6所示,当联接完成之后,解除施加在锥形弹簧110上的轴向压力f,使锥形弹簧110恢复原形状,弹簧包100即制作完成。在第一实施方式中,与锥形弹簧110的小直径端112对应的柔性片材在制作完成之后包裹在锥形弹簧110的外侧,其单独形成为柔性套120的外层套121;在锥形弹簧110恢复原形状之后,由于第二联接部102的带动作用,与锥形弹簧110的大直径端111对应的柔性片材进入锥形弹簧110的内侧,从内侧包裹该锥形弹簧110,其单独形成为柔性套120的内层套122。如图1、图2和图6所示,由于柔性片材为圆形,在锥形弹簧110恢复原形状之后,外层套121和内层套122上均形成大致沿锥形弹簧110的母线延伸的褶皱。
55.图9至图17示例性地示出了根据第二实施方式的弹簧包200及其制作流程。根据第二实施方式的弹簧包200与根据第一实施方式的弹簧包100的结构大致相同,区别在于柔性
套的结构和制作方式。下面结合附图详细介绍。
56.如图16所示,根据第二实施方式,用于制作柔性套的柔性片材(即第一柔性片材223和第二柔性片材224)大致构造为凸六边形,其具有至少一对相对并且平行的第一边225和第二边226,以及与第一边225相邻的两条第一邻边227和与第二边226相邻的两条第二邻边228。
57.优选地,第一柔性片材223和第二柔性片材224可以被构造为对称的形状,例如相对于连接第一邻边227和第二邻边228的交点的线(即图16中的虚线ax1)对称,并且相对于经过第一边225和第二边226的中点并与二者垂直的线(即图16中的虚线ax2)对称。此时,第一边225和第二边226可以互换,也即柔性片材之间以及柔性片材相对于锥形弹簧之间没有唯一的定位,更方便加工。
58.优选地,两条第一邻边227分别与第一边225形成钝角的夹角。两条第一邻边227各自与第一边225的夹角α和β相同,并且两个夹角α和β之和等于锥形弹簧210的侧面展开时所形成的扇形(或类扇形,对应于截头方锥或截头多棱锥)的圆心角的一半。这样可以使得,柔性片材在构成柔性套220时,第一邻边227与锥形弹簧210的母线重合,有利于使柔性套220与锥形弹簧210更好地贴合。
59.在制作根据第二实施方式的弹簧包时,首先,如图10所示,将第一柔性片材223和第二柔性片材224重叠布置。
60.然后,如图11所示,联接第一柔性片材223和第二柔性片材224两者的相对应的第一边225和第一邻边227。同时,保持第二边226不联接。对于第二邻边228,可以选择联接或不联接或联接一部分。本领域技术人员可以根据实际工艺要求灵活选择。在图示的实施方式中,联接第二邻边228的靠近第一邻边227的一部分,同时保持第二邻边228的靠近第二边226的部分不联接。通过图11所示的步骤,第一柔性片材223和第二柔性片材224大致构成布套结构。
61.进一步地,如图12所示,将图11所示的步骤中形成的布套翻转,使得第一柔性片材223和第二柔性片材224之间的联接缝位于布套的内部。在翻转之后,将锥形弹簧210以小直径端212朝向第一边225的方式装入布套中。
62.然后,如图13所示,联接第一柔性片材223和第二柔性片材224的未联接的边,也即第二邻边228的靠近第二边226的部分以及第二边226。由此,将锥形弹簧210封装在布套内部。此时,可以看到,包裹在锥形弹簧210的外部的部分构成柔性套220的外层套221,此部分实际上对应于图16中由第一边225、两条第一邻边227以及虚线ax1所围成的部分。
63.继续,如图14所示,将第二边226从锥形弹簧210的外侧绕过大直径端211塞入锥形弹簧210的内侧。进一步如图15所示,在锥形弹簧210的小直径端212将第一边225和第二边226联接,形成位于小直径端212的径向内侧的第二联接部202。可以看到,随第二边226进入锥形弹簧210的内侧的部分构成柔性套220的内层套222,此部分实际上对应于图16中由第二边226、两条第二邻边228以及虚线ax1所围成的部分。
64.与根据第一实施方式的弹簧包100不同,在第二实施方式中,柔性套220的外层套221和内层套222均由第一柔性片材223和第二柔性片材224的一部分共同构成,两个柔性片材之间形成如图16所示的联接部203。外层套221和内层套222在锥形弹簧210的大直径端211处通过柔性片材的材料本身相联接,在小直径端212处通过第二联接部202联接。其中,
第二联接部202形成为位于小直径端212的径向内侧并沿小直径端212的周向延伸的环形联接部。此外,由于柔性套220始终在锥形弹簧210未被压缩的状态下制作成型,因此柔性套220的外层套221和内层套222没有褶皱,而是形成为光滑表面。
65.图17示出了用于制作第二实施方式中的柔性套的柔性片材的另一种构型。其中,柔性片材223’(224’)的第一边225’和第一邻边227’与图16所示的构型相同。区别在于,第二邻边228’与第二边226’大致垂直。这样的设置,使得第二边226’具有较大的尺寸。因而,在图12所示的步骤中,布套由未联接的第二边226’形成的开口可以具有较大的尺寸,可以更方便地将锥形弹簧210装入布套中。然而,在此构型中,柔性片材223’(224’)不是相对于连接第一邻边227’和第二邻边228’的交点的线对称的。因此,可以理解,第一柔性片材223’和第二柔性片材224’之间,以及第一边225’和第二边226’相对于锥形弹簧210之间,均具有唯一的定位。当然,还可以有其他的构型,例如第二邻边与第二边形成的夹角可以为钝角甚至锐角,也是可以的。
66.此外,本领域技术人员可以理解的是,在第二实施方式中,柔性套的材料与联接方式可以与第一实施方式中所描述的相同。
67.根据本发明的第二方面,还提供一种用于制作家具的弹性垫,该弹性垫可以由多个叠加层(例如可以包括海绵)和如上所述的弹簧包构成。例如,弹簧包可以安装固定在底座结构上形成弹性模块,多个弹性模块通过诸如滑道等结构按照预定的阵列固定在安装架上,进一步地在弹性模块的阵列上铺设包括海绵等的叠加层,最终形成弹性垫。
68.根据本发明的第三方面,还提供一种家具,该家具可以具有如上所述的弹性垫和/或如上所述的弹簧包。
69.根据本发明的弹性垫和家具可以获得与根据本发明的弹簧包相同的技术效果。
70.本发明的多种实施方式的以上描述出于描述的目的提供给相关领域的一个普通技术人员。不意图将本发明排他或局限于单个公开的实施方式。如上所述,以上教导的领域中的普通技术人员将明白本发明的多种替代和变型。因此,虽然具体描述了一些替代实施方式,本领域普通技术人员将明白或相对容易地开发其他实施方式。本发明旨在包括这里描述的本发明的所有替代、改型和变型,以及落入以上描述的本发明的精神和范围内的其他实施方式。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。