1.本实用新型涉及水洗标技术领域,特别是涉及一种水洗标签自动焊接机。
背景技术:
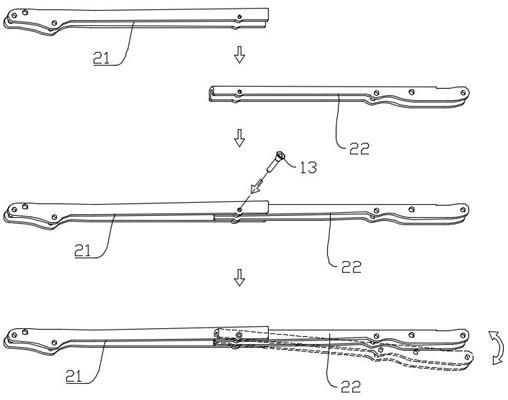
2.水洗标主要应用在服装行业、家纺行业和箱包行业中的一种标签,主要是记载一些参数标识,如衣服的面料、理料成分以及如何保养等注意事项。有些水洗标由多条具有各种参数标识的水洗标通过缝纫叠加组合而成。但是在将这些水洗标进行叠加组合的过程中,主要是利用人工操作完成水洗标的输送。采用这种叠加组合水洗标的方式成本高,效率低不利于生产。
3.公开号为cn110980255b的中国专利公开了一种全自动水洗标机,解决了现有的水洗标制作及输送效率低的问题。其包括机座、取料装置、复合机、移动组件、裁剪机构、夹持机构、弃料盒、称量机构、称重盘、翻夹机构、弃料机构以及传送组件。盛料机构能相对于存料机构转动,同时抓取机构将所有的主料盒或者次料盒内的水洗标抓取至旋转对位后的盛料盒内,当盛料机构相对存料机构旋转一圈后,抓取机构将存料机构内不同规格的水洗标抽吸至同一个盛料盒内。
4.然而上述技术中的水洗标机和现有技术中的水洗标机还存在以下问题:一、无法自动将上料装置堆叠好的水洗标签自动焊接;二、在自动堆叠水洗标签时无法做到整齐的将水洗标签进行堆叠,影响后续超声波焊接效果;三、在自动堆叠水洗标签时上料装置无法一次堆叠多张水洗标签,生产效率有待提升。因此目前需要一种水洗标签自动焊接机用以解决上述问题。
技术实现要素:
5.本实用新型的目的是克服了现有技术的问题,提供了一种水洗标签自动焊接机。
6.为了达到上述目的,本实用新型采用以下方案:
7.一种水洗标签自动焊接机,包括机架和控制装置,机架上还设有:
8.载料板,载料板上设有焊接工位、多个上料工位、过个推料工位和多个对齐工位,上料工位上方设有上料装置,推料工位上方设有推料装置,对齐工位下方设有对齐装置,载料板在对齐工位和焊接工位处设有可供对齐装置伸出的对齐孔。
9.储签装置,储签装置设于载料板前方,储签装置包括与上料工位一一对应的储签盒。
10.上料装置,上料装置中包括上料架、用于驱动上料架前后运动的上料驱动装置以及可在上料架中上下运动的若干吸料盘,吸料盘可通过上料驱动装置在上料工位上方和储签盒上方往返移动。
11.推料装置,推料装置包括用于推动载料板上水洗标签的推料片、用于驱动推料片水平移动的推料电机和用于驱动推料片上下移动的推料气缸,推料片可将上料工位内的水洗标签推入对齐工位以及将对齐工位内的水洗标签推入焊接工位内。
12.对齐装置,对齐装置包括可从对齐孔伸出载料板的若干挡料片以及用于驱动挡料片上下移动的对齐气缸,当推料装置推动水洗标签进入对齐工位或焊接工位时挡料片从对齐孔伸出使水洗标签侧面与挡料片贴合使之对齐。当上料装置在载料板上放入新的水洗标签后推料装置推动载料板上的水洗标签移动时对齐装置从对齐孔下方伸出使载料板上的所有水洗标签侧面与对齐装置的挡料片贴合使之对齐。实现了在水洗标签焊接前快速、整齐的将水洗标签进行堆叠上料,提高了生产效率和产品质量。
13.超声波焊接装置,超声波焊接装置设于焊接工位上方。
14.该水洗标签自动焊接机的运行原理为:机架上一次设有用于放置不同水洗标签的储签盒。为便于理解将多个储签盒记为a储签盒、b储签盒、c储签盒、d储签盒、e储签盒和f储签盒,吸料盘包括与储签盒一一对应的a吸料盘、b吸料盘、c吸料盘、d吸料盘、e吸料盘和f吸料盘,上料工位包括a上料工位、b上料工位、c上料工位、d上料工位、e上料工位和f上料工位。产品运行过程中a上料工位无标签,b上料工位有a标签,c上料工位有a、b标签,d上料工位有a、b和c标签,e上料工位有a、b、c和d标签,f上料工位有a、b、c、d和e标签;上料装置一次吸取1-f标签6张标签分别放入1-f上料工位中,随后推料装置同时将a上料工位中的水洗标签推入b上料工位,将b上料工位中的水洗标签推入c上料工位
……
将f上料工位中的水洗标签推入焊接工位,以此循环,实现一次可上多个水洗标签。推料装置将水洗标签推入下一个上料工位时对齐装置的挡料片从对齐孔下方伸出,推料装置继续推动水洗标签前行直到水洗标签抵触挡料片,此时水洗标签侧面与对齐装置的挡料片贴合使之对齐。
15.进一步的,载料板上端设有对应超声波焊接装置的焊接槽下端设有用于安装盖板气缸的容纳腔,焊接槽上方设有与载料板上表面贴合的活动盖板,活动盖板上开设有可供挡料片穿过的滑行槽,活动盖板可通过盖板气缸在焊接槽上方往返移动。当推料装置将载料板上的水洗标签推向焊接槽时活动盖板在盖板气缸的作用下前行进入焊接槽位置同时对齐装置升起,使水洗标签被顺利推至焊接槽上方并在对齐装置的作用下变得整齐,随后活动盖板在盖板气缸的作用退出焊接槽此时对齐装置可防止水洗标签跟随活动盖板运动使之整齐落入焊接槽内。通过活动盖板解决了推料装置在拨动水洗标签时使水洗标签无法顺利进入焊接槽的技术问题,提高了该水洗标机的焊接效果和生产效率。
16.进一步的,载料板下方设有直角梯形状的固定板,载料板通过固定板倾斜设置在水洗标机的机架上,载料板上还设有贯穿推料工位的若干推料槽,推料片上设有对应推料槽的若干推料块。倾斜设置的载料板可使落入的水洗标签前后两端自动对齐。推料槽和推料块的结构设计可防止水洗标签在载料板上卡住,提高生产效率。
17.进一步的,储签盒包括用于放置大标签的第一储签盒和用于放置小标签的第二储签盒,吸料盘包括对应第一储签盒的第一吸料盘和对应第二储签盒的第二吸料盘,第二储签盒包括:
18.底板,底板上设有用于放置水洗标签的存料工位,
19.挡料条,挡料条设于存料工位四周与底板固定连接。
20.挡料齿板,挡料齿板包括分别设于存料工位两侧的第一挡料齿板和第二挡料齿板,第一挡料齿板和第二挡料齿板对应存料工位侧均设有用于剐蹭水洗标侧面的齿纹。
21.齿板气缸,齿板气缸设于底板上与挡料齿板连接,齿板气缸可驱使挡料齿板在底板上运动加紧存料工位上的水洗标。
22.当上料装置吸取第二储签盒中最上层的水洗标后,在第二储签盒中往返运动若干次即可使挡料齿板上的齿纹对水洗标侧面反复剐蹭从而将黏在被吸取水洗标签下方的其他水洗标签甩落。有效防止第二吸料盘一次吸取多张水洗标,提高产品合格率。
23.进一步的,挡料齿板为双层结构的挡料齿板,挡料齿板一侧设有l形连接块,连接块一端与挡料齿板固定连接另一端与滑块固定连接,滑块一端伸入齿板气缸下方的滑槽内与齿板气缸连接。
24.进一步的,推料装置还包括用于固定推料片的推料架,推料架下端设有滑块,滑块下端设有用于连接滑轨的滑槽,推料架一侧与设于推料电机上的齿轮皮带固定连接,推料电机可通过齿轮皮带驱使推料架在滑轨上往返移动。
25.进一步的,滑轨、推料电机和齿轮皮带均固设于第一升降板上,推料气缸设于第一升降板下方并与之连接,推料气缸可通过第一升降板使推料片上下运动。
26.进一步的,挡料片均设于第二升降板上,对齐气缸设于第二升降板下方并与之连接,对齐气缸可通过第二升降板使挡料片在载料板中运动,对齐气缸分别设于第二升降板下方两端。
27.进一步的,超声波焊接装置包括超声波焊枪、用于控制超声波焊枪上下运动的第一焊接气缸、用于控制超声波焊枪左右运动的第二焊接气缸以及设于超声波焊枪一侧与之同步运动的下料吸盘。
28.进一步的,下料吸盘一侧还设有用于堆叠纳签盒的限位围栏,限位围栏与机架固定连接,限位围栏下方设有推盒气缸,推盒气缸可将纳签盒推至载料板一侧,下料吸盘可通过第二焊接气缸将焊接工位内的水洗标签送入纳签盒内。通过推盒气缸可实现纳签盒的自动更换,提高了产品的自动化程度。
29.与现有的技术相比,本实用新型具有如下优点:该水洗标签自动焊接机实现自动堆料、自动焊接标签以及自动下料,实现了高自动化程度的生产。推料装置和对齐装置的结合解决了水洗标签堆料速度慢、不整齐等问题,可快速、整齐的将水洗标签进行堆叠上料。同时上料装置可一次上多张水洗标签,大大提高了生产效率。
附图说明
30.下面结合附图和具体实施方式对本技术作进一步详细的说明。
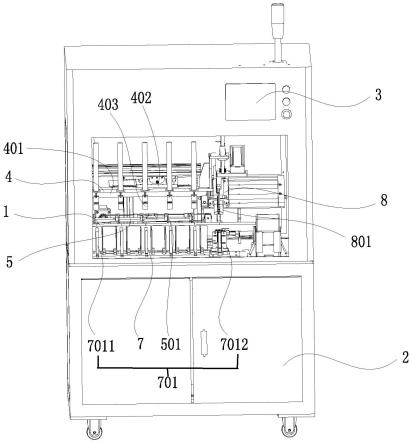
31.图1是本实用新型的一种水洗标签自动焊接机的整体结构示意图。
32.图2是本实用新型的一种水洗标签自动焊接机的部分结构示意图。
33.图3是本实用新型的一种水洗标签自动焊接机的推料装置的结构示意图。
34.图4是本实用新型的一种水洗标签自动焊接机的对齐装置的结构示意图。
35.图5是本实用新型的一种水洗标签自动焊接机的载料板的结构示意图。
36.图6是本实用新型的一种水洗标签自动焊接机的载料板的局部结构示意图。
37.图7是本实用新型的一种水洗标签自动焊接机的第二储签盒的结构示意图。
具体实施方式
38.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
39.如图1-7所示,一种水洗标签自动焊接机,包括机架2和控制装置3,机架2上还设有:
40.载料板1,如图1-4所示,载料板1上设有焊接工位101、多个上料工位102、过个推料工位103和多个对齐工位104,上料工位102上方设有上料装置4,推料工位103上方设有推料装置5,对齐工位104下方设有对齐装置6,载料板1在对齐工位104和焊接工位101处设有可供对齐装置6伸出的对齐孔105。
41.储签装置7,储签装置7设于载料板1前方,储签装置7包括与上料工位102一一对应的储签盒701。
42.上料装置4,如图1和2所示,上料装置4中包括上料架401、用于驱动上料架401前后运动的上料驱动装置402以及可在上料架401中上下运动的若干吸料盘403,吸料盘403可通过上料驱动装置402在上料工位102上方和储签盒701上方往返移动。
43.推料装置5,如图1和3所示,推料装置5包括用于推动载料板1上水洗标签的推料片501、用于驱动推料片501水平移动的推料电机502和用于驱动推料片501上下移动的推料气缸503,推料片501可将上料工位102内的水洗标签推入对齐工位104以及将对齐工位104内的水洗标签推入焊接工位101内。
44.对齐装置6,如图4所示,对齐装置6包括可从对齐孔105伸出载料板1的若干挡料片601以及用于驱动挡料片601上下移动的对齐气缸602,当推料装置5推动水洗标签进入对齐工位104或焊接工位101时挡料片601从对齐孔105伸出使水洗标签侧面与挡料片601贴合使之对齐。当上料装置4在载料板1上放入新的水洗标签后推料装置5推动载料板1上的水洗标签移动时对齐装置6从对齐孔105下方伸出使载料板1上的所有水洗标签侧面与对齐装置6的挡料片601贴合使之对齐。实现了在水洗标签焊接前快速、整齐的将水洗标签进行堆叠上料,提高了生产效率和产品质量。
45.超声波焊接装置8,超声波焊接装置8设于焊接工位101上方。
46.该水洗标签自动焊接机的运行原理为:机架2上一次设有用于放置不同水洗标签的储签盒701。为便于理解将多个储签盒701记为a储签盒701、b储签盒701、c储签盒701、d储签盒701、e储签盒701和f储签盒701,吸料盘403包括与储签盒701一一对应的a吸料盘403、b吸料盘403、c吸料盘403、d吸料盘403、e吸料盘403和f吸料盘403,上料工位102包括a上料工位102、b上料工位102、c上料工位102、d上料工位102、e上料工位102和f上料工位102。产品运行过程中a上料工位102无标签,b上料工位102有a标签,c上料工位102有a、b标签,d上料工位102有a、b和c标签,e上料工位102有a、b、c和d标签,f上料工位102有a、b、c、d和e标签;上料装置4一次吸取1-f标签6张标签分别放入1-f上料工位102中,随后推料装置5同时将a上料工位102中的水洗标签推入b上料工位102,将b上料工位102中的水洗标签推入c上料工位102
……
将f上料工位102中的水洗标签推入焊接工位101,以此循环,实现一次可上多个水洗标签。推料装置5将水洗标签推入下一个上料工位102时对齐装置6的挡料片601从对齐孔105下方伸出,推料装置5继续推动水洗标签前行直到水洗标签抵触挡料片601,此时水洗标签侧面与对齐装置6的挡料片601贴合使之对齐。
47.优选的,载料板1上端设有对应超声波焊接装置8的焊接槽106下端设有用于安装盖板气缸的容纳腔,焊接槽106设于焊接工位101处,焊接槽106上方设有与载料板1上表面贴合的活动盖板107,活动盖板107上开设有可供挡料片601穿过的滑行槽1071,活动盖板
107可通过盖板气缸在焊接槽106上方往返移动。当推料装置5将载料板1上的水洗标签推向焊接槽106时活动盖板107在盖板气缸的作用下前行进入焊接槽106位置同时对齐装置6升起,使水洗标签被顺利推至焊接槽106上方并在对齐装置6的作用下变得整齐,随后活动盖板107在盖板气缸的作用退出焊接槽106此时对齐装置6可防止水洗标签跟随活动盖板107运动使之整齐落入焊接槽106内。通过活动盖板107解决了推料装置5在拨动水洗标签时使水洗标签无法顺利进入焊接槽106的技术问题,提高了该水洗标机的焊接效果和生产效率。
48.优选的,载料板1下方设有直角梯形状的固定板108,载料板1通过固定板108倾斜设置在水洗标机的机架2上,载料板1上还设有贯穿推料工位103的若干推料槽,推料片501上设有对应推料槽的若干推料块508。倾斜设置的载料板1可使落入的水洗标签前后两端自动对齐。推料槽和推料块508的结构设计可防止水洗标签在载料板1上卡住,提高生产效率。
49.优选的,储签盒701包括用于放置大标签的第一储签盒7011和用于放置小标签的第二储签盒7012,吸料盘403包括对应第一储签盒7011的第一吸料盘403和对应第二储签盒7012的第二吸料盘403,第二储签盒7012包括:
50.底板7013,底板7013上设有用于放置水洗标签的存料工位,
51.挡料条7014,挡料条7014设于存料工位四周与底板7013固定连接。
52.挡料齿板7015,挡料齿板7015包括分别设于存料工位两侧的第一挡料齿板7015和第二挡料齿板7015,第一挡料齿板7015和第二挡料齿板7015对应存料工位侧均设有用于剐蹭水洗标侧面的齿纹。
53.齿板气缸7016,齿板气缸7016设于底板7013上与挡料齿板7015连接,齿板气缸7016可驱使挡料齿板7015在底板7013上运动加紧存料工位上的水洗标。
54.当上料装置4吸取第二储签盒7012中最上层的水洗标后,在第二储签盒7012中往返运动若干次即可使挡料齿板7015上的齿纹对水洗标侧面反复剐蹭从而将黏在被吸取水洗标签下方的其他水洗标签甩落。有效防止第二吸料盘403一次吸取多张水洗标,提高产品合格率。
55.优选的,挡料齿板7015为双层结构的挡料齿板7015,挡料齿板7015一侧设有l形连接块,连接块一端与挡料齿板7015固定连接另一端与滑块505固定连接,滑块505一端伸入齿板气缸7016下方的滑槽内与齿板气缸7016连接。
56.优选的,推料装置5还包括用于固定推料片501的推料架504,推料架504下端设有滑块505,滑块505下端设有用于连接滑轨506的滑槽,推料架504一侧与设于推料电机502上的齿轮皮带固定连接,推料电机502可通过齿轮皮带驱使推料架504在滑轨506上往返移动。
57.优选的,滑轨506、推料电机502和齿轮皮带均固设于第一升降板507上,推料气缸503设于第一升降板507下方并与之连接,推料气缸503可通过第一升降板507使推料片501上下运动。
58.优选的,挡料片601均设于第二升降板603上,对齐气缸602设于第二升降板603下方并与之连接,对齐气缸602可通过第二升降板603使挡料片601在载料板1中运动,对齐气缸602分别设于第二升降板603下方两端。
59.优选的,超声波焊接装置8包括超声波焊枪801、用于控制超声波焊枪801上下运动的第一焊接气缸802、用于控制超声波焊枪801左右运动的第二焊接气缸803以及设于超声波焊枪801一侧与之同步运动的下料吸盘9。
60.优选的,下料吸盘9一侧还设有用于堆叠纳签盒11的限位围栏10,限位围栏10与机架2固定连接,限位围栏10下方设有推盒气缸,推盒气缸可将纳签盒11推至载料板1一侧,下料吸盘9可通过第二焊接气缸803将焊接工位101内的水洗标签送入纳签盒11内。通过推盒气缸可实现纳签盒11的自动更换,提高了产品的自动化程度。
61.与现有的技术相比,本实用新型具有如下优点:该水洗标签自动焊接机实现自动堆料、自动焊接标签以及自动下料,实现了高自动化程度的生产。推料装置5和对齐装置6的结合解决了水洗标签堆料速度慢、不整齐等问题,可快速、整齐的将水洗标签进行堆叠上料。同时上料装置4可一次上多张水洗标签,大大提高了生产效率。
62.以上所述仅是本技术的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本技术的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。