1.本技术涉及显示技术领域,特别涉及一种复合胶带和显示模组。
背景技术:
2.复合胶带是由多种不同的材料共同组合而成的胶带,目前,通常将复合胶带贴附于支撑膜的背面,从而对模组进行保护,以及提升模组强度。然而现有的贴附工艺中,为了提升贴附效果,降低贴附产生的气泡,通常在复合胶带中设置网格胶层避免在贴附时产生气泡,但是网格胶层的成本较高,因此,如何降低复合胶带在贴附时所产生的气泡,并且降低复合胶带的成本,成为当前所需解决的问题。
技术实现要素:
3.鉴于上述问题,本技术的目的在于提供一种复合胶带,使得复合胶带降低贴附所产生的气泡,并且降低复合胶带的成本,具体方案如下:第一方面,本技术实施例提供了一种复合胶带,所述复合胶带包括:泡棉层、胶层和铜箔层;所述铜箔层与所述胶层相邻;所述胶层与所述泡棉层相邻;所述泡棉层具有缓冲排气结构。
4.可选的,所述泡棉层包括第一泡棉层和第二泡棉层;所述第一泡棉层用于进行缓冲;所述第二泡棉层用于进行排气。
5.可选的,所述第一泡棉层与所述第二泡棉层相邻;所述第一泡棉层到所述铜箔层之间的距离小于所述第二泡棉层到所述铜箔层之间的距离。
6.可选的,所述第一泡棉层包括半开孔类型泡棉。
7.可选的,所述第二泡棉层包括开孔类型泡棉。
8.可选的,所述第二泡棉层中的开孔气泡的孔面朝向远离所述铜箔层的一侧。
9.可选的,所述第二泡棉层具有高密度开孔气泡结构。
10.可选的,所述泡棉层为表面包括蚀刻孔的泡棉层。
11.可选的,所述泡棉层为表面包括网格纹的泡棉层。
12.第二方面,本技术实施例公开了一种显示模组,所述显示模组包括:显示面板以及上述任意一种复合胶带,所述复合胶带贴附于所述显示面板的表面。
13.相对于现有技术,本技术具有以下有益效果:本技术通过设计一种复合胶带,使复合胶带具有缓冲排气结构的泡棉层,通过具有缓冲排气结构的泡棉层避免复合胶带进行贴附时所产生的气泡,并且由于泡棉层的成本较低,从而降低了制作复合胶带的成本。
附图说明
14.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
15.图1为现有技术中的复合胶带的组成结构;图2为本技术实施例提供的一种复合胶带的组成结构;图3(a)为本技术实施例中对复合胶带进行反切的示意图;图3(b)为反切后的铜箔层表面的示意图;图4(a)为本技术实施例中对现有技术中的复合胶带进行正切的示意图;图4(b)为正切后的铜箔层表面的示意图;图5为本技术实施例提供的另一种复合胶带的组成结构;图6为本技术实施例提供的又一种复合胶带的组成结构;图7为本技术实施例提供的另外一种复合胶带的组成结构;图8为本技术实施例提供的一种显示模组。
具体实施方式
16.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
17.本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”、“第三”“第四”等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的实施例能够以除了在这里图示或描述的内容以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
18.如图1所示,现有技术中的复合胶带的组成结构由上到下分别为网格胶层101、泡棉层102和铜箔层103,通过设置网格胶层101进行排气,从而提高复合胶带的贴附效果。但是网格胶层的制作成本较高,从而导致现有的复合胶带的制作成本过高,有鉴于此,本技术实施例提供了一种能够提高复合胶带的贴附效果,且成本相对较低的复合胶带。
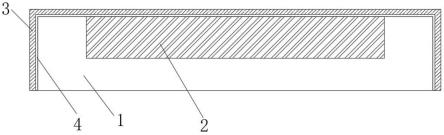
19.如图2所示,本技术实施例公开了一种复合胶带,所述复合胶带包括:泡棉层201、胶层202和铜箔层203;所述铜箔层203与所述胶层202相邻;所述胶层202与所述泡棉层201相邻;所述泡棉层201具有缓冲排气结构。
20.复合胶带的组成结构由上至下分别为泡棉层201、胶层202和铜箔层203,胶层202用于对泡棉层201和铜箔层203进行粘连。通过采用具有缓冲排气结构的泡棉层201,使得复
合胶带在进行贴附时能够通过复合胶带中的泡棉层201进行排气,无需在复合胶带中增加网格胶层,在保证了复合胶带的贴附效果的同时,有效降低复合胶带的制作成本。
21.需要说明的是,由于现有技术中的复合胶带具备网格胶层,若对具备网格胶层的复合胶带进行反切,会导致复合胶带中的网格胶层被破坏,使网格胶层无法正常排气,无法达到良好的贴附效果,所以若想使现有技术中的复合胶带能够正常进行排气,只能通过正切的形式进行裁剪。然而在通过正切的方式对现有的复合胶带进行裁剪时,由于裁剪时复合胶带所受到的刀压得不到缓冲,会导致复合胶带中的铜箔层出现压印。
22.由于本技术实施例通过具有缓冲排气结构的泡棉层进行缓冲和排气,复合胶带中不包含网格胶层,所以在对本技术实施例中的复合胶带进行反切时,并不会破坏复合胶带的排气结构,使得本技术实施例可以通过反切的方式对复合胶带进行裁剪,避免了在对复合胶带进行裁剪时所产生的铜箔层出现压印的问题。
23.为便于理解,下面对本技术实施例中的正切和反切的具体形式进行说明:如图3(a)所示,反切具体为将刀锋由复合胶带中的泡棉层向铜箔层方向进行切割。
24.当对本技术实施例中的任意一种复合胶带进行反切时,由于本技术实施例具有泡棉层,泡棉层不会因为反切而影响排气效果,且泡棉层具有缓冲结构,对反切时的刀锋压力进行缓冲,避免由于裁剪而在铜箔层产生压印,裁剪后的铜箔层表面如图3(b)所示。
25.如图4(a)所示,正切具体为将刀锋由保护膜向铜箔层方向进行切割,泡棉层在铜箔层下方,在此并未示出,保护膜为模组装置过程中撕离的膜。
26.当对现有技术中的复合胶带进行正切时,由于保护膜材质较硬,导致刀压转移到铜箔层表面,形成压印,裁剪后的铜箔层表面如图4(b)所示。
27.本技术实施例通过具有缓冲排气结构的泡棉层对复合胶带进行排气,无需在复合胶带中增加网格胶层,从而在保障复合胶带具备排气性的同时降低了复合胶带的制作成本,并且由于本技术实施例中的复合胶带并不具备网格胶层,所以对本技术实施例中的复合胶带进行反切并不会破坏复合胶带的排气结构,使得本技术实施例中的复合胶带能够通过反切的方式进行裁剪,避免了对复合胶带进行裁剪时铜箔层出现压印的情况。
28.如图5所示,在一种可能的实现方式中,所述泡棉层包括第一泡棉层502和第二泡棉层501;所述第一泡棉层502用于进行缓冲;所述第二泡棉层501用于进行排气。
29.通过第一泡棉层502和第二泡棉层501共同组成具备缓冲排气结构的泡棉层,第一泡棉层502用于在对复合胶带进行反切时所受到的刀锋压力进行缓冲,从而避免铜箔层504受到刀锋压力而产生压印。第二泡棉层501用于在使用复合胶带进行贴附时,对复合胶带中的气体进行排气,避免复合胶带贴合后产生气泡,从而提升贴附良率,且第二泡棉层501的排气效果不会受到反切的影响。
30.需要说明的是,可以根据实际需求将第一泡棉层502替换为其他具有缓冲性能的材料,如塑料类型缓冲材料、纸质类型缓冲材料等。
31.在一种可能的实现方式中,所述第一泡棉层502与所述第二泡棉层501相邻;所述第一泡棉层502到所述铜箔层504之间的距离小于所述第二泡棉层501到所述
铜箔层504之间的距离。
32.复合胶带的组成结构由上到下依次为第二泡棉层501、第一泡棉层502、胶层503和铜箔层504。通过使第二泡棉层501在第一泡棉层502的上方,使得在对复合胶带进行贴附时,第一泡棉层502中的气体能够在受到挤压时随着受到的外界压力从第一泡棉层502中转移至第二泡棉层501中,最终从第二泡棉层501中排出至外界,从而使得第二泡棉层501能够更好的将第二泡棉层501与第一泡棉层502中的气体排出,避免复合胶带在进行贴附时仍存在残留的气体,提高复合胶带的排气效果。并且,复合胶带中的第一泡棉层502的厚度大于第二泡棉层501的厚度,通过采用厚度较大的泡棉层做为第一泡棉层502,使得第一泡棉层502具备较好的缓冲性能,从而对在对复合胶带反切时所受到的刀锋压力进行缓冲,避免铜箔层504由于受到刀锋压力而产生压印。
33.需要说明的是,第一泡棉层502和第二泡棉层501的具体厚度可以根据实际需求进行设置,在此不对其进行限定。
34.在一种可能的实现方式中,所述第一泡棉层502包括半开孔类型泡棉。
35.选用半开孔类型泡棉做为第一泡棉层502,使得第一泡棉层502具备较好的回弹性,从而保证第一泡棉层502具备较高的缓冲性能,避免在对复合胶带进行裁剪时产生压印。并且,由于半开孔类型泡棉还包括部分互相连通的气泡,具有排气功能,所以将半开孔类型泡棉做为第一泡棉层能够在保证缓冲性能的同时加快排气效率,提高排气效果。
36.需要说明的是,可以根据实际需求选择开孔、半开孔、闭孔的泡棉层做为第一泡棉层。
37.下面分别对开孔泡棉层、半开孔泡棉层和闭孔泡棉层进行说明:开孔泡棉层为泡棉中的相邻气泡之间有开孔连通的泡棉层,开孔的形状可以为三角形、圆形、长方形等形状,并且开孔大小可根据实际情况自由设定,通过使泡棉中的各个气泡相互连接使得开孔泡棉层能够使空气自由通过,提高排气效率。
38.半开孔泡棉层为同时包括互相连通的气泡和各自独立的气泡的泡棉层,由于同时具有独立气泡和连通的气泡,使得半开孔泡棉层在能够进行排气的同时具有较好的回弹性。
39.闭孔泡棉层为泡棉中的气泡各自独立闭合,各个气泡之间没有相通相连,从而使得闭孔泡棉层具有较好的隔热和缓冲性能。
40.在一种可能的实现方式中,所述第二泡棉层501包括开孔类型泡棉。
41.选用开孔类型泡棉做为第二泡棉层501,从而使得第二泡棉层501中的气体在不受外力的情况下能够自由通过,并且在复合胶带受到压力时向外排出气体,使得在对复合胶带进行贴附时,能够通过挤压的方式排出复合胶带中的气体,避免贴附时由于复合胶带中的气体未排尽而产生气泡,增强复合胶带的贴附效果。
42.在一种可能的实现方式中,所述第二泡棉层501中的开孔气泡的孔面朝向远离所述铜箔层504的一侧。
43.通过使第二泡棉层501中的开孔气泡的孔面朝向远离铜箔层504的一侧,使得在对复合胶带进行贴附时,气体能够更好的通过挤压从复合胶带中排出到外界,提高排气效率,避免复合胶带贴合后产生气泡,提高复合胶带贴附良率。
44.在一种可能的实现方式中,所述第二泡棉层501具有高密度开孔气泡结构。
45.通过使第二泡棉层501具备高密度开孔气泡结构,使得气体能够更好的在第二泡棉层501中的各个气泡之间自由流通,提高复合胶带的排气效率。
46.需要说明的是,开孔的密度可以根据实际需求进行调整。
47.如图6所示,本技术实施例还提供了一种复合胶带,所述泡棉层601包括表面为蚀刻孔的泡棉层。
48.采用半开孔类型的泡棉做为泡棉层601,复合胶带的结构由上到下依次为泡棉层601、胶层602、铜箔层603。在泡棉层601的表面蚀刻出高密度的排气孔结构,蚀刻孔的深度、大小以及形状可以根据实际需求进行设定,使得泡棉层601在具备缓冲性能的同时具有较好的排气性能,能够在对复合胶带进行贴附时通过挤压复合胶带,使得复合胶带中的气体由泡棉层601表面的蚀刻孔排出。并且,在泡棉层的表面蚀刻出蚀刻孔的制作工艺更加简单,便于量产。
49.需要说明的是,蚀刻孔均匀的分布在泡棉层601的表面上,从而在挤压复合胶带时,复合胶带中的气体能够均匀的从泡棉层601表面上的各个蚀刻孔中排出,使得泡棉层601表面各个位置的排气效率相同,避免出现复合胶带中的部分区域已经排气完成,但另一部分仍处于排气状态的情况。
50.本技术实施例通过采用表面具有高密度蚀刻孔的泡棉层,避免对复合胶带进行贴附时产生气泡,并且由于制作泡棉层的成本较低,降低了制作复合胶带的成本。同时,由于表面为蚀刻孔的泡棉层已经具备排气功能,所以无需再在复合胶带中添加网格胶层以实现对胶带的排气,从而使得在对复合胶带进行反切时并不会破坏复合胶带的排气结构,使得本技术实施例中的复合胶带能够通过反切的方式进行裁剪,并在反切时通过泡棉层对复合胶带受到的刀压进行缓冲,避免了对复合胶带进行裁剪所导致的铜箔层出现压印的情况。
51.如图7所示,本技术实施例提供了另外一种复合胶带,所述泡棉层包括表面为网格纹的泡棉层701。
52.采用半开孔类型的泡棉做为泡棉层701,复合胶带的结构由上到下依次为泡棉层701、胶层702、铜箔层703,泡棉层701的表面具有高密度的网格纹,需要说明的是,可以结合实际需求对泡棉层表面的纹路进行替换,如三角形、梯形等其他形状的纹路,并且纹路的深度可结合实际需求进行设置,使得泡棉层701同时具备缓冲功能和排气功能。从而在对复合胶带进行贴附时通过泡棉层701表面的网格纹进行排气,并在对复合胶带进行裁剪时通过泡棉层对刀锋压力进行缓解,避免铜箔层出现压印。
53.本技术实施例通过采用表面具有网格纹的泡棉层,从而无需在复合胶带中增加网格胶层,便避免了在对复合胶带进行贴附时所产生的气泡,并且由于泡棉层的成本较低,实现了对制作复合胶带的成本的降低。同时,由于表面为网格纹的泡棉层已经具备排气功能,无需再添加网格胶层进行排气,使得复合胶带中的排气结构并不会因为反切而受到影响,所以本技术实施例中的复合胶带能够通过反切的方式进行裁剪,并在反切时通过复合胶带中的泡棉层对受到的刀压进行缓冲,避免了对复合胶带进行裁剪所导致的铜箔层出现压印的情况。
54.在一种可能的实现方式中,复合胶带还包括保护膜层。
55.铜箔层位于保护膜层与泡棉层之间,保护膜层用于避免铜箔层表面产生划痕。需要说明的是,保护膜层的材料可根据实际情况进行选择,本技术实施例中采用聚对苯二甲
酸乙二醇酯(polyethylene terephthalate,pet)做为保护膜层的材料。通过在复合胶带中设置保护膜层,使得保护膜层对铜箔层进行保护,避免铜箔层表面由于受到外力而出现划痕,便于进行复合胶带的存储,增加复合胶带的实用性。
56.在一种可能的实现方式中,复合胶带还包括离型膜层。
57.离型膜层位于保护膜层与铜箔层之间,使得在模组组装制程中复合胶带中的保护膜层更容易进行剥离,避免出现保护膜粘连难以剥离的情况。
58.在一种可能的实现方式中,保护膜层的厚度为0.05毫米,铜箔层的厚度为0.05毫米,泡棉层的厚度为0.15毫米。
59.如图8所示,本技术实施例还提供了一种显示模组,所述显示模组包括:显示面板以及上述任意一种复合胶带,所述复合胶带贴附于所述显示面板的表面。
60.复合胶带806为上述任意一种复合胶带,玻璃盖板(cover lens,lens)801、光学透明胶(optically clear adhesive,oca)802、偏光片(polarize,pol)803、显示面板804、支撑膜(backplate,bp)805为柔性oled显示模组的堆叠。通过上述任意一种具有缓冲排气结构的复合胶带,避免复合胶带在进行贴附时产生气泡,并且由于复合胶带中的泡棉层的成本较低,从而降低了显示模组的成本。
61.最后,还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
62.对所公开的实施例的上述说明,使本领域技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本技术将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。