1.本技术涉及透水砖制作技术领域,具体而言,涉及一种透水砖的制作成型装置及制备工艺。
背景技术:
2.相关技术中透水砖起源于荷兰,在荷兰人围海造城的过程中,发现排开海水后的地面会因为长期接触不到水分而造成持续不断的地面沉降。一旦海岸线上的堤坝被冲开,海水会迅速冲到比海平面低很多的城市把整个临海城市全部淹没。为了使地面不再下沉,荷兰人制造了一种长100毫米宽200毫米50或60毫米高的小型路面砖铺设在街道路面上,并使砖与砖之间预留了2毫米的缝隙。这样下雨时雨水会从砖之间的缝隙中渗入地下。这就是后来很有名的荷兰砖;透水砖也叫渗水砖,属于绿色环保新型建材,原材料多采用水泥、砂、矿渣、粉煤灰等环保材料为主高压成形,不可为高温烧制;整砖为一次性压缩而成,不得分层压制,形成上下一致不分层的同质砖。表面无龟裂、脱层现象;耐磨性好,挤压后不出现表面脱落,适合更高的负重使用环境;透水性好、防滑功能强;色泽自然、持久。使用寿命长;外表光滑,边角清晰,线条整齐;抗冻性能和抗盐碱性高;不易破裂,抗压抗折强度高于同类产品,行车安全;维护成本低,易于更换,便于路面下管线埋设;颜色形状多样,与四周环境相映衬,自然美观;
3.透水砖颜色依添加色料而定,主要有红色、灰色、绿色、黄色、黑色、棕色、褐色、咖啡色、蓝色;
4.然而,目前的透水砖制作成型装置结构复杂,得到的透水砖质量差,而且制作过程复杂,工作效率低。
技术实现要素:
5.本技术旨在至少解决现有技术中存在的技术问题之一。为此,本技术提出一种透水砖的制作成型装置及制备工艺,所述透水砖的制作成型装置原理简单,制作成本低,能够提高透水砖的制作质量,有效的提高了工作效率。
6.第一方面,本发明实施例提供的一种透水砖的制作成型装置,包括:支撑架,所述支撑架上端安装有箱体,所述支撑架下端设置有滑道;
7.搅拌机构,所述搅拌机构设置在所述箱体内,所述箱体上端开设有注料口,所述箱体下端开设有排料口;
8.压制机构,所述压制机构包括伸缩气缸、上模和下模,所述伸缩气缸固定安装在所述支撑架一侧,所述上模与所述伸缩气缸的活动端固定连接,所述下模与所述上模相对设置,所述滑道底部设置有垫板,所述垫板与所述下模之间连接有电缸;
9.所述滑道表面开设有模槽,所述下模设置在所述模槽底部,所述滑道的一端固定安装有电动推杆,所述滑道表面滑动设置有料框,所述电动推杆的活动端与所述料框固定连接。
10.根据本技术实施例的透水砖的制作成型装置,将透水砖原材料通过注料口投入箱体内,开启搅拌电机,搅拌电机工作时正向旋转带动搅拌杆旋转,搅拌杆带动搅拌叶旋转,搅拌叶对原料进行搅拌处理;搅拌均匀后,控制搅拌电机反向旋转,绞龙在搅拌杆的带动下旋转,绞龙推动物料通过排料管排入下方的料框内,螺旋推力挤出的混合物料在滑道表面;开启电动推杆,电动推杆的活动端拉动料框,将料框拉至模槽上端,同时,料框推动滑道表面的混合物料落入模槽内,使得混合物料填充满模槽,然后控制电动推杆推动料框滑至排料管下方复位,并刮走多余物料;开启伸缩气缸,推动上模下移,对模槽内的混合物料进行压制,将原材料压制成型,压制后伸缩气缸带动上模向上移动,电缸推动下模上移,下模上移将压制成型的透水砖推至滑道上表面;当料框推动滑道表面的混合物料落入模槽内时,料框的一侧推动成型后的砖块,将成型后的砖块推至输送机表面,输送机将成型后的砖块移至干燥箱内,同时开启热风机以及红外发热管,对砖块进行干燥,干燥后的砖块通过输送机输送至下一工序;该结构原理简单,制作成本低,能够提高透水砖的制作质量,有效的提高了工作效率;其中,采用的搅拌机构结构能够在对物料进行搅拌均匀,进而提高了物料的混合,提高了后续砖块的成型质量;透水砖原材料通过搅拌机构均匀搅拌混合后进入挤出机构中挤出至压制机构中压制成型,最后通过干燥箱构进行干燥,能够提高透水砖的制作质量,有效的提高了工作效率;能够提高透水砖的制作质量,一体化结构有效的提高了工作效率。
11.另外,根据本技术实施例的透水砖的制作成型装置还具有如下附加的技术特征:
12.在本技术的一些具体实施例中,所述支撑架一次固定安装有电控柜,所述箱体顶部设置有气压平衡口,以及安装有温压检测仪,所述箱体上端至少设置有两个注料口。
13.在本技术的一些具体实施例中,所述搅拌机构包括搅拌杆和搅拌叶,所述箱体顶部固定安装有搅拌电机,所述搅拌叶可拆卸固定在所述搅拌杆表面,所述搅拌杆上端与所述搅拌电机的驱动轴同轴固定连接。
14.在本技术的一些具体实施例中,还包括有挤出机构,所述挤出机构设置在所述箱体下端的排料口处,所述滑道设置在所述挤出机构正下方。
15.在本技术的一些具体实施例中,所述挤出机构包括排料管和绞龙,所述排料管与所述箱体下端的排料口固定连接,所述绞龙转动设置在所述排料管内,所述绞龙上端与所述搅拌杆同轴固定连接。
16.在本技术的一些具体实施例中,所述排料管下端安装有控制阀,所述控制阀为电控阀,所述箱体上端为筒状结构,下端为锥形漏斗结构。
17.在本技术的一些具体实施例中,还包括有干燥箱,所述干燥箱下端设置有输送机,所述输送机的一端与所述滑道的一端对接,所述干燥箱上端安装有报警器。
18.在本技术的一些具体实施例中,所述干燥箱顶部安装有热风机,所述热风机的热风出口连通所述干燥箱内部,所述干燥箱内安装有吊架,所述吊架上安装有红外发热管;采用热风以及管热干燥方式进行配合进行干燥处理,能够提高干燥的均匀性,防止局部温度过高影响砖块质量。
19.搅拌机构对沉积于箱体底部的物料很难进行搅拌操作,使得底部的物料混合不均匀;为此,提供下面参照附图描述根据本技术实施例的透水砖的制作成型装置的工作过程:
20.在本技术的一些具体实施例中,所述箱体内固定有筒体,所述筒体与所述搅拌杆
同轴设置,所述绞龙上端设置在所述筒体内,所述筒体下端与所述排料管上端之间留有下料空间。
21.搅拌电机工作时正向旋转带动搅拌杆旋转,搅拌杆带动搅拌叶旋转的同时,带动绞龙正转,筒体下端与排料管上端之间留有下料空间,沉积于箱体底部的物料在绞龙正转时,由于绞龙上端设置在筒体内,将底部的物料通过箱体内固定的筒体推送至箱体上部,实现底部物料上下循环,在搅拌叶的驱动下,实现充分混合,达到混合均匀的要求。
22.在本技术的一些具体实施例中,所述筒体下端固定有连杆,所述连杆下端与所述排料管固定连接,所述绞龙的叶片边缘与所述排料管内壁滑动接触。
23.由于箱体内物料搅拌后会粘附在箱体内壁,无法排出,需要冲洗排出,冲洗排出后的物料不能再利用,造成一定量的物料损失,为此,提供下面参照附图描述根据本技术实施例的透水砖的制作成型装置的工作过程:
24.在本技术的一些具体实施例中,所述搅拌叶边缘固定有安装板,所述安装板表面通过铰链铰接有刮板,所述刮板的一侧设置有限位块,所述限位块固定连接在所述安装板表面。
25.搅拌电机正向旋转带动搅拌杆旋转,搅拌杆带动搅拌叶旋转的同时,带动固定在搅拌叶边缘的安装板转动,搅拌电机正向旋转时,刮板绕铰链转动一定角度,不与箱体内壁接触,减小运作阻力,降低了搅拌电机搅拌过程中的运载负荷,当搅拌均匀后,在排料过程中,搅拌电机反向旋转时,刮板在物料反向作用力的推动下绕铰链转动并与箱体内壁接触,刮板的一侧设置有限位块,受限位块限制,使得刮板对箱体内壁粘附的物料进行刮除,刮除的物料落入箱体底部,便于排除箱体内的物料,减少物料的浪费。
26.在本技术的一些具体实施例中,所述输送机包括辊支架和传送带,所述辊支架的一端转动安装有主动辊,所述辊支架的另一端转动安装有从动辊,所述辊支架固定安装有输送电机,所述输送电机的驱动轴与所述主动辊的一端通过链条传动连接。
27.在本技术的一些具体实施例中,所述电动推杆的活动端与所述料框之间连接有往复机构,往复机构可推动料框使得物料填充满模槽,往复机构带动料框在滑道表面做往复滑移,推动混合料落入模槽内,确保将模槽填充满。
28.在本技术的一些具体实施例中,所述往复机构包括往复电机、转盘以及偏心轴,所述往复电机与所述电动推杆的活动端固定连接,所述转盘与所述往复电机同轴固定连接,所述偏向轴的一端与所述转盘表面固定连接,所述料框表面开设有限位滑槽,所述偏心轴的一端滑动卡接在所述限位滑槽内。
29.在本技术的一些具体实施例中,所述模槽为通槽,所述下模与所述模槽内壁滑动接触,所述模槽设置在所述滑道的一端,所述排料口设置在所述滑道的另一端,所述下模下端与所述垫板上表面接触,对下模起到支撑受力的作用。
30.第二方面,本发明实施例另提供一种制备工艺,包括:
31.上述任意一项所述的透水砖的制作成型装置;以及
32.其使用方法包括以下步骤:
33.s1、投料搅拌,将透水砖原材料通过注料口投入箱体内,开启搅拌电机,搅拌电机工作时正向旋转带动搅拌杆旋转,搅拌杆带动搅拌叶旋转,搅拌叶对原料进行搅拌处理;
34.s2、搅拌均匀后,控制搅拌电机反向旋转,绞龙在搅拌杆的带动下旋转,绞龙推动
物料通过排料管排入下方的料框内,螺旋推力挤出的混合物料在滑道表面;
35.s3、下料,开启电动推杆,电动推杆的活动端拉动料框,将料框拉至模槽上端,同时,料框推动滑道表面的混合物料落入模槽内,使得混合物料填充满模槽,然后控制电动推杆推动料框滑至排料管下方复位,并刮走多余物料;
36.s4、压制成型,开启伸缩气缸,推动上模下移,对模槽内的混合物料进行压制,将原材料压制成型,压制后伸缩气缸带动上模向上移动,电缸推动下模上移,下模上移将压制成型的透水砖推至滑道上表面;
37.s5、推料放料,重复步骤s,当料框推动滑道表面的混合物料落入模槽内时,料框的一侧推动成型后的砖块,将成型后的砖块推至输送机表面,输送机将成型后的砖块移至干燥箱内,同时开启热风机以及红外发热管,对砖块进行干燥,干燥后的砖块通过输送机输送至下一工序。
38.在本技术的一些具体实施例中,透水砖为蓝色,蓝色透水砖原材料比重配方为覆膜蓝砂230:覆膜白砂60:覆膜黑砂10:树脂8.5:固化剂 2.3:添加剂15。
39.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
40.为了更清楚地说明本技术实施例的技术方案,下面将对本技术实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
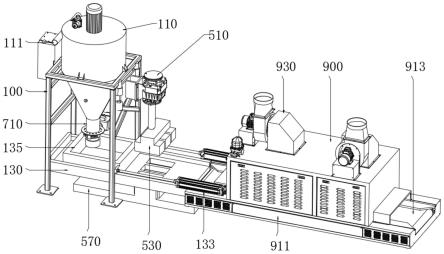
41.图1是根据本技术实施例的透水砖的制作成型装置的结构示意图;
42.图2是根据本技术实施例的用压制机构的结构示意图;
43.图3是根据本技术实施例的用搅拌机构的结构示意图;
44.图4是根据本技术实施例的用挤出机构的结构示意图;
45.图5是根据本技术实施例的用刮板安装位置的结构示意图;
46.图6是根据本技术实施例的用刮板正面的结构示意图;
47.图7是根据本技术实施例的用刮板背面的结构示意图;
48.图8是根据本技术实施例的用干燥箱的结构示意图;
49.图9是根据本技术实施例的用辊支架的立体图;
50.图10是根据本技术实施例的传送带的结构示意图。
51.图标:100、支撑架;110、箱体;111、注料口;130、滑道;131、模槽;133、电动推杆;135、料框;300、搅拌机构;310、搅拌杆;330、搅拌叶;350、搅拌电机;370、筒体;371、连杆;390、安装板;391、刮板; 393、限位块;500、压制机构;510、伸缩气缸;530、上模;550、下模; 570、垫板;571、电缸;700、挤出机构;710、排料管;711、控制阀;730、绞龙;900、干燥箱;910、输送机;911、辊支架;913、传送带;915、主动辊;917、从动辊;919、输送电机;930、热风机;950、红外发热管。
具体实施方式
52.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述。
53.为使本技术实施方式的目的、技术方案和优点更加清楚,下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
54.实施例
55.下面参考附图描述根据本技术实施例的透水砖的制作成型装置及制备工艺;
56.如图1-10所示,根据本技术实施例的透水砖的制作成型装置,包括:支撑架100,支撑架100上端安装有箱体110,支撑架100下端设置有滑道130;
57.搅拌机构300,搅拌机构300设置在箱体110内,箱体110上端开设有注料口111,箱体110下端开设有排料口;
58.压制机构500,压制机构500包括伸缩气缸510、上模530和下模550,伸缩气缸510固定安装在支撑架100一侧,上模530与伸缩气缸510的活动端固定连接,下模550与上模530相对设置,滑道130底部设置有垫板 570,垫板570与下模550之间连接有电缸571;
59.滑道130表面开设有模槽131,下模550设置在模槽131底部,滑道 130的一端固定安装有电动推杆133,滑道130表面滑动设置有料框135,电动推杆133的活动端与料框135固定连接。
60.根据本技术实施例的透水砖的制作成型装置,将透水砖原材料通过注料口111投入箱体110内,开启搅拌电机350,搅拌电机350工作时正向旋转带动搅拌杆310旋转,搅拌杆310带动搅拌叶330旋转,搅拌叶330对原料进行搅拌处理;搅拌均匀后,控制搅拌电机350反向旋转,绞龙730 在搅拌杆310的带动下旋转,绞龙730推动物料通过排料管710排入下方的料框135内,螺旋推力挤出的混合物料在滑道130表面;开启电动推杆 133,电动推杆133的活动端拉动料框135,将料框135拉至模槽131上端,同时,料框135推动滑道130表面的混合物料落入模槽131内,使得混合物料填充满模槽131,然后控制电动推杆133推动料框135滑至排料管710 下方复位,并刮走多余物料;开启伸缩气缸510,推动上模530下移,对模槽131内的混合物料进行压制,将原材料压制成型,压制后伸缩气缸510 带动上模530向上移动,电缸571推动下模550上移,下模550上移将压制成型的透水砖推至滑道130上表面;当料框135推动滑道130表面的混合物料落入模槽131内时,料框135的一侧推动成型后的砖块,将成型后的砖块推至输送机910表面,输送机910将成型后的砖块移至干燥箱900 内,同时开启热风机930以及红外发热管950,对砖块进行干燥,干燥后的砖块通过输送机910输送至下一工序;该结构原理简单,制作成本低,能够提高透水砖的制作质量,有效的提高了工作效率;其中,采用的搅拌机构300结构能够在对物料进行搅拌均匀,进而提高了物料的混合,提高了后续砖块的成型质量;透水砖原材料通过搅拌机构300均匀搅拌混合后进入挤出机构700中挤出至压制机构500中压制成型,最后通过干燥箱900 构进行干燥,能够提高透水砖的制作质量,有效的提高了工作效率;能够提高透水砖的制作质量,一体化结构有效的提高了工作效率。
61.另外,根据本技术实施例的透水砖的制作成型装置还具有如下附加的技术特征:
62.在本技术的一些具体实施例中,支撑架100一次固定安装有电控柜,箱体110顶部设置有气压平衡口,以及安装有温压检测仪,箱体110上端至少设置有两个注料口111。
63.根据本技术的一些实施例,如图3所示,搅拌机构300包括搅拌杆 310和搅拌叶330,箱体110顶部固定安装有搅拌电机350,搅拌叶330可拆卸固定在搅拌杆310表面,搅拌杆310上端与搅拌电机350的驱动轴同轴固定连接。
64.在具体实施例中,还包括有挤出机构700,挤出机构700设置在箱体 110下端的排料口处,滑道130设置在挤出机构700正下方。
65.根据本技术的一些实施例,如图4所示,挤出机构700包括排料管 710和绞龙730,排料管710与箱体110下端的排料口固定连接,绞龙730 转动设置在排料管710内,绞龙730上端与搅拌杆310同轴固定连接。
66.在具体实施例中,排料管710下端安装有控制阀711,控制阀711为电控阀,箱体110上端为筒状结构,下端为锥形漏斗结构。
67.在本实施例中,还包括有干燥箱900,干燥箱900下端设置有输送机 910,输送机910的一端与滑道130的一端对接,干燥箱900上端安装有报警器。
68.在具体实施例中,干燥箱900顶部安装有热风机930,热风机930的热风出口连通干燥箱900内部,干燥箱900内安装有吊架,吊架上安装有红外发热管950;采用热风以及管热干燥方式进行配合进行干燥处理,能够提高干燥的均匀性,防止局部温度过高影响砖块质量。
69.搅拌机构300对沉积于箱体110底部的物料很难进行搅拌操作,使得底部的物料混合不均匀;为此,提供下面参照附图描述根据本技术实施例的透水砖的制作成型装置的工作过程:
70.根据本技术的一些实施例,如图3-4所示,箱体110内固定有筒体 370,筒体370与搅拌杆310同轴设置,绞龙730上端设置在筒体370内,筒体370下端与排料管710上端之间留有下料空间。
71.搅拌电机350工作时正向旋转带动搅拌杆310旋转,搅拌杆310 带动搅拌叶330旋转的同时,带动绞龙730正转,筒体370下端与排料管710上端之间留有下料空间,沉积于箱体110底部的物料在绞龙 730正转时,由于绞龙730上端设置在筒体370内,将底部的物料通过箱体110内固定的筒体370推送至箱体110上部,实现底部物料上下循环,在搅拌叶330的驱动下,实现充分混合,达到混合均匀的要求。
72.在一些具体实施例中,筒体370下端固定有连杆371,连杆371下端与排料管710固定连接,绞龙730的叶片边缘与排料管710内壁滑动接触。
73.由于箱体110内物料搅拌后会粘附在箱体110内壁,无法排出,需要冲洗排出,冲洗排出后的物料不能再利用,造成一定量的物料损失,为此,提供下面参照附图描述根据本技术实施例的透水砖的制作成型装置的工作过程:
74.根据本技术的一些实施例,如图3-7所示,搅拌叶330边缘固定有安装板390,安装板390表面通过铰链铰接有刮板391,刮板391的一侧设置有限位块393,限位块393固定连接在安装板390表面。
75.搅拌电机350正向旋转带动搅拌杆310旋转,搅拌杆310带动搅拌叶330旋转的同时,带动固定在搅拌叶330边缘的安装板390转动,搅拌电机350正向旋转时,刮板391绕铰链
转动一定角度,不与箱体 110内壁接触,减小运作阻力,降低了搅拌电机350搅拌过程中的运载负荷,当搅拌均匀后,在排料过程中,搅拌电机350反向旋转时,刮板391在物料反向作用力的推动下绕铰链转动并与箱体110内壁接触,刮板391的一侧设置有限位块393,受限位块393限制,使得刮板391对箱体110内壁粘附的物料进行刮除,刮除的物料落入箱体 110底部,便于排除箱体110内的物料,减少物料的浪费。
76.在一些具体实施例中,输送机910包括辊支架911和传送带913,辊支架911的一端转动安装有主动辊915,辊支架911的另一端转动安装有从动辊917,辊支架911固定安装有输送电机919,输送电机919的驱动轴与主动辊915的一端通过链条传动连接。
77.在具体实施例中,电动推杆133的活动端与料框135之间连接有往复机构,往复机构可推动料框135使得物料填充满模槽131,往复机构带动料框135在滑道130表面做往复滑移,推动混合料落入模槽131内,确保将模槽131填充满。
78.在一些具体实施例中,往复机构包括往复电机、转盘以及偏心轴,往复电机与电动推杆133的活动端固定连接,转盘与往复电机同轴固定连接,偏向轴的一端与转盘表面固定连接,料框135表面开设有限位滑槽,偏心轴的一端滑动卡接在限位滑槽内。
79.在本技术的一些具体实施例中,模槽131为通槽,下模550与模槽131 内壁滑动接触,模槽131设置在滑道130的一端,排料口设置在滑道130 的另一端,下模550下端与垫板570上表面接触,对下模550起到支撑受力的作用。
80.本发明实施例另提供一种制备工艺,包括:上述任意一项的透水砖的制作成型装置;以及
81.其使用方法包括以下步骤:
82.s1、投料搅拌,将透水砖原材料通过注料口111投入箱体110内,开启搅拌电机350,搅拌电机350工作时正向旋转带动搅拌杆310旋转,搅拌杆310带动搅拌叶330旋转,搅拌叶330对原料进行搅拌处理;
83.s2、搅拌均匀后,控制搅拌电机350反向旋转,绞龙730在搅拌杆310 的带动下旋转,绞龙730推动物料通过排料管710排入下方的料框135内,螺旋推力挤出的混合物料在滑道130表面;
84.s3、下料,开启电动推杆133,电动推杆133的活动端拉动料框135,将料框135拉至模槽131上端,同时,料框135推动滑道130表面的混合物料落入模槽131内,使得混合物料填充满模槽131,然后控制电动推杆 133推动料框135滑至排料管710下方复位,并刮走多余物料;
85.s4、压制成型,开启伸缩气缸510,推动上模530下移,对模槽131 内的混合物料进行压制,将原材料压制成型,压制后伸缩气缸510带动上模530向上移动,电缸571推动下模550上移,下模550上移将压制成型的透水砖推至滑道130上表面;
86.s5、推料放料,重复步骤s3,当料框135推动滑道130表面的混合物料落入模槽131内时,料框135的一侧推动成型后的砖块,将成型后的砖块推至输送机910表面,输送机910将成型后的砖块移至干燥箱900内,同时开启热风机930以及红外发热管950,对砖块进行干燥,干燥后的砖块通过输送机910输送至下一工序。
87.在本技术的一些具体实施例中,透水砖为蓝色,蓝色透水砖原材料比重配方为覆膜蓝砂230:覆膜白砂60:覆膜黑砂10:树脂8.5:固化剂2.3:添加剂15。
88.具体而言,电控柜内安装有电机控制器,电机控制器包括场效应晶体管a(1c)、场效应晶体管b(2c)、场效应晶体管c(3c)和场效应晶体管d(4c),场效应晶体管a(1c)栅极分别连接三极管a(1b)集电极和电阻b(2a)一端,漏极连接场效应晶体管c(3c)漏极,源极分别连接电阻b(2a)另一端、电阻c(3a)一端和场效应晶体管b(2c)源极,场效应晶体管b(2c)漏极连接场效应晶体管d(4c)漏极,场效应晶体管b(2c)栅极分别连接电阻j(10a)一端和三极管b(2b)集电极,场效应晶体管d(4c)源极分别连接电阻h(8a)一端、电阻g(7a)一端、场效应晶体管c(3c)源极和三极管b(2b)发射极,场效应晶体管c(3c)源极分别连接三极管a(1b)发射极和电阻g(7a)一端;
89.采用的电机控制器实现了对直流电机驱动电路的简化,降低了直流电机驱动电路控制的复杂度,提高了直流电机驱动电路的控制效率和稳定性,进而提高了搅拌机构300搅拌物料的稳定性和均匀性。
90.根据本技术实施例的电动推杆133、搅拌电机350、伸缩气缸510、电缸571、控制阀711、热风机930、红外发热管950以及输送电机919的其他构成以及操作对于本领域普通技术人员而言都是已知的,这里不再详细描述。
91.需要说明的是,电动推杆133、搅拌电机350、伸缩气缸510、电缸571、控制阀711、热风机930、红外发热管950以及输送电机919具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
92.控制柜、电动推杆133、搅拌电机350、伸缩气缸510、电缸571、控制阀711、热风机930、红外发热管950以及输送电机919的供电及其原理对本领域技术人员来说是清楚的,在此不予详细说明。
93.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
94.需要说明的是,当元件被称为“固定于”、“设置于”、“固设于”或“安设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。进一步地,当一个元件被认为是“固定连接”另一个元件,二者可以是可拆卸连接方式的固定,也可以不可拆卸连接的固定,如套接、卡接、一体成型固定、焊接等,在现有技术中可以实现,在此不再累赘。当元件与另一个元件相互垂直或近似垂直是指二者的理想状态是垂直,但是因制造及装配的影响,可以存在一定的垂直误差。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
95.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
96.以上所述仅为本技术的实施例而已,并不用于限制本技术的保护范围,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
97.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应所述以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
