1.本实用新型涉及塑料加工领域,具体涉及一种吹瓶机用加热装置。
背景技术:
2.现有吹瓶机用加热装置包括机架、设置在机架上的加热组件、沿环形路径转动的公转链条以及驱使公转链条转动的公转驱动组件,所述公转链条包括首尾依次转动连接且带插坯件的链板,所述环形路径包括呈直线状的加热段以及跨接在加热段对应端部间的弧形段,所述加热组件沿所述加热段设置,瓶坯在插坯件驱使下途径所述加热段并被加热软化。为了减小弧形段的直径,插坯件通过连接组件可摆动地悬置在公转链条的外侧,使得插坯件会发生独立摆动的情况,既导致位于加热段内的相邻插坯件间存在距离不统一的情况,使得插坯件无法准确插入等距排布的瓶坯内,还导致位于加热段内的相邻插坯件不在同一直线上,进而导致瓶坯会因与加热组件间距离不同而存在差异化的软化程度,影响后续加工。
技术实现要素:
3.为了解决现有技术的不足,本实用新型提供一种吹瓶机用加热装置,插坯件通过连接组件悬挂在公转链条外侧,既能有效减小公转链条圆弧段的直径,进而减小加热装置的体积,还能对可摆动的插坯件起到定位作用,确保插坯件等距设置并确保瓶坯具有统一的加热软化效果,确保产品品质。
4.本实用新型通过以下方式实现:一种吹瓶机用加热装置,包括机架、设置在机架上的加热组件、沿环形路径转动的公转链条以及驱使公转链条转动的公转驱动组件,所述公转链条包括首尾依次转动连接且带插坯件的链板,所述环形路径上设有呈直线状的加热段,所述加热组件沿所述加热段设置,瓶坯在插坯件驱使下途径所述加热段并被加热软化,所述插坯件通过连接组件可摆动地安装在链板外缘上,所述链板驱使插坯件移动至加热段时,所述插坯件被连接组件卡置定位,以使相邻插坯件间等距设置。插坯件通过连接组件安装在公转链条的外缘上,连接组件既能确保插坯件稳定连接在公转链条上,还能对位于加热段内的插坯件起到定位作用,确保相邻插坯件沿加热段呈直线等距分置,保证各瓶坯能被均匀受热并具有相同的软化程度,有效提升吹瓶品质,提升使用体验。
5.作为优选,相邻链板的对应端部间通过转轴连接,所述连接组件包括限位板,所述插坯件通过限位板可摆动地安装在所述转轴上,插坯件在移入加热段时通过相邻限位板间抵触进行摆动归正,以使插坯件在加热段内呈直线等距设置。转轴既起到连接相邻链板的作用,确保公转链条能沿环形路径循环转动,还起到连接限位板的作用,确保插坯件能与公转链条匹配联动,进而保证瓶坯能在公转链条驱使下沿加热段移动并加热软化。相邻的限位板可在插坯件移入加热段时通过相对抵触限位实现摆动归正,使得插坯件能沿直线等距排布,既确保瓶坯与加热组件间距离相同,确保瓶坯具有统一的加热软化效果,还方便插坯件能顺利接收等距分置的瓶坯,提升瓶坯输送效率。
6.作为优选,所述限位板的内端部可转动地连接在所述转轴上,外端部套置在所述插坯件上,所述限位板外端部周缘形成可抵触的限位部。限位板的内端部可转动地连接在转轴上,使得相邻限位板在相互抵触限位时能通过自身摆动位移来消除相邻限位板间的抵触作用力,确保位于加热段内的插坯件能通过相互协同避让来进行自动归正和定位,确保瓶坯能沿加热段精确平移,进而保证瓶坯受热效果可控。
7.作为优选,所述限位板为两块且竖向对齐地夹持所述公转链条,所述限位板的中段间设有两分置的限位柱,所述限位柱与限位板联动并可与链板外壁抵触,以使限位板在预设范围内摆动。限位板互为平行且竖向错位分置,既能确保插坯件有效保持竖置姿态,还能提升插坯件与公转链条间的连接可靠性。限位柱以轴线竖置方式设置在限位板的中部,当限位板以转轴为中心进行摆动时,随限位板联动的限位柱会与链板外缘抵触,以使限位板在预设范围内摆动,防止限位板因在圆弧段内摆动幅度过大而在转入加热段时发生无法摆动归正的情况。
8.作为优选,所述加热段的入口处设有引导件,所述插坯件上设有与引导件等高设置的引导环,插坯件进入加热段时,插坯件通过引导环抵触在所述引导件上,以使插坯件以转轴为中心进行摆动归正并在加热段内呈直线状等距设置。插坯件由圆弧段移入加热段时,引导件与引导环抵触并驱使限位板摆动归正,使得插坯件在移入加热段后均位于同一直线上且等距设置,既确保插坯件能精确插接等距排布的瓶坯,还能精确控制瓶坯与加热组件间距离,进而确保瓶坯具有统一的软化效果。
9.作为优选,所述环形路径包括两段互为平行设置的加热段以及跨接在加热段对应端部间的圆弧段,所述加热组件沿加热段设置,以使瓶坯在途径加热段时被加热软化。插坯件能在转入加热段时通过竖向升降来插接瓶坯,使得瓶坯能在插坯件的驱使下匀速经过加热段。
10.作为优选,所述机架上设有沿加热段设置的承托槽,所述公转链条通过内缘搭接在所述承托槽上,以引导公转链条驱使插坯件沿加热段移动。承托槽既对公转链条起到承托的作用,还对公转链条起到涨紧定型的作用,确保公转链条能沿环形路径精确移动。
11.作为优选,所述转轴位于所述限位板间的区段上设有滚轮,所述转轴的底端设有辅助轮,所述承托槽包括供滚轮底面内缘搭接的水平面、与滚轮外侧壁抵触的内置竖向面以及由所述水平面外缘向下弯折形成的外置竖向面,所述辅助轮水平向抵触在所述外置竖向面上,以使限位板保持水平姿态。滚轮的底面内缘可滑动地搭接在水平面上,对公转链条起到承托作用,确保插坯件能被竖向定位,滚轮通过外侧壁可滚动地贴合在内置竖向面上,对公转链条起到涨紧定型的作用,确保插坯件能被水平向定位。所述辅助轮设置在转轴的底端部上,且与滚轮存在高差,辅助轮通过外侧壁可滚动地贴合在外置竖向面上,通过增加滚轮和辅助轮间高差来提升插坯件维持竖置的可靠性,防止插坯件因受力倾斜而发生瓶坯偏移并与加热组件接触的情况,确保瓶坯安全。
12.作为优选,所述机架上设有自转链条,所述插坯件的顶部设有自转齿轮,自转链条与自转链条啮合,以使插坯件在沿加热段移动时进行自转。所述自转链条能与自转齿轮配合并起到驱使插坯件自转的作用,进而使得瓶坯能在加热段内通过自转实现各区域均匀受热软化,进而提升后续吹制品质。
13.作为优选,所述自转链条和公转链条间通过齿轮组件联动,以使自转链条和公转
链条具有互为相反的转动的方向。自转链条通过齿轮组件实现与公转链条共用公转驱动组件,既有效降低能耗,降低运行成本,还能简化结构,方便操作。通过调节齿轮组件的齿比来调节自转链条的转动速度,进而通过插坯件调节瓶坯的自转速度,确保瓶坯周向各区域能被均匀加热软化。
14.作为优选,所述自转链条固接在机架上,随公转链条移动的插坯件通过自转齿轮与自转链条啮合,以使插坯件在公转链条驱使下进行自转,自转链条能为自转齿轮提供稳定的着力点,使得插坯件能在沿加热段平移时通过与自转链条啮合的自转齿轮获得自转作用力,使得瓶坯能以预设速度自转,有效简化结构,降低生产成本。
15.作为优选,所述机架上设有驱使自转链条转动的自转驱动组件。通过为自转链条配置独立的自转驱动组件来使得瓶坯自转速度可调,有效提升控制灵活性,确保瓶坯被有效加热软化。
16.本实用新型的有益效果:插坯件通过连接组件安装在公转链条的外缘上,连接组件既能确保插坯件稳定连接在公转链条上,还能对位于加热段内的插坯件起到定位作用,确保相邻插坯件沿加热段呈直线等距分置,保证各瓶坯能被均匀受热并具有相同的软化程度,有效提升吹瓶品质,提升使用体验。
附图说明
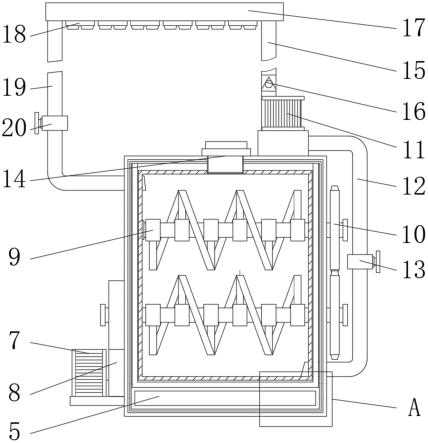
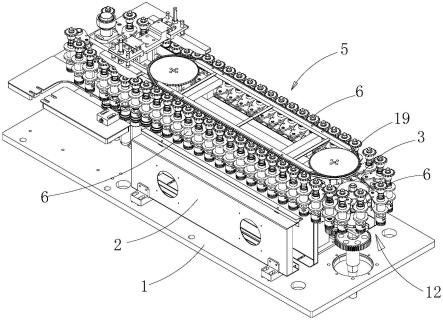
17.图1为所述加热装置的结构示意图;
18.图2为所述引导件和引导环的配合关系示意图;
19.图3为所述承托槽的装配结构剖视示意图;
20.图4为所述加热段内插坯件的装配结构剖视示意图;
21.图5为所述圆弧段内插坯件的装配结构剖视示意图;
22.图6为所述插坯件和链板间的装配结构示意图;
23.图中:1、机架,2、加热组件,3、公转链条,4、链板,5、加热段,6、插坯件,7、转轴,8、限位板,9、限位柱,10、引导件,11、引导环,12、圆弧段,13、承托槽,14、水平面,15、外置竖向面,16、内置竖向面,17、滚轮,18、辅助轮,19、自转链条,20、自转齿轮,21、限位部。
具体实施方式
24.下面结合说明书附图和具体实施方式对本实用新型的实质性特点作进一步的说明。
25.如图1所示的一种吹瓶机用加热装置,由机架1、设置在机架1上的加热组件2、沿环形路径转动的公转链条3以及驱使公转链条3转动的公转驱动组件组成,所述公转链条3包括首尾依次转动连接且带插坯件6的链板4,所述环形路径上设有呈直线状的加热段5,所述加热组件2沿所述加热段5设置,瓶坯在插坯件6驱使下途径所述加热段5并被加热软化,所述插坯件6通过连接组件可摆动地安装在链板4外缘上,所述链板4驱使插坯件6移动至加热段5时,所述插坯件6被连接组件卡置定位,以使相邻插坯件6间等距设置。插坯件6通过连接组件悬挂在公转链条3的外缘上,既能通过减小连板宽度来缩减公转链条3圆弧段12的直径,有效缩减加热装置占用的空间,方便运输和安置使用,还能对移入加热段5的插坯件6进行等距定位,确保位于加热段5内的插坯件6均位于同一直线上,保证各插坯件6上的瓶坯与
加热组件2间的距离相同,确保所有瓶坯加热效果一致,有效提升吹瓶品质,提升使用体验。
26.在实际操作中,所述加热装置用于吹瓶机。具体地,所述吹瓶机还包括设置在机架1上的分距装置和吹瓶装置,所述加热装置、分距装置以及吹瓶装置依次衔接并形成用于吹制瓶体的生产线。在使用时,首先,加热装置先对预先注塑成型的瓶坯进行加热软化,之后,分距装置接收完成软化的瓶坯并向吹瓶装置转运,在转运过程中,瓶坯被等距分置且与吹瓶装置内的吹瓶腔间距一致,最后,吹瓶装置接收被分距装置转运来的瓶坯并对瓶坯实施吹制,以此获得合格的瓶体。
27.在本实施例中,所述加热装置包括设置在机架1上的加热组件2、沿环形路径转动的公转链条3、设置在公转链条3上的插坯件6以及驱使公转链条3转动的公转驱动组件组成,加热组件2设置在加热段5的两侧,公转链条3驱使插坯件6沿环形路径移动。在使用时,公转驱动组件驱使公转链条3沿环形路径循环转动,公转链条3驱使插坯件6沿环形路径移动,插坯件6在移入加热段5时通过升降插接对应瓶坯,瓶坯随插坯件6移入加热段5并被加热组件2加热软化,为后续吹瓶提供便利。
28.在实际操作中,所述环形路径包括两段互为平行设置的加热段5以及跨接在加热段5对应端部间的圆弧段12,所述加热组件2沿加热段5设置,以使瓶坯在途径加热段5时被加热软化。所述公转链条3由若干链板4首尾连接拼装形成,相邻链板4的对应端部竖向叠置并通过竖置的转轴7穿置连接,使得相邻链板4能以转轴7为中心进行相对摆动,进而使得环状的公转链条3各区段能自由地在直线状态和弯曲状态间切换,便于公转链条3能沿圆弧段12和加热段5交替移动。所述插坯件6通过连接组件悬置在对应转轴7的外侧,通过外挂插坯件6的方式独立于链板4设置,使得链板4宽度减小,进而有效减小公转链条3可弯曲的直径,通过减小环形路径围合形成的面积来减小加热装置的体积。
29.在实际操作中,所述连接组件包括限位板8,所述插坯件6通过限位板8可摆动地安装在所述转轴7上,插坯件6在移入加热段5时通过相邻限位板8间抵触进行摆动归正,以使插坯件6在加热段5内呈直线等距设置。所述限位板8为两块,且分置在公转链条3的上方和下方,所述限位板8的内端部可转动地连接在所述转轴7上,外端部套置在所述插坯件6上,所述限位板8外端部周缘形成可抵触的限位部21。两块限位板8可同步摆动,并使得插坯件6能以转轴7为中心进行摆动,通过自由摆动来消除各组限位板8间的相对作用力,确保各组限位板8通过相对推挤避让来对插坯件6进行精确定位,进而确保插坯件6在移入加热段5后呈直线等距排布,既能保证各插坯件6上的瓶坯间等距分置,有效提升瓶坯的加热软化效率,防止瓶坯排布过近而发生相互遮挡的情况,还确保各瓶坯与加热组件2间距离保持相同,进而确保沿相同路径移动的瓶坯能在相同的移动时长内获得相同的热量,进而确保瓶坯能被标准流程统一加热并获得一致的软化效果。
30.在实际操作中,所述连接组件包括设置在各组限位板8间的限位柱9以及设置在限位板8两侧的限位部21,所述机架1上设有引导件10(如图2所示),通过上述结构来对插坯件6进行定位,确保插坯件6能沿加热段5精确移动。具体地,当插坯件6在圆弧段12上移动时(如图5所示),相邻限位板8间相互脱离而存在摆动空间,限位柱9通过与链板4抵触来限制限位板8在预设角度内摆动,进而确保插坯件6与对应转轴7轴线间沿所述圆弧段12径线方向的距离始终位于预设范围内,保证限位板8在移入加热段5时引导环11能顺利搭接至引导件10上,进而确保公转链条3顺畅运转;当插坯件6随公转链条3由圆弧段12转入加热段5时,
插坯件6会通过设于其上的引导环11与引导件10接触,并在沿引导件10滑动时对限位板8起到摆动归正的作用,使得插坯件6轴线和转轴7轴线间形成的连接线与加热段5的长度方向趋于垂直,在此过程中,相邻限位板8间通过对应的限位部21进行匹配抵触(如图4所示),以使相邻限位板8间卡置定位,有效防止插坯件6因限位板8摆动而发生偏离环形路径的情况,确保瓶坯与加热组件2间距离保持恒定。
31.在实际操作中,所述公转驱动组件包括两分置的公转驱动齿轮跨接在所述公转驱动齿轮间的承托槽13,所述承托槽13与加热段5匹配设置,所述公转驱动齿轮侧周缘与圆弧段12匹配设置,所述公转驱动齿轮涨紧公转链条3,以使公转链条3与承托槽13紧密贴合。各链节内设有两竖向对齐的链板4,所述转轴7位于所述链板4间的区段上设有滚轮17,所述转轴7底端外露于限位板8的区段上设有辅助轮18,所述承托槽13包括供滚轮17底面内缘搭接的水平面14以及分置在水平面14内缘和外缘的内置竖向面16和外置竖向面15(如图3所示),所述滚轮17外侧壁抵触在内置竖向面16上,所述辅助轮18水平向抵触在所述外置竖向面15上,以使限位板8保持水平姿态。水平面14起到承托公转链条3的作用,内置竖向面16和外置竖向面15既对转轴7起到水平向限位的作用,确保瓶坯能沿加热段5进行线性平移,还能利用内置竖向面16和外置竖向面15间的高度差来对转轴7起到防倾斜的作用,防止转轴7因外挂插坯件6而产生顶部向外倾斜情况,确保插坯件6始终保持竖置状态。
32.在实际操作中,所述限位板8为两块且竖向对齐地夹持所述公转链条3,所述限位板8的中段间设有两分置的限位柱9,所述限位柱9与限位板8联动并可与链板4外壁抵触,以使限位板8在预设范围内摆动。限位柱9设置在限位板8的中部,当限位板8所在的公转链条3区段位于圆弧段12时,限位柱9通过与链板4抵触来对限位板8起到限制转动的作用;当限位板8所在公转链条3区段位于加热段5时,相邻限位板8通过该限位部21卡置定位,使得限位柱9与链板4互不干涉。
33.在实际操作中,所述加热段5的入口处设有引导件10,所述插坯件6上设有与引导件10等高设置的引导环11,插坯件6进入加热段5时,插坯件6通过引导环11抵触在所述引导件10上,以使插坯件6以转轴7为中心进行摆动归正并在加热段5内呈直线状等距设置。引导件10朝向公转链条3的边缘形成引导边,引导边与引导环11抵触,起到引导限位板8摆动规正的作用。所述引导边朝向圆弧段12的进口处设有倒角,便于偏转的插坯件6通过引导环11与引导边抵触。
34.在实际操作中,所述插坯件6包括竖置的杆件以及套置在杆件中段的套环(如图6所示),所述套环插置在限位板8的外端部上,所述杆件插置连接在所述套环内。具体地,所述杆件的底端设有插坯头,所述杆件可相对套环进行轴向升降,使得插坯件6能在移入加热段5时通过驱使杆件下降来将插坯头插置在瓶坯内,使得瓶坯被悬置在插坯件6底部;所述杆件的顶端设有与自转链条19配合的自转齿轮20,使得杆体能在沿加热段5移动时进行自转,通过带动瓶坯转动来确保瓶坯周向各区域能被阿基热组件均匀加热软化,确保后期瓶体吹制质量。
35.在实际操作中,所述机架1上设有自转链条19,所述插坯件6的顶部设有自转齿轮20,自转链条19与自转链条19啮合,以使插坯件6在沿加热段5移动时进行自转。具体地,自转链条19与自转齿轮20间可以通过多种结构实现杆体自转,包括但不仅限于以下结构:
36.结构一:所述自转链条19和公转链条3间通过齿轮组件联动,以使自转链条19和公
转链条3具有互为相反的转动的方向,自转链条19通过齿轮组件与公转链条3共用公转驱动组件,所述公转驱动组件包括公转电机以及设置在公转电机轴与公转链条3间的减速器,通过调节公转电机转速来控制公转链条3的运行速度,通过调整齿轮组件来独立控制自转链条19的运行速度,确保瓶坯被均匀加热软化。
37.结构二:所述自转链条19固接在机架1上,随公转链条3移动的插坯件6通过自转齿轮20与自转链条19啮合,以使插坯件6在公转链条3驱使下进行自转。插坯件6在公转链条3驱使下沿加热段5移动,使得自转齿轮20能与固定的自转链条19啮合并产生转动,由此使得杆体进行自转,杆体的自转速度与公转链条3的运行速度匹配,且不可调节。
38.结构三,所述机架1上设有驱使自转链条19转动的自转驱动组件,自转驱动组件包括自转电机,自转电机通过自转链条19驱使自转齿轮20转动,进而驱使瓶坯自转,且瓶坯转速独立可调。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。