技术特征:
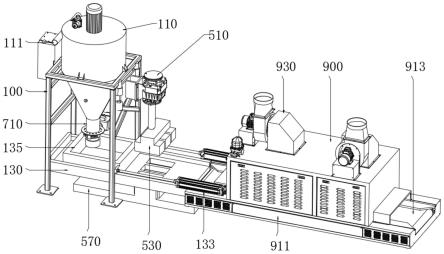
1.一种透水砖的制作成型装置,其特征在于,包括支撑架(100),所述支撑架(100)上端安装有箱体(110),所述支撑架(100)下端设置有滑道(130);搅拌机构(300),所述搅拌机构(300)设置在所述箱体(110)内,所述箱体(110)上端开设有注料口(111),所述箱体(110)下端开设有排料口;压制机构(500),所述压制机构(500)包括伸缩气缸(510)、上模(530)和下模(550),所述伸缩气缸(510)固定安装在所述支撑架(100)一侧,所述上模(530)与所述伸缩气缸(510)的活动端固定连接,所述下模(550)与所述上模(530)相对设置,所述滑道(130)底部设置有垫板(570),所述垫板(570)与所述下模(550)之间连接有电缸(571);所述滑道(130)表面开设有模槽(131),所述下模(550)设置在所述模槽(131)底部,所述滑道(130)的一端固定安装有电动推杆(133),所述滑道(130)表面滑动设置有料框(135),所述电动推杆(133)的活动端与所述料框(135)固定连接。2.根据权利要求1所述的一种透水砖的制作成型装置,其特征在于,所述支撑架(100)一次固定安装有电控柜,所述箱体(110)顶部设置有气压平衡口,以及安装有温压检测仪,所述箱体(110)上端至少设置有两个注料口(111)。3.根据权利要求1所述的一种透水砖的制作成型装置,其特征在于,所述搅拌机构(300)包括搅拌杆(310)和搅拌叶(330),所述箱体(110)顶部固定安装有搅拌电机(350),所述搅拌叶(330)可拆卸固定在所述搅拌杆(310)表面,所述搅拌杆(310)上端与所述搅拌电机(350)的驱动轴同轴固定连接。4.根据权利要求3所述的一种透水砖的制作成型装置,其特征在于,还包括有挤出机构(700),所述挤出机构(700)设置在所述箱体(110)下端的排料口处,所述滑道(130)设置在所述挤出机构(700)正下方。5.根据权利要求4所述的一种透水砖的制作成型装置,其特征在于,所述挤出机构(700)包括排料管(710)和绞龙(730),所述排料管(710)与所述箱体(110)下端的排料口固定连接,所述绞龙(730)转动设置在所述排料管(710)内,所述绞龙(730)上端与所述搅拌杆(310)同轴固定连接。6.根据权利要求5所述的一种透水砖的制作成型装置,其特征在于,所述排料管(710)下端安装有控制阀(711),所述控制阀(711)为电控阀,所述箱体(110)上端为筒状结构,下端为锥形漏斗结构。7.根据权利要求1所述的一种透水砖的制作成型装置,其特征在于,还包括有干燥箱(900),所述干燥箱(900)下端设置有输送机(910),所述输送机(910)的一端与所述滑道(130)的一端对接,所述干燥箱(900)上端安装有报警器。8.根据权利要求7所述的一种透水砖的制作成型装置,其特征在于,所述干燥箱(900)顶部安装有热风机(930),所述热风机(930)的热风出口连通所述干燥箱(900)内部,所述干燥箱(900)内安装有吊架,所述吊架上安装有红外发热管(950)。9.一种透水砖制备工艺,其特征在于,包括权利要求1-8任意一项所述的透水砖的制作成型装置;以及其使用方法包括以下步骤:s1、投料搅拌,将透水砖原材料通过注料口(111)投入箱体(110)内,开启搅拌电机
(350),搅拌电机(350)工作时正向旋转带动搅拌杆(310)旋转,搅拌杆(310)带动搅拌叶(330)旋转,搅拌叶(330)对原料进行搅拌处理;s2、搅拌均匀后,控制搅拌电机(350)反向旋转,绞龙(730)在搅拌杆(310)的带动下旋转,绞龙(730)推动物料通过排料管(710)排入下方的料框(135)内,螺旋推力挤出的混合物料在滑道(130)表面;s3、下料,开启电动推杆(133),电动推杆(133)的活动端拉动料框(135),将料框(135)拉至模槽(131)上端,同时,料框(135)推动滑道(130)表面的混合物料落入模槽(131)内,使得混合物料填充满模槽(131),然后控制电动推杆(133)推动料框(135)滑至排料管(710)下方复位,并刮走多余物料;s4、压制成型,开启伸缩气缸(510),推动上模(530)下移,对模槽(131)内的混合物料进行压制,将原材料压制成型,压制后伸缩气缸(510)带动上模(530)向上移动,电缸(571)推动下模(550)上移,下模(550)上移将压制成型的透水砖推至滑道(130)上表面;s5、推料放料,重复步骤s3,当料框(135)推动滑道(130)表面的混合物料落入模槽(131)内时,料框(135)的一侧推动成型后的砖块,将成型后的砖块推至输送机(910)表面,输送机(910)将成型后的砖块移至干燥箱(900)内,同时开启热风机(930)以及红外发热管(950),对砖块进行干燥,干燥后的砖块通过输送机(910)输送至下一工序。10.根据权利要求9所述的一种透水砖制备工艺,其特征在于,透水砖为蓝色,蓝色透水砖原材料比重配方为覆膜蓝砂230:覆膜白砂60:覆膜黑砂10:树脂8.5:固化剂2.3:添加剂15。
技术总结
本申请实施例提供一种透水砖的制作成型装置及制备工艺,涉及生活技术领域。该透水砖的制作成型装置包括:支撑架、搅拌机构以及压制机构,所述支撑架下端设置有滑道;所述箱体上端开设有注料口,所述箱体下端开设有排料口;所述上模与所述伸缩气缸的活动端固定连接,所述下模与所述上模相对设置,所述滑道底部设置有垫板,所述垫板与所述下模之间连接有电缸;所述滑道表面滑动设置有料框,所述电动推杆的活动端与所述料框固定连接。根据本申请的透水砖的制作成型装置,有效的提高了工作效率;能够提高透水砖的制作质量,一体化结构有效的提高了工作效率,该结构原理简单,制作成本低,能够提高透水砖的制作质量。能够提高透水砖的制作质量。能够提高透水砖的制作质量。
技术研发人员:林国平
受保护的技术使用者:浙江玖隆新材料科技有限公司
技术研发日:2022.07.07
技术公布日:2022/10/25
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。