1.本实用新型属于非金属带孔法兰成型装置技术领域,具体涉及一种非金属带孔法兰一次成型装置。
背景技术:
2.现有的注塑法兰多是通过注塑设备实现生产,但针对一些直径稍微大一些的注塑法兰生产较为困难,例如直径dn500mm-dn1400mm这个范围的注塑法兰,其无法生产的主要原因是随着法兰直径的增加,其厚度也要增加,相应的注塑压力也需要很大,所以难实现工业化和规模化生产,并且随着注塑法兰直径的增大,其注塑模具的制作难度与成本也呈倍数增长。再者,直径在dn300mm以上的注塑法兰只能是首先注塑成圆盘形,然后再按照国标加工法兰孔,不但生产效率低,精度差还浪费人工。
3.针对现有技术上的弊端,作为本领域技术人员,如何通过技术改善,设计一款注塑成型设备,其能实现注塑法兰一体成型并且可在法兰成型的同时实现法兰孔的同步加工。
技术实现要素:
4.为克服现有技术不足,本实用新型提供了一种非金属带孔法兰一次成型装置,其通过注塑设备与转盘模具相结合,通过新颖的加工装置实现法兰的一体成型。
5.为实现上述技术目的,本实用新型采用以下方案:一种非金属带孔法兰一次成型装置,其包括挤出机和成型机台,成型机台上设置有转盘,所述的转盘的顶部设置有成型模具;挤出机上配合成型模具设置有布料器;成型模具的上部设置有压辊对旋转中的成型模具挤压实现法兰受压成型。
6.所述的挤出机上延伸设置有出料管,在出料管的下部设置有多流道布料器。
7.所述的压辊为锥度结构设置,其朝向成型模具模具中心处的直径小与外部直径。
8.所述的压辊上设置有驱动装置,通过驱动装置实现压辊与成型模具相对位置的调整。
9.所述的压辊的内部设置有冷却腔,压辊上连接有冷却管路实现对压辊的冷却降温。
10.所述的成型模具固定在转盘上部,其为环状凹槽设计,环状凹槽的内部设置有若干法兰孔预埋柱钉。
11.所述的成型模具内水平环形套装设置有多个环状凹槽。
12.本实用新型的有益效果为:本实用新型通过以上设置,其设置有一个挤出机和成型机台,通过挤出机台实现供料,挤出机台上设置有转盘,转盘的顶部设置有成型模具;本装置在挤出机上配合成型模具设置有布料器;成型模具的上部设置有压辊对旋转中的成型模具挤压实现法兰受压成型,其通过以上结构设置,可在挤出机台供料的同时实现对成型产品的挤压以及法兰孔的成型。
13.本实用新型结构设计新颖,使用方便,制作的产品精度高,在效率上较现有技术有
了很大提升,是一种理想的非金属带孔法兰一次成型装置。
附图说明
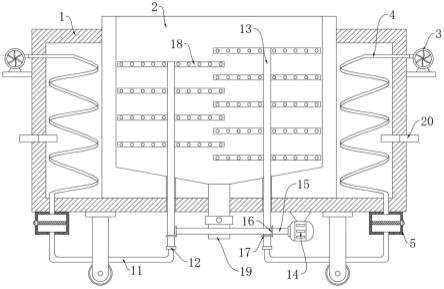
14.图1为本实用新型主视结构示意图;
15.图2为成型机台剖视结构示意图;
16.图3为成型模具俯视结构示意图;
17.图4为压辊内部截面结构示意图;
18.附图中,1、挤出机,11、出料管,12、多流道布料器,2、压辊支撑架,21、轴承组合,22、固定轴,23、驱动装置,24、压辊,241、冷却腔,242、冷却水进口,243、冷却水出口,3、成型机台,31、机台底座,32、驱动电机,33、变速箱,34、转盘,35、转盘固定面,4、成型模具,41、法兰模具腔室,42、阻隔板,43、法兰孔预埋柱钉。
具体实施方式
19.参看附图所示,本实用新型公开了一种非金属带孔法兰一次成型装置,如附图所示,其包括一个挤出机1和一个成型机台3,所述的挤出机1朝向成型机台3设置有出料管11,在出料管11的底部设置有多流道布料器12,所述的多流道布料器朝向成型机台3设置用以提供流动物料,采用多流道布料器12的目的是为了出料均匀。
20.所述的成型机台3包括一个机台底座31,所述的机台底座31上设置有驱动电机32以及变速箱33,通过驱动电机32以及变速箱33实现对转盘34的转动控制。本实用新型在转盘34的顶部设置有成型模具4,所述的成型模具4固定在转盘34上部,其为环状凹槽设计,为提高产能以及产品多样性或者多型号共用一套模具,所述的成型模具4内水平环形套装设置有多个尺寸的环状凹槽41,多个环状凹槽41之间通过阻隔板42间隔,每个环状凹槽的内部皆均布设置有若干法兰孔预埋柱钉43,通过此种结构实现成型过程中多尺寸法兰与法兰孔一体成型。
21.在设备运行过程中,应注意:压辊24的形状必须是锥型,其锥度大小与成型模具4最外圆和最小圆的旋转线速度有关,也就是对于任意两个不同直径的大小圆,虽然它们的旋转圆心相同,转速也相同,但这两个圆上的任意一点的线速度是不同的,即直径越大,线速度越快,直径越小线速度就小。所以,为控制线速度,所述的压辊24为锥度设计,其朝向成型模具模具中心处的直径小与外部直径。压辊24通过左右两端的固定轴22和轴承组合21组合后再和压辊支撑架2固定至一体,所述的压辊支撑架和外部的驱动装置23连接,其可在法兰成型时挤压施力,所得到的产品的表面光滑整洁。
22.还应注意:本装置中的压辊24必须通入冷却水进行降温,以避免压辊24表面的温度由于热量的积累而升高,造成物料粘结在压辊上。所述的压辊24的内部设置有冷却腔241,压辊24的左右两端设置有冷却水进口242和冷却水出口243,以上结构接入冷却水即可实现降温作用,只要在挤压过程中将物料的表皮冷却下来,其挤压的成品法兰的光滑度即达到实际需求。
23.进一步的,本装置在压辊24两头安装密封型旋转接头,其可实现压辊24在转动下持续供冷水。
24.总结,本实用新型通过以上结构,其将成型模具4的规格设计为成系列配置,直径
从dn300—dn3000mm的法兰均可同步生产,同时,在满足国家标准尺寸的基础上,以大套小,每个成型模具4最少同时可以生产3-4种规格法兰,可大大提高生产效率。
25.本实用新型结构设计新颖,使用方便,精度高,效率高,是一种理想的非金属带孔法兰一次成型装置。
技术特征:
1.一种非金属带孔法兰一次成型装置,其特征在于:其包括挤出机和成型机台,成型机台上设置有转盘,所述的转盘的顶部设置有成型模具;挤出机上配合成型模具设置有布料器;成型模具的上部设置有压辊。2.如权利要求1所述的非金属带孔法兰一次成型装置,其特征在于:所述的挤出机上设置有布料器。3.如权利要求1所述的非金属带孔法兰一次成型装置,其特征在于:所述的压辊为锥度结构设置,其朝向成型模具的模具中心处的直径小与外部直径。4.如权利要求1所述的非金属带孔法兰一次成型装置,其特征在于:所述的压辊上设置有驱动装置。5.如权利要求1所述的非金属带孔法兰一次成型装置,其特征在于:所述的压辊的内部设置有冷却腔,压辊上连接有冷却管路实现对压辊的冷却降温。6.如权利要求1所述的非金属带孔法兰一次成型装置,其特征在于:所述的成型模具固定在转盘上部,其为环状凹槽设计,环状凹槽的内部设置有若干法兰孔预埋柱钉。7.如权利要求6所述的非金属带孔法兰一次成型装置,其特征在于:所述的成型模具内水平环形套装设置有多个环状凹槽。
技术总结
本实用新型公开了一种非金属带孔法兰一次成型装置,其设置有一个挤出机和成型机台,通过挤出机台实现供料,挤出机台上设置有转盘,转盘的顶部设置有成型模具;本装置在挤出机上配合成型模具设置有布料器;成型模具的上部设置有压辊对旋转中的成型模具挤压实现法兰受压成型,其通过以上结构设置,可在挤出机台供料的同时实现对成型产品的挤压以及法兰孔的成型。本实用新型结构设计新颖,使用方便,制作的产品精度高,在效率上较现有技术有了很大提升,是一种理想的非金属带孔法兰一次成型装置。装置。装置。
技术研发人员:郭锴
受保护的技术使用者:衡水伯维环保工程有限公司
技术研发日:2022.06.01
技术公布日:2022/10/28
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。