1.本发明涉及一种修改金属物体的方法和系统。
背景技术:
2.在现有技术中,现有技术的管或管道10可以成形为使得它包括沿其长度的纵向开口12(图1a、1b)。可以通过弯曲相对厚的一块钢形成管或管道10,沿其长度留下开口12。用于填充开口的已知方法通常会沿着纵向开口12(图1a、1b)的边缘产生“热影响区”(未示出)。已知产生热影响区并不是人们所期望一个结果,因为热影响区通常是管的弱化部分。
3.在图1c中,示出了现有技术的损坏的管或管道10’的部分剖视图。(如接下来所述,本发明的实施例在附图的平衡中示出。)管或工件可能受到各种损坏。在所示示例中,周向裂纹或开口“c
1”(即,至少部分径向)和细长的大致轴向裂纹或开口“c
2”(即,至少部分平行于管10’的纵向轴线)已经在管10’中形成。然而,填充这些裂纹或开口的已知方法的缺点是会在管子10’中产生热影响区,这会削弱管10’。
4.美国专利no.6,637,642中公开了固态焊接,其中两个加热的金属管中的一个金属管在管接合以将管端对端焊接在一起时旋转。固态焊接的其中一个优点在于可以实现焊接,而不会在使用这种技术连接在一起的管子中产生热影响区。管端形成金属键,具有相对均匀的晶体结构。然而,固态焊接需要施加大量的热量和力,并且尚未用于修复或修改具有多种构造的金属工件。
技术实现要素:
5.由于上述原因,现需要一种用于修改金属物体的方法和系统,其克服或减轻现有技术的一个或多个缺陷或缺点。
6.从广义上讲,本发明提供了一种至少部分填充由金属制成的工件中的一个或多个开口的方法,该开口至少部分地由一个或多个开口壁限定,一个或多个开口壁具有一个或多个开口壁表面。所述方法包括提供可与所述金属金属地结合的嵌件。所述嵌件形成为至少部分地紧密接合到开口中。所述嵌件具有一个或多个嵌件接合表面,该接合表面形成为与一个或多个开口壁表面接合。在第一非氧化气氛中将开口壁表面加热至热加工温度,在该热加工温度下,开口壁表面可塑性变形。而且,在第二非氧化气氛中将所述嵌件接合表面加热到热加工温度,在该热加工温度下,嵌件接合表面可塑性变形。使嵌件进行接合运动,以相对于开口壁表面移动嵌件接合表面。当使嵌件进行接合运动时,并且当嵌件接合表面和开口壁表面处于热加工温度时,嵌件还进行移位运动,以将嵌件至少部分地移动到开口中,用于在嵌件进行接合运动时使嵌件接合表面与开口壁表面接合,以在开口壁表面和嵌件接合表面在它们彼此接合时引起塑性变形,用于在嵌件和工件之间至少部分地产生金属结合。让嵌件和工件冷却,使嵌件和工件凝固在一起。
附图说明
7.参考附图将更好地理解本发明,其中:
8.图1a (也如前所述)是现有技术的金属管的等距视图,其中金属管内形成有纵向间隙;
9.图1b(也如前所述)是图1a的管的横截面,按较大比例绘制;
10.图1c(也如前所述)是按较小比例绘制的现有技术的另一种金属管的局部等距视图,该金属管包括一个或多个在其中形成的开口或裂缝;
11.图2a是按较大比例绘制的本发明的嵌件的一个实施例和其他元件在嵌件移位到金属工件的开口中之前的横截面;
12.图2b是按较小比例绘制的图2a的金属工件的横截面,其中嵌件位于开口中;
13.图2c是按较大比例绘制的图2a和2b的金属工件的横截面,其中嵌件位于开口中;
14.图2d是按较大比例绘制的其中有开口的另一工件和本发明的嵌件的替代实施例的横截面;
15.图2e是图2d的工件的横截面,其中图2d的嵌件位于开口中;
16.图3a是本发明的嵌件的另一个实施例在嵌件移位到金属工件的开口中之前的横截面;
17.图3b是按较小比例绘制的图3a的金属工件的横截面,其中嵌件位于开口中;
18.图3c是按较大比例绘制的金属工件和位于工件中的开口中的本发明的嵌件的另一个实施例的横截面;
19.图3d是按较小比例绘制的位于金属工件的开口中的嵌件的一个实施例的局部等距视图;
20.图3e是按较小比例绘制的工件的局部横截面,其中嵌件的实施例位于工件的开口中,嵌件向内移位;
21.图3f是工件的局部横截面,其中本发明嵌件的实施例位于工件的开口中,嵌件向外移位;
22.图3g是按较大比例绘制的图3a的工件和嵌件的局部横截面;
23.图3h是其中具有开口的另一个工件和本发明的嵌件的替代实施例的横截面;
24.图3i是图3h的工件的横截面,图3h的嵌件位于开口中;
25.图4a是按较小比例绘制的工件的俯视图,其中本发明的管嵌件的实施例在该工件上;
26.图4b是按较大比例绘制的工件和在管嵌件向工件移位之前的图4a的管嵌件的横截面;
27.图4c是图4a和4b的工件和管嵌件的横截面,其中图4a和4b中的管嵌件与工件结合;
28.图5a是本发明的嵌件的另一个实施例和金属工件在管嵌件向工件移位之前的横截面;
29.图5b是图5a的金属工件的横截面,其中管嵌件与金属工件结合;
30.图6a是按较小比例绘制的其中具有缺陷区域的金属工件的平面图;
31.图6b是图6a的工件的平面图,其中去除了工件上的缺陷区域,以在其中提供开口;
32.图6c是图6a和6b的工件的平面图,其中第一嵌件位于开口中以提供部分修复的工件;
33.图6d是图6c的部分修复的工件的横截面;
34.图6e是图6c的部分修复的工件的另一个横截面;
35.图6f是按较大比例绘制的图6c的部分修复的工件的局部平面图;
36.图6g是按较小比例绘制的图6c的部分修复的工件的平面图,其中工件中形成有补充开口;
37.图6h是图6g的工件的横截面,其中第二嵌件位于补充开口之一中,与部分修复的工件结合;
38.图7a是按较小比例绘制的另一个部分修复的工件的平面图;
39.图7b是图7a的部分修复的工件的横截面;
40.图7c是图7a的部分修复的工件的另一个横截面;
41.图7d是按较小比例绘制的图7a的部分修复的工件的平面图,其中工件中形成有补充开口;
42.图7e是图7d的工件的横截面,其中第二嵌件位于补充开口之一中,与部分修复的工件结合;和
43.图7f是已修复的图7a-7e的工件的平面图。
具体实施方式
44.在附图中,相同的附图标记自始至终指示对应的元件。特别地,为了简化描述,再次结合下文的具体实施方式使用图1a-1c中使用的附图标记,不同点在于每个这样的附图标记增加100(或根据情况而定其整数倍),其中元件对应于图1a-1c中所示的元件。
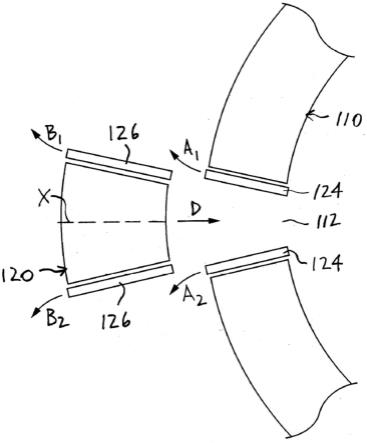
45.首先现在参照图2a-3i来描述用于至少部分地填充由金属制成的工件110中的一个或多个开口112的根据本发明的方法的实施例。例如,在图3g中可以看出,开口112至少部分地由具有一个或多个开口壁表面118的一个或多个开口壁116限定。在实施例中,该方法优选地包括提供嵌件120,该嵌件120包括可与金属金属地结合的嵌件材料。本领域技术人员也将了解可相互金属地结合的材料。
46.如接下来所述,嵌件120优选地形成为至少部分地适配放入开口112中。优选地,嵌件120具有一个或多个嵌件接合表面122(图3g),一个或多个嵌件接合表面122形成为与一个或多个开口壁表面118接合。
47.优选地,在第一非氧化气氛中将开口壁表面118加热到热加工温度。如接下来所述,当开口壁表面118加热到热加工温度时,开口壁表面118可塑性变形。还优选的是,在第二非氧化气氛中将嵌件接合表面122加热到热加工温度。当嵌件接合表面122也被加热到热加工温度时,嵌件接合表面122也可塑性变形。
48.热加工温度低于金属的熔化温度。应当理解,为了本文的目的,“热加工温度”实际上可以是温度范围。本领域技术人员会知道任何特定金属的合适的热加工温度,以及适合于此的合适的非氧化气氛。
49.优选地,嵌件120进行接合运动,以相对于一个或多个开口壁表面118移动嵌件接合表面122。如接下来所述,接合运动可以是摆动运动或振动运动。在嵌件120进行接合运动
时,当嵌件接合表面122和开口壁表面118处于热加工温度时,嵌件120优选地也进行移位运动,以将嵌件120至少部分移入开口112中,以使一个或多个嵌件接合表面122与一个或多个开口壁表面118接合。
50.如接下来所述,嵌件120优选地同时进行接合运动和移位运动,以使移动的一个或多个嵌件接合表面122与一个或多个开口壁表面118接合,从而在一个或多个开口壁表面118和一个或多个嵌件接合表面122彼此接合时使其塑性变形,以至少部分地在嵌件120和工件110之间形成金属结合。最后,使嵌件120和工件110冷却,以将嵌件120和工件110固化在一起。
51.本领域技术人员将理解,应在一个或多个开口壁表面118和一个或多个嵌件接合表面122加热和随后的接合之前对其进行适当地准备(例如,进行清洁)。本领域技术人员也将了解合适的表面准备技术。
52.在图3g所示的示例中,开口112至少部分地由两个开口壁表面118限定。开口壁表面118可以通过任何合适的方式加热到热加工温度。例如,在图2a中,两个开口表面加热元件124被示为分别位于靠近两个开口壁表面118的位置。此外,图2a中还示出了两个嵌件加热元件126,用于将嵌件接合表面122分别加热到热加工温度。
53.一旦开口壁表面加热元件124将开口壁表面118加热到热加工温度,就如箭头“a
1”、“a
2”(图2a、3a)所示移除开口壁表面加热元件124。一旦嵌件接合表面122已经被加热到热加工温度,就如箭头“b
1”、“b
2”所示(图2a、3a)移除嵌件加热元件126。
54.嵌件120在进行接合运动时(如图3d中的箭头“y”所示)被移动(即,移位)到开口118中,如图3d和3ga的箭头“d”所示。如上所述,热加工温度是嵌件接合表面122和开口壁表面118出现其塑性变形的温度。在嵌件120进行接合运动的同时,嵌件120移位以接合工件110。在接合时,嵌件接合表面122接合开口壁表面118。当嵌件120接合工件110时,嵌件120仍进行接合运动,以使嵌件接合表面122和开口壁表面118塑性变形。在嵌件接合表面122与开口壁表面118初始接合之后的短时间内,嵌件120继续相对于工件110移动(即,进行接合运动)。应当理解,下大力气进行接合,以实现金属结合。
55.嵌件接合表面122与开口壁表面118(均在热加工温度下)进行接合,导致在嵌件接合和开口壁表面122、118处形成材料区域,其中嵌件120和工件110彼此金属结合。通过施加接合力,同时在接合的表面118、122均处于热加工温度时使嵌件相对于工件进行接合运动的方式产生这种结合。
56.该方法导致工件和嵌件熔合在一起以形成其中不存在热影响区的产品。本发明的方法似乎产生了金属结合区“z”(图3e、3f),在该金属结合区“z”,嵌件和工件熔合在一起,并且在该结合区中金属具有均匀的晶体微结构。如例如在美国专利no.6,637,642中所公开的,将金属加热到金属可塑性变形的温度(热加工温度)。还认为重要的是,为了在结合区获得均匀的晶体微结构,金属在该过程的加热和接合步骤期间不熔化。
57.应当理解,工件的金属和嵌件的金属可以是可以通过本发明的方法熔合在一起的任何合适的材料,例如合金或金属元素,视情况而定。例如,熔合在一起的金属可以包括钢、铝、钛、锆、inconel
tm
和hastelloy
tm
。由于施加的热量和剪切/锻造压力,结合区的材料具有均匀的晶体微观结构,相对坚固。例如,已经确定,在嵌件和工件由钢制成的情况下,结合区的钢是贝氏体钢。
58.嵌件加热元件126和开口表面加热元件124可以是能够提供足够热量的任何合适的加热元件。本领域技术人员会知道合适的加热元件。加热元件124、126优选地配置用于分别对开口壁表面118和嵌件接合表面122进行大致均匀的加热。例如,在图2a中可以看出,加热元件124、126优选地是可移除的,使得一旦表面118、122达到热加工温度,加热的一个或多个嵌件接合表面122可以接合加热的一个或多个开口壁表面118。优选地,加热元件的移除以及随后嵌件和工件的接合都发生在相对较短的时间段内,以在嵌件和工件彼此接合之前,尽可能地减少表面118、122的热量损失。
59.优选地,将开口壁表面118均匀加热(或基本上均匀加热)至热加工温度。为了实现这种均匀性,还优选的是,将开口壁116均匀地加热到热加工温度至距开口壁116中的开口壁表面118的第一距离128(图3g)。本领域技术人员将能够确定合适的第一距离。
60.优选地,还将嵌件接合表面122均匀加热(或基本上均匀加热)至热加工温度。为了实现这种均匀性,还优选的是,将嵌件120均匀地加热到热加工温度至距嵌件120中的嵌件接合表面122的第二距离130(图3g)。本领域技术人员将能够确定合适的第二距离。
61.如上所述,嵌件120的接合运动旨在嵌件接合表面122接合开口壁接合表面11时和之后仍继续,以引起每个热嵌件接合表面122和热开口壁表面118的塑形变形。据悉,由于接合运动和为使嵌件与工件接合而施加的力,嵌件接合表面122和开口壁表面118的材料极小程度地掺和或混合在一起。为此,接合运动在表面118、122彼此接合之后继续持续了短时间。接合运动可以是任何合适的运动。例如,嵌件120相对于工件110的任何重复运动可能是合适的。例如,在一个实施例中,接合运动优选地是相对于工件110的摆动运动。
62.作为示例,如图3d所示,当嵌件通过移位运动移动到开口112中时,嵌件的接合运动可以是沿着细长开口112纵向的(即,前后)。如上所述,纵向接合运动优选地在嵌件与开口壁初始接合之后持续短时间段,即,直到嵌件和工件结合在一起。图3g中示出了接合运动的另一个示例,其中随着嵌件120通过移位运动(由箭头“d”)移动至开口中,嵌件120径向(即,前后,与移位方向对齐)运动。应当理解,同样在该示例中,接合运动优选地在嵌件与开口壁初始接合之后继续短时间段,即,直到嵌件和工件结合在一起。
63.或者,在另一个实施例中,摆动运动优选地是嵌件的线性运动,其中嵌件例如在任何合适的方向上相对于工件线性移动。摆动运动可替代地描述任何合适的图案,例如弧形或部分椭圆形。
64.在另一个替代实施例中,接合运动优选地是嵌件120例如绕嵌件120的轴线“x”(图3a)相对于工件110的旋转。或者,接合运动可以是相对于工件的振动运动。
65.如可在图3d中看出,在一个实施例中,嵌件120优选地进行接合运动,其中嵌件120沿开口112纵向移动,如在图3d中的箭头“g”所示。箭头“g”是双端的,表示纵向振动运动。在该示例中,移位运动的方向与接合运动的前后方向正交(或基本正交)。
66.在一个实施例中,开口壁表面118优选地是平面的,并且优选地,嵌件接合表面122也是平面的(图3g)。应当理解,开口壁接合表面118和嵌件接合壁表面122优选地形成为当嵌件120至少部分地插入开口112中时彼此接合。优选地,嵌件接合表面122和开口壁表面118形成为相互配合以将嵌件120至少部分地定位在开口112中,使得表面的相应区域基本上可相互接合。
67.如图2a、3a、3e、3f和3g所示,优选地,移位运动是沿预定的线性方向进入开口112。
作为示例,移位运动的方向由图2a、3a、3e、3f和3g中的箭头“d”指示。优选地,开口壁表面118相对于移位运动的预定线性方向以预定角度q定位(图3g)。预定角度可以是任何合适的角度。例如,在图3g中,由开口壁表面118限定的相对于嵌件移位运动方向的角度q约为15
°
。
68.本领域技术人员将理解,在图2a-2c中,开口壁表面118优选地与嵌件接合表面122基本平行,嵌件接合表面122与开口壁表面118接合。应当理解,在图2a-2d中示出的实施例中,嵌件120优选地比开口112稍宽。也就是说,在表面加热至热加工温度时,图2a中标识的嵌件120的宽度“w
1”优选地比开口112的宽度“w
2”稍宽。
69.如例如在图2b中可以看出,在一个实施例中,一个或多个夹具132a、132b优选地在工件110上施加向内的压力(由箭头“e
1”、“e
2”示意性地表示),以保持工件的形状,并保持工件静止。
70.如例如在图2a、2b、3a、3b、3f和3g中可以看出,移位运动优选地沿预定线性方向进入开口112。如图2b、3b、3f和3g所示,嵌件120的移位运动可以是例如向内的(如箭头“d”所示)或向外的(如箭头“f”所示)。
71.一旦嵌件120至少部分地位于开口112中并且嵌件已经与工件结合,嵌件的一个或多个部分134可以延伸超过嵌件120已经与之结合的工件的一个或多个开口壁表面118(图2c)。在这种情况下,可以使用任何合适的方式将部分134切掉或去除。
72.应当理解,在嵌件接合表面122和开口壁表面118接合期间,可沿着表面118、122处的嵌件和/或工件的露出部分从嵌件和/或工件中挤出已塑形变形的那一小部分材料。根据结合或熔合嵌件和工件需要满足的规格,挤压材料一旦冷却完毕就需要马上去除。然而在实际操作中。这种去除可能具有一定困难且耗时。
73.本领域技术人员将理解,嵌件120可具有任何合适的构造。在一个实施例中,如图3c所示,嵌件120优选地在其内端136和外端138之间延伸,并且嵌件120优选地还包括一个或多个倒角嵌件表面140,一个或多个倒角嵌件表面140位于嵌件接合表面122近侧,在内端和外端136、138中的一个或多个处。
74.倒角嵌件表面140优选地形成为最小化挤压材料的量,该挤压材料可在嵌件和工件结合在一起时延伸超出嵌件120和/或在嵌件内侧和/或外侧处的工件110。
75.如图3c中还可以看出,每个开口壁表面118优选地在内端142和外端144之间延伸。优选地,工件110包括一个或多个倒角工件表面146,一个或多个倒角工件表面146位于一个或多个开口壁表面118的近侧,在内端和外端142、144中的一个或多个处。倒角工件表面146优选地形成为最小化挤压材料的量,该挤压材料可在延伸超出嵌件120和/或在嵌件内侧和/或外侧处的工件110。
76.倒角表面140、146限定了空间,当嵌件与工件接合时被挤出的任何塑性变形材料可以进入该空间,使得这种材料不会被挤出到管状工件的内部,或者,不挤出到管状工件的外表面上。
77.在一个实施例中,优选地,嵌件120包括一个或多个凹口148,凹口148在内端136处形成,以最小化可能突出到管状工件内部的挤压材料的量。
78.工件110可以包括两层或更多层相应的金属。例如,如图2d和3i所示,工件110可以包括第一金属的第一层180和第二金属的第二层182。应当理解,为了形成工件110,可以使用任何合适的方法将层180、182熔合在一起。
79.在工件110包括两层或更多层相应金属的情况下,优选地,嵌件120还包括层184、186以分别与层180、182熔合或结合。当嵌件120至少部分地位于开口中时,层184、186可分别与层180、182金属结合(图2e、3j)。例如,如图2d和2e和图3i和3j所示,在一个实施例中,嵌件120优选地分别包括钢层和铜层184、186。还优选地,层184、186形成为使得当嵌件120至少部分地位于开口112中时,层184、186分别与工件110中的相应的钢层和铜层180、182基本对齐。
80.加热元件124’、126’优选地用于分别加热开口壁表面118和嵌件接合表面122。加热元件124’优选地包括用于分别加热第一层和第二层180、182的第一和第二部分189、190。此外,加热元件126’优选地包括用于分别加热嵌件120的层184、186的第一和第二部分191、192。
81.在图4a-4c所示的替代实施例中,本发明的方法用于将管250至少部分地附接到由金属制成的工件210上,以至少部分地将管250与工件210中的一个或多个开口212对齐。管250是也由可与工件210的金属结合的金属(即,优选相同的金属)制成。开口212至少部分地由具有一个或多个开口壁表面218的一个或多个开口壁216限定(图4b)。该方法优选包括在管250上形成一个或多个管接合表面252,一个或多个管接合表面252被配置为与一个或多个开口壁表面218接合。优选地,在第一非氧化气氛中将开口壁表面218加热到热加工温度,在该热加工温度下开口壁表面218可塑性变形。还优选地,在第二非氧化气氛将管接合表面252加热到热加工温度,在该热加工温度下管接合表面252可塑性变形。接着,管250优选地进行接合运动,以使管接合表面252相对于开口壁表面218移动。
82.可以理解的是,图4a-5b中省略加热元件和夹具,以简化图示。
83.当管250进行接合运动时,并且当管接合表面252和开口壁表面218处于热加工温度时,管250优选地也进行移位运动以将管250至少部分地移动到开口212中,用于在管子进行接合运动时使管子接合表面252与开口壁表面218接合。如上所述,这会在开口壁表面218和管接合表面252彼此接合时使开口壁表面218塑性变形,以及使管接合表面252塑性变形,以至少部分地在管250和工件210之间形成金属结合。最后,使管250和工件210冷却,以将管250和工件210固化在一起。
84.如图4a-4c所示,工件210可以是例如一块扁平的金属板,例如钢板。在图4b中,在管250和工件210接合前不久示出管250和工件210。应当理解,为了清楚起见,图4b中省略了实施本发明的方法所需的加热元件和其他元件(例如夹具)。
85.接合运动可以是,例如管250围绕其轴线“2x”的重复或摆动旋转运动,如图4a中的箭头“2y1和“2y
2”所示。移位运动沿图4b中箭头“2d”指示的方向进行。移位运动优选地与轴线“2x”同轴。
86.在图4b中,可以看出,在一个实施例中,管接合表面252优选地是平面的,并且相对于移位运动的方向以选定的角度定位。此外,开口壁表面218优选地是平面的,并且相对于移位运动的方向以选定的角度定位。
87.如上所述,当管250进行接合运动时,它同时沿箭头“2d”指示的方向移动,以使管接合表面252与开口壁表面218接合。优选地,在管接合表面252最初接合开口壁表面218之后,管250仍然根据接合运动移动。在该过程中的那个时候,管250继续沿箭头“2d”指示的方向压靠工件210,而嵌件250进行接合运动。这导致管接合表面252和开口壁表面218塑性变
形,其导致管250与工件210熔合,如上所述。
88.管250和工件210在初始接合后迅速冷却,并且接合运动在初始接合后不久停止,因为管250和工件210迅速结合在一起,阻止了进一步的接合运动。
89.在图5a和5b中,示出管350与工件310结合。管350限定了其轴线“3x”。管350与开口312对齐。在图5a中,可以在管接合表面352和开口壁表面318接合之前看到在管接合表面352和开口壁表面318。应当理解,为了清楚起见,图5a中省略了实施本发明的方法所需的加热元件和其他元件(例如,夹具)。还将理解,管350进行接合运动,同时在非氧化气氛中将管接合表面352和开口壁表面318加热到热加工温度。例如,接合运动可以是管350绕其轴线“3x”的摆动旋转运动。然后管350沿移位运动方向(由箭头“3d”指示)移动,同时仍进行接合运动。
90.管接合表面352和开口壁表面318在接合时和之后不久发生塑性变形,以在管350和工件310之间形成金属结合。
91.工件310可以是,例如歧管的主体,并且管350可以是固定到主体以形成歧管的若干管(未示出)之一。
92.在图6a-6h中所示的另一个替代实施例中,本发明的方法用于修复包括其缺陷区域411的工件410(图6a)。优选地,该方法包括移除工件410的包括缺陷区域411的部分454,以在工件410的剩余部分456中提供开口412。开口412由一个或多个开口壁416限定,一个或多个开口壁416在工件410的剩余部分456上具有一个或多个开口壁表面418(图6d、6e)。在一个实施例中,开口壁表面418可以部分地以选定的角度形成,以便与第一嵌件458的表面接合。
93.优选地,第一嵌件458设置有第一嵌件材料,该第一嵌件材料可与工件410的金属金属地结合。优选地,第一嵌件458形成为至少部分地适配放入开口412的至少一部分中,如图6c所示。第一嵌件458具有一个或多个第一嵌件接合表面452,一个或多个第一嵌件接合表面452形成为与开口壁表面418接合(图6d)。优选地,在第一非氧化气氛中将开口壁表面418加热到开口壁表面418可塑性变形的热加工温度。还优选地,在第二非氧化气氛中将第一嵌件接合表面452加热到第一嵌件接合表面452可塑性变形的热加工温度。
94.缺陷区域511可能是有缺陷的,或损坏的,或以任何方式改变,使得缺陷区域应被替换。例如,缺陷区域可能是工件的一部分,随着时间的推移该部分已经腐蚀或弱化,或者该部分包括因使用而产生的点蚀或开裂。缺陷区域可替代地包括在制造工件时形成的缺陷。
95.应当理解,为了清楚起见,图6a-6h中省略了加热元件和夹具以及本方法可能需要的其它元件。
96.第一嵌件458优选地进行第一接合运动,以使第一嵌件接合表面452相对于开口壁表面418移动。当第一嵌件458进行第一接合运动时,并且当第一嵌件接合表面452和开口壁表面418均处于热加工温度,第一嵌件458优选地也进行第一移位运动以将第一嵌件458至少部分地移动到开口412中,用于接合第一嵌件接合表面452与开口壁表面418同时第一嵌件458进行接合运动,以在开口壁表面418和第一嵌件接合表面452彼此接合时引起它们的塑性变形,用于在第一嵌件458和工件410的剩余部分456之间至少部分地产生金属结合。
97.在图6d中,示出第一嵌件458位于开口412中并与剩余部分456结合。还将理解,第
一移位运动将沿着图6d中的箭头“4d
1”所示的方向进行。
98.最后,优选允许第一嵌件458和工件410的剩余部分456冷却,以提供部分修复的工件460(图6g),部分修复的工件460包括第一嵌件458和金属结合在一起的工件456的剩余部分(图6c-图6f)。
99.如图6c-6f所示,优选地,开口412未被第一嵌件458完全占据。部分修复的工件460,如图6c所示,包括开口“j
1”、“j
2”,开口“j
1”、“j
2”是开口412的部分,在第一嵌件458和工件的剩余部分456已经熔合在一起,即,金属结合在一起之后,如上所述,开口412仍未被占据。
100.本领域技术人员可以理解,当第一嵌件接合表面452和开口壁表面418彼此接合并且塑性变形时,一些材料可能从接合表面452、418之间挤出。例如,在图6f中,挤出的材料位于开口“j
1”中。为方便起见,挤出的材料由参考字符“k
1”、“k
2”标识。应当理解,挤出的材料可以在一个或多个第一嵌件接合表面452和一个或多个开口壁表面418相交的任何点处挤出。据悉,挤出的材料将倾向于挤出到附近的空隙中,例如挤出到部分“j
1”、“j
2”中。
101.优选地,为了完成工件的损伤区域411的修复,将填充开口412的部分“j
1”、“j
2”,其如下所述。然而,另外,为了完成损伤区域411的修复,优选去除挤出的材料“k1、k
2”。
102.为了实现这一点,一个或多个补充开口462优选地在部分修复的工件460中形成(图6g)。如图6g所示,在一个实施例中,优选地存在两个补充开口462,即,每个补充开口462都包含初始开口412的部分“j
1”、“j
2”。每个补充开口462优选地由一个或多个补充开口壁464限定,一个或多个补充开口壁464至少部分地位于第一嵌件458中,且至少部分位于工件410的剩余部分456中。补充开口壁464具有一个多个补充开口壁表面466(图6h)。
103.还优选提供一个或多个第二嵌件468,其包括可与工件的金属和第一嵌件金属结合的第二嵌件材料(图6h)。第二嵌件468优选地形成为至少部分地适配放入补充开口462中。第二嵌件468优选地包括一个或多个第二嵌件接合表面470(图6h),第二嵌件接合表面470形成用于与一个或多个补充开口壁表面466接合。
104.优选地,在非氧化气氛中将补充开口壁表面466加热到热加工温度,在该热加工温度下,补充开口壁表面466可塑性变形。类似地,优选地,在非氧化气氛中将第二嵌件接合表面470加热到热加工温度,在该热加工温度下第二嵌件接合表面470可塑性变形。
105.优选地,第二嵌件468进行第二接合运动,以使第二嵌件接合表面470相对于补充开口壁表面466移动。在第二嵌件468进行第二接合运动时,并且在第二嵌件接合表面470和补充开口壁表面466处于热加工温度时,另外地,第二嵌件468优选地也进行第二移位运动以将第二嵌件468至少部分地移动到为其而设的补充开口中,用于使第二嵌件接合表面470与补充开口壁表面466接合,以在补充开口壁表面466和第二嵌件接合表面470彼此接合时使它们塑形变形,以在第二嵌件468和至少部分修复的工件460之间至少部分形成金属结合。
106.在图6h中,第二嵌件468之一位于补充开口462之一中并与部分修复的工件460结合。应该理解的是,第二移位运动将沿图6h中的箭头“4d
2”所示方向进行。
107.还优选的是,使第二嵌件468和部分修复的工件460冷却,以形成包括第二嵌件468和部分修复的工件460的修复工件472(图6h)。
108.在图6g和图6h的示例中,有两个补充开口462,两个第二嵌件468分别至少部分地
位于两个补充开口462中。如图6h所示,第二嵌件468优选占据补充开口462,并与部分修复的工件460金属结合。因此,一旦第二嵌件468在补充开口462中,表明工件410已修复,可以重新投入使用。
109.从上述可以看出,图6a-6h中示出的本发明的方法的实施例导致了修复的工件472,其中在未在修复的工件472中形成热影响区的情况下替换好了损伤区域411。
110.应当理解,补充开口462的数量、尺寸和形状可以是任何合适的数量、尺寸和形状。第一和第二嵌件458、468也可以具有任何合适的构造。
111.例如,在一个实施例中,补充开口462优选地在平面图中是圆形的。还优选地,第二嵌件468是直圆锥。优选地,第二嵌件468是截头圆锥形的(图6h)。接合运动可以是第二嵌件468的旋转运动。
112.应当理解,为了清楚起见,图6a-6h中省略了加热元件和夹具。
113.还应当理解,第一嵌件和第二嵌件的移位运动可替代地从管道或管状工件的内部导向其外部,如果相关元件形成为适应这种情况。
114.本领域技术人员将理解,这种方法(和本文所述的本发明方法的其他实施例)可以在原地使用,例如,在工件410不能移动或至少不能方便地移动的情况下使用。
115.在图6a-6h中所示的本发明的方法的实施例中,第一嵌件458基本上占据工件410中的开口412。然而,本领域技术人员将理解,在开口412相对较长的情况下,即,由于第一嵌件458的长度的影响,保持第一嵌件458的合适的接合运动可能是不现实的。例如,由相对厚的轧制金属制成的大管(例如,如图1a中所示的现有技术示例)可能有几英尺长,该管内具有相应长的开口12。此外,在待填充的开口通常不是直的(即非线性)的情况下,使用单个第一嵌件来占据大部分开口可能是不可行的。旨在解决这些情况的本发明方法的实施例在图7a-7f中公开。
116.应当理解,图7a-7f中所示的本发明的方法的实施例可用于完成或修整工件,或修复损坏或磨损的工件。
117.部分修改的工件560在图7a中示出。示出了工件的主体部分556,主体部分是工件中限定主体部分556中的开口的那部分。
118.如图7a所示,工件560中的原始开口部分地被左右第一嵌件558、559占据,左右第一嵌件558、559通过开口“l
1”彼此间隔开。部分修改的工件560包括主体部分556,以及左第一嵌件和右第一嵌件558、559。左右第一嵌件558、559还在它们各自的端部限定开口“l
2”、“l
3”。开口“l
1”、“l
2”和“l
3”是工件中原始开口的一部分,在左右第一嵌件558、559结合到主体部分556之后,这些开口保持未被占据(图7a-7c)。
119.应当理解,例如使用上述本发明方法的实施例,例如将第一嵌件458结合到剩余部分456(图6c-6e)所使用的方法,使左右第一嵌件558、559与主体部分556结合。本领域技术人员可以理解,左右第一嵌件558、559不需要与主体部分556同时结合。预计由于空间限制,将第一嵌件中的其中一个与主体部分556结合,然后将另一个第一嵌件与主体部分556结合的这种做法在实践中可能是优选的。
120.为了清楚起见,图7a-7c中省略了左右第一嵌件558、559与主体部分556结合所需的加热元件和其他元件。
121.应当理解,可以将一些挤出材料(未示出)挤出到开口“l1”‑“
l
3”中。
122.还应当理解,为了简化图示,仅示出了两个第一嵌件。本领域的技术人员将理解,可以存在任何合适数量的第一嵌件,在这些第一嵌件之间具有相应数量的开口,这取决于(除此之外)待填充的开口的总长度。
123.为了填充开口“l1”‑“
l3和去除开口中的挤出材料,补充开口561、562和563优选地在部分修改的工件560中形成(图7d)。补充开口561、562、563可以以任何合适的方式形成。如在图7d中可见,优选地,补充开口561一旦形成,就包围开口“l
2”。其他补充开口562、563优选地分别包围开口“l
1”和“l
3”。
124.优选地,提供第二嵌件568,其包括第二嵌入材料,第二嵌入材料可与主体部分556的金属结合,还可与左右第一嵌件558、559的金属结合。第二嵌件568优选地形成为适配放入补充开口561、562、563中的每一个中。为了清楚说明,在图7d中,示出第二嵌件568之一位于补充开口561中。
125.补充开口561、562、563中的每一个优选地至少部分地由补充开口壁表面566限定(图7e)。此外,第二嵌件568中的每一个优选地部分由一个或多个嵌件接合表面570(图7e)限定,该嵌件接合表面570形成为与补充开口561、562、563之一的补充开口壁表面566接合。
126.优选地,在非氧化气氛中将每个补充开口壁表面566加热到热加工温度,在该热加工温度下补充开口壁表面566可塑性变形。类似地,优选地,在非氧化气氛中将每个第二嵌件568的第二嵌件接合表面570加热到热加工温度,在该热加工温度下第二嵌件接合表面570可塑性变形。
127.优选地,使第二嵌件568进行第二接合运动,以相对于补充开口壁表面566移动第二嵌件接合表面570,其中第二嵌件568设成与补充开口壁表面566接合。当使第二嵌件568进行第二接合运动时,并且当第二嵌件接合表面570和补充开口壁表面566处于热加工温度时,另外地,第二嵌件568优选地也进行第二移位运动以将第二嵌件568至少部分地移动到为其设计的补充开口中,以使第二嵌件接合表面570与其补充开口壁表面566接合,以在补充开口壁表面566和第二嵌件接合表面570彼此接合时使它们塑形变形,从而在第二嵌件568和部分修复的工件560之间至少部分地形成金属结合。
128.图7d和7e中,第二嵌件568之一位于补充开口561之一中并与部分修改的工件560结合。将理解的是,第二移位运动将朝着图7e中的箭头“5d
2”所示方向进行。
129.还优选的是,使第二嵌件568和部分修改的工件560冷却,以形成修改的工件572(图7f),其包括第二嵌件568(即,一个第二嵌件568分别位于补充开口561、562、563中的每一个中)和部分修改的工件560。
130.在图7d、7e和7f所示的示例中,存在三个补充开口561、562和563,并且三个第二嵌件568分别至少部分地位于三个补充开口561、562和563中。如图7d所示,第二嵌件568优选地占据补充开口561,并且与部分修改的工件560金属结合。因此,一旦第二嵌件568在补充开口561、562和563中,工件就会被修改,并且可以被利用。
131.在一个实施例中,每个补充开口优选地在平面图中是圆形的。还优选的是,第二嵌件568是直圆锥。优选地,第二嵌件568是截头圆锥形(图7e)。接合运动可以是第二嵌件568的旋转运动。
132.应当理解,补充开口的数量、尺寸和形状可以是任何合适的数量、尺寸和形状。第一和第二嵌件558、559、568也可以具有任何合适的构造。如图7a-7f中示出的方法的实施例
仅是示例性的。该过程可以涉及任何合适数量的第一嵌件,因此也可以包括任何合适数量的补充开口和第二嵌件。
133.本领域技术人员将理解,图7a-7f中所示的方法的实施例也可用于填充工件中非细长和不直的开口。例如,这样的实施例可用于填充沿其长度不是线性(即笔直)而是非线性的细长开口。这可以通过将非线性开口分成一系列较小的线性段来实现,每个线性段由一个或多个第一嵌件和一个或多个第二嵌件填充,如上所述。
134.从上述可以看出,图7a-7f中示出的本发明的方法的实施例导致了修改的工件572,其中替换修改的工件572中的损坏区域的同时还不会在修改的工件572中产生热影响区。
135.应当理解,为了清楚起见,图7a-7f中省略了加热元件和夹具。
136.还应当理解,第一嵌件和第二嵌件的移位运动可替代地从管道或管状工件的内部径向向外指向其外部,其中相关元件形成为适应这种运动。
137.本领域技术人员将理解,这种方法(和本文所述的本发明方法的其他实施例)可以在原地使用,例如,在工件不能移动或至少不能方便地移动的地方使用。
138.本领域技术人员将理解,本发明可以采取多种形式,并且这些形式在所要求保护的本发明的范围内。权利要求的范围不应受限于实施例中所述的优选实施例,而应整体与说明一致的方式来最广泛地对其进行解释。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。