1.本技术是涉及一种对具有端面部的袋进行制造的制袋机及制袋方法。
背景技术:
2.塑料袋那样的袋例如包括本体部、侧围部及端面部。端面部有时成为底面部,更具体而言成为底围部。这种袋被称为方底袋。专利文献1、专利文献2公开了这样的袋的制袋机。
3.制袋机中,例如,将连续的两片本体件相互重叠,并沿其长度方向进给。制袋机中,将侧围件及端面件(底围件)组装于本体件。制袋机中,将本体件、侧围件及端面件热封。制袋机中,将本体件、侧围件及端面件在本体件的宽度方向上横切,而制造袋。制袋机中,利用本体件形成本体部,利用侧围件形成侧围部,利用端面件形成端面部。
4.专利文献1公开了两种制袋机。在其中一种制袋机中,每进行一次横切而制造一个袋。在另一种制袋机中,每进行一次横切而制造两个袋。前者被称为单列制袋,后者被称为双列制袋。双列制袋就制造效率的观点而言被关注。
5.在后者的制袋机中,将两个侧围件配置于上下两片本体件间,并将侧围件暂时密封于上下的本体件。进而,制袋机将上侧的本体件沿着其长度方向分割为两部分,将端面件通过分割后的上侧的本体件的间隙而向下侧的本体件供给并暂时固定。进而,制袋机将上侧的本体件在一对分割缘侧折弯并利用所述折弯及暂时密封将两个侧围件展开而形成展开面。
6.为了实现所述过程,侧围件的配置需要使一个侧围件相对于上侧的本体件的分割线而位于一侧,使另一侧围件相对于所述分割线而位于另一侧,并将这两个侧围件在本体件的宽度方向上排列为一列。即,必须进行两次侧围件的供给动作。这是使制造效率降低的原因之一。
7.本技术的目的在于提供一种能够高效率地制造具有端面部的袋的制袋机及制袋方法。
8.现有技术文献
9.专利文献
10.专利文献1:国际公开wo2009/131214号公报
11.专利文献2:日本专利第3655627号公报
技术实现要素:
12.根据本技术的一实施例,提供一种制袋机,所述制袋机包括:
13.本体件进给装置,使连续的第一本体件及连续的第二本体件相互重叠,并沿所述第一本体件与所述第二本体件的长度方向进给;以及
14.侧围件供给装置,在所述第一本体件与所述第二本体件重叠前,将侧围件在所述第二本体件的宽度方向上配置于所述第二本体件,在所述第一本体件与所述第二本体件相
互重叠时,使所述侧围件位于所述第一本体件与所述第二本体件之间,且所述侧围件在相对于所述侧围件的长度方向中心线而言的两侧被对折,
15.所述制袋机还包括:
16.暂时固定装置,在所述第一本体件与所述第二本体件重叠前,将所述侧围件暂时固定于所述第二本体件;以及
17.分割装置,在所述侧围件暂时固定后且所述第一本体件与所述第二本体件重叠前,将所述侧围件分割而形成开口缘,在所述第一本体件与所述第二本体件相互重叠时,使所述开口缘与所述第一本体件的第一脆弱线对齐,且所述开口缘在所述侧围件的宽度方向上延伸,所述第一脆弱线在所述第一本体件的长度方向上延伸,
18.所述制袋机还包括:
19.暂时密封装置,在所述第一本体件与所述第二本体件重叠后,将所述侧围件密封于所述第一本体件及所述第二本体件而形成暂时密封部;以及
20.第一引导装置,随着所述第一本体件及所述第二本体件的进给而对所述第一本体件进行引导,将所述第一本体件沿着所述第一脆弱线分割,且在所述第一本体件的分割缘侧沿着折弯线折弯,所述侧围件通过所述第一引导装置对所述第一本体件的引导及所述暂时密封部,在所述开口缘的位置被展开而形成展开面,所述折弯线在所述第一本体件的长度方向上延伸,
21.所述制袋机还包括:
22.端面件供给装置,随着所述第一本体件及所述第二本体件的进给,将连续的端面件在所述第一本体件及所述第二本体件的长度方向上配置于所述第一本体件,并使所述端面件与所述第一本体件的折弯部分及所述展开面重叠,
23.利用所述第一本体件及所述第二本体件形成袋的本体部,利用所述侧围件形成所述袋的侧围部,利用所述端面件形成所述袋的端面部。
24.第二脆弱线可以在所述侧围件的宽度方向上延伸的方式形成于所述侧围件。所述分割装置可沿着所述第二脆弱线对所述侧围件进行分割。
25.所述分割装置可包括:
26.吸盘,用于吸附所述侧围件;以及
27.移动机构,利用所述吸盘吸附所述侧围件,使所述吸盘向远离所述侧围件的方向移动,从而沿着所述第二脆弱线将所述侧围件撕开。
28.所述暂时固定装置可将所述侧围件在相对于所述第二脆弱线而言的两侧暂时固定于所述第二本体件,形成所述侧围件的包括所述第二脆弱线的部分未附着于所述第二本体件的未附着区域。
29.所述分割装置可包括:刀片;以及移动机构,使所述刀片移动到随着所述第二本体件的进给而所述刀片在所述未附着区域进入所述侧围件与所述第二本体件之间的位置。所述移动机构可在所述刀片穿过所述侧围件与所述第二本体件之间时,使所述刀片向远离所述第二本体件的方向移动,沿着所述第二脆弱线将所述侧围件撕开。
30.所述分割装置可包括刀片。所述刀片可配置于:所述刀片的前端随着所述第二本体件的进给而在所述未附着区域进入所述侧围件与所述第二本体件之间的位置。所述刀片可具有倾斜缘,所述倾斜缘以朝向所述第二本体件的进给方向而远离所述第二本体件的方
式倾斜延伸。所述侧围件可随着与所述第二本体件一起被进给而跃上所述倾斜缘,从而通过所述倾斜缘沿着所述第二脆弱线被撕开。
31.所述分割装置可包括:线材;以及支撑构件,将所述线材支撑为在所述侧围件暂时固定于所述第二本体件时,在所述未附着区域穿过所述侧围件与所述第二本体件之间。所述线材可具有在所述暂时固定装置的下游进入所述侧围件的进给路径的部分。所述侧围件可随着与所述第二本体件一起被进给而被所述线材沿所述第二脆弱线撕开。
32.所述分割装置还可包括:按压构件,所述按压构件设置成在所述侧围件被所述线材沿着所述第二脆弱线撕开时,在相对于所述线材而言的两侧按压所述侧围件。
33.所述分割装置可包括:分切件,所述分切件用于随着所述第一本体件及所述第二本体件的进给而对所述侧围件进行分切。
34.所述制袋机还可包括:
35.展开面密封装置,在配置所述端面件后,将所述侧围件在所述第一本体件及所述第二本体件的宽度方向上热封于所述第一本体件及所述第二本体件、及所述端面件,而在至少所述展开面的对角线形成辅助密封部;
36.第二引导装置,在形成所述辅助密封部后,随着所述第一本体件及所述第二本体件的进给而进一步对所述第一本体件进行引导,将所述第一本体件沿着所述折弯线回折,通过所述第一本体件的回折而将所述端面件对折;以及
37.纵向热封装置,在所述第一本体件回折后,将所述端面件在所述第一本体件及所述第二本体件的长度方向上沿着所述分割缘热封于所述第一本体件及所述第二本体件,而形成纵向密封部。
38.所述制袋机还可包括:
39.横向热封装置,在配置所述端面件后,将所述侧围件在所述第一本体件及所述第二本体件的宽度方向上热封于所述第一本体件及所述第二本体件、及所述端面件,而在至少所述侧围件的长度整体的范围内形成横向密封部;
40.分切装置,在形成所述横向密封部后,将所述第一本体件及所述第二本体件、所述侧围件、及所述端面件在所述第一本体件及所述第二本体件的长度方向上沿着所述分割缘分切;以及
41.横切装置,在由所述分切装置进行分切后,将所述第一本体件及所述第二本体件、所述侧围件、及所述端面件在所述第一本体件及所述第二本体件的宽度方向上在所述横向密封部的位置处横切,而制造所述袋。
42.根据本技术的又一实施例,提供一种制袋方法,
43.所述制袋方法包括:
44.使连续的第一本体件与连续的第二本体件相互重叠,并沿所述第一本体件与所述第二本体件的长度方向进给,
45.在所述第一本体件与所述第二本体件重叠前,将侧围件在所述第二本体件的宽度方向上配置于所述第二本体件,在使所述第一本体件与所述第二本体件相互重叠时,使所述侧围件位于所述第一本体件与所述第二本体件之间,
46.所述侧围件在相对于所述侧围件的长度方向中心线而言的两侧被对折,
47.所述制袋方法还可包括:
48.在所述第一本体件与所述第二本体件重叠前,将所述侧围件暂时固定于所述第二本体件,
49.在所述侧围件暂时固定后且所述第一本体件与所述第二本体件重叠前,将所述侧围件分割而形成开口缘,在所述第一本体件与所述第二本体件相互重叠时,使所述开口缘与所述第一本体件的第一脆弱线对齐,且所述开口缘在所述侧围件的宽度方向上延伸,所述第一脆弱线在所述第一本体件的长度方向上延伸,
50.所述制袋方法还可包括:
51.在所述第一本体件与所述第二本体件重叠后,将所述侧围件密封于所述第一本体件及所述第二本体件而形成暂时密封部,
52.在形成所述暂时密封部后,随着所述第一本体件及所述第二本体件的进给而对所述第一本体件进行引导,将所述第一本体件沿着所述第一脆弱线分割,且在所述第一本体件的分割缘侧沿着折弯线折弯,所述折弯线在所述第一本体件的长度方向上延伸,
53.所述制袋方法还可包括:
54.通过对所述第一本体件的引导及所述暂时密封部,将所述侧围件在所述开口缘的位置展开而形成展开面,
55.随着所述第一本体件及所述第二本体件的进给,将连续的端面件在所述第一本体件及所述第二本体件的长度方向上配置于所述第一本体件,并使所述端面件与所述第一本体件的折弯部分及所述侧围件的所述展开面重叠,
56.利用所述第一本体件及所述第二本体件形成袋的本体部,利用所述侧围件形成所述袋的侧围部,利用所述端面件形成所述袋的端面部。
57.第二脆弱线可以在所述侧围件的宽度方向上延伸的方式形成于所述侧围件。所述制袋方法中,沿着所述第二脆弱线将所述侧围件分割而形成所述开口缘。
58.所述制袋方法还可包括:
59.在配置所述端面件后,将所述侧围件在所述第一本体件及所述第二本体件的宽度方向上热封于所述第一本体件及所述第二本体件、及所述端面件,而在至少所述展开面的对角线形成辅助密封部,
60.在形成所述辅助密封部后,随着所述第一本体件及所述第二本体件的进给而进一步对所述第一本体件进行引导,将所述第一本体件沿着所述折弯线回折,通过所述第一本体件的回折将所述展开面闭合并且将所述端面件对折,
61.在所述第一本体件回折后,将所述端面件在所述第一本体件及所述第二本体件的长度方向上沿着所述分割缘热封于所述第一本体件及所述第二本体件,而形成纵向密封部,
62.在配置所述端面件后,将所述侧围件在所述第一本体件及所述第二本体件的宽度方向上热封于所述第一本体件及所述第二本体件、及所述端面件,而在至少所述侧围件的长度整体的范围内形成横向密封部,
63.在形成所述横向密封部后,将所述第一本体件及所述第二本体件、所述侧围件、及所述端面件在所述第一本体件及所述第二本体件的长度方向上沿着所述第一本体件的所述分割缘分切,
64.在进行分切后,将所述第一本体件及所述第二本体件、所述侧围件、及所述端面件
在所述第一本体件及所述第二本体件的宽度方向上在所述横向密封部的位置处横切,而制造所述袋。
附图说明
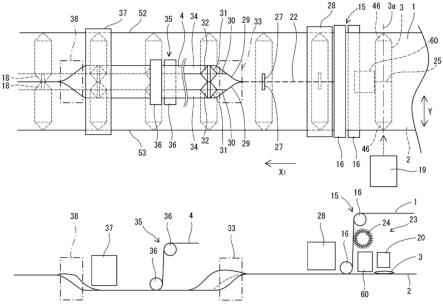
65.[图1]图1a是概略性地表示一实施方式的制袋机的上游部的平面图,图1b是图1a的概略侧面图。
[0066]
[图2]是概略性地表示图1a的制袋机的下游部的平面图。
[0067]
[图3]例示出袋。
[0068]
[图4]图4a是侧围件的剖面图,图4b对侧围件的暂时固定进行说明,图4c表示侧围件的针脚孔,图4d对侧围件的分割进行说明,图4e对辅助密封部的形成进行说明。
[0069]
[图5]图5a、图5b表示侧围件用的针脚孔刀具。
[0070]
[图6]图6a表示例示的分割装置,图6b表示其侧面图。
[0071]
[图7]图7a表示例示的分割装置,图7b对暂时固定进行说明。
[0072]
[图8]图8a-图8c对侧围件的分割进行说明。
[0073]
[图9]图9a-图9c对侧围件的分割进行说明。
[0074]
[图10]图10a-图10c表示例示的分割装置,并对侧围件的分割进行说明。
[0075]
[图11]图11a-图11c表示例示的分割装置。
[0076]
[图12]图12a表示图11b的变形例,图12b-图12d是图11b或图12a的q-q线剖面,分别例示按压构件。
[0077]
[图13]图13a表示例示的分割装置,图13b是图13a的侧面图,图13c表示图13a的变形例。
[0078]
[图14]是概略性地表示另一实施方式的制袋机的上游部的平面图。
[0079]
[图15]图15a是概略性地表示图14的制袋机的下游部的一例的平面图,图15b是概略性地表示图14的制袋机的下游部的另一例的平面图。
[0080]
[图16]图16a例示出另一袋,图16b是图16a的区域t的放大立体图,图16c是区域t的放大平面图。
[0081]
[图17]图17a表示连续的侧围件,图17b是表示搬运侧围件的搬运单元的侧面图。
[0082]
[图18]概略性地表示又一实施方式的制袋机的上游部。
[0083]
[图19]表示暂时密封部。
[0084]
[图20]图20a表示切角的工序,图20b是图20a的区域s的放大图。
[0085]
[图21]表示一对暂时密封部。
[0086]
[图22]表示另一例的一对暂时密封部。
具体实施方式
[0087]
以下,参照附图来说明实施方式的制袋机及制袋方法。
[0088]
一实施方式的制袋机在图1a、图1b及图2中示出。制袋机利用第一本体件1、第二本体件2、侧围件3及端面件4来制造图3的袋5。在以下的各实施方式中,袋5是方底袋,并且是塑料袋,而且,第一本体件1、第二本体件2、侧围件3及端面件4是塑料的膜。这些零件1~4也可代替塑料的膜,而例如由纸的基底以及部分或者整体层压于所述基底的膜或者树脂材料
构成。
[0089]
袋5包括两个本体部6、两个侧围部7及端面部8。两个本体部6相互相向且具有两侧缘9及两端缘10、11。一端缘为底缘10,另一端缘为顶缘11。
[0090]
两个侧围部7成对。一对侧围部7沿着两侧缘9延伸,且折入两个本体部6之间,并对折。侧围部7的一端折入侧围部7的两层间,并对折,由此形成辅助围部12。另外,侧围部7的另一端部在对折的状态下朝向侧围件3的外表面折叠,由此形成三角翼部45。
[0091]
端面部8沿着底缘10延伸,且折入两个本体部6之间以及辅助围部12之间,并对折。因此,端面部8作为底围部而发挥功能。
[0092]
侧围部7沿着两侧缘9热封于两个本体部6。进而,端面部8沿着两侧缘9热封于辅助围部12。由此,第一密封部13沿着两侧缘9形成。端面部8沿着底缘10热封于两个本体部6。由此,第二密封部14沿着底缘10形成。顶缘11开口。
[0093]
袋5可利用侧围部7而扩大,从而增大其容量。在袋5扩大时,端面部8(底围部)形成平的底面基底,使袋5自立。
[0094]
如图1a、图1b所示,制袋机包括本体件进给装置15。本体件进给装置15构成为,使连续的第一本体件1及连续的第二本体件2相互重叠而进给。其进给方向x1是本体件1、本体件2的长度方向。在实施方式中,本体件1是上侧的本体件,本体件2是下侧的本体件。本体件1、本体件2间歇地进给。即,本体件1、本体件2反复进行进给与停止。
[0095]
本体件进给装置15包括引导辊16及进给辊对17(图2)。本体件1、本体件2被从各自的坯料辊抽出。此外,也可从一个坯料辊抽出宽幅的料片(例如包含塑料的膜),并将此料片分切而分割为两个本体件1、2。本体件1被引导辊16引导,本体件1、本体件2相互重叠。图2仅示出进给辊对17的其中一个辊。进给辊对17由马达驱动,并间歇地旋转,将本体件1、本体件2向方向x1间歇地进给。
[0096]
制袋机还包括侧围件供给装置19(图1a)。侧围件供给装置19构成为,在使本体件1、本体件2相互重叠之前,将侧围件3向本体件2供给,并在本体件1、本体件2的宽度方向上配置于本体件2,在使本体件1、本体件2相互重叠时,使侧围件3位于本体件1、本体件2之间。
[0097]
侧围件3在相对于其长度方向中心线3a的两侧对折。因此,如图4a所示,侧围件3呈扁平的筒形状。侧围件3比侧围部7的宽度的2倍宽一些,比侧围部7的长度的2倍长一些。如图1a所示,侧围件3的两端的各角部以45
°
的角度对折,三角翼46形成于侧围件3的两端。
[0098]
每进行一次本体件1、本体件2的间歇进给,则侧围件供给装置19将侧围件3向本体件2供给,并在本体件1、本体件2的宽度方向上配置于本体件2的上表面。因此,在利用本体件进给装置15而使本体件1、本体件2相互重叠时,侧围件3位于本体件1、本体件2之间。侧围件供给装置19采用众所周知的结构。
[0099]
制袋机还包括暂时固定装置20(图1b)。暂时固定装置20构成为,将侧围件3暂时固定于本体件2而形成暂时固定部21(附着区域)(图4b)。暂时固定装置20例如是超声波装置。每进行一次本体件1、本体件2的间歇进给,则暂时固定装置20以例如超声波密封或热封的形式使侧围件3附着于本体件2,进行暂时固定,而在侧围件3的长度方向中心线3a上形成暂时固定部21。侧围件供给装置19在本体件1、本体件2停止的期间将侧围件3配置于本体件2,紧随其后,暂时固定装置20将侧围件3暂时固定于本体件2。
[0100]
制袋机还包括脆弱线形成装置23(图1b)。脆弱线形成装置23构成为,在本体件1、
本体件2重叠前,使第一脆弱线22(图1a)形成于本体件1。第一脆弱线22沿第一本体件1的长度方向延伸。第一脆弱线22在实施方式中为针脚孔。针脚孔22包括连续排列的多个孔。
[0101]
脆弱线形成装置23在实施方式中包括配置于使本体件1、本体件2相互重叠的位置的上游的针脚孔刀具24。针脚孔刀具24在其圆周的整体的范围内包括多个刃,刃的至少一个与本体件1卡合。针脚孔刀具24随着本体件1的进给而旋转,通过针脚孔刀具24而在本体件1形成针脚孔22。
[0102]
制袋机在所述实施方式中还包括追加的脆弱线形成装置。追加的脆弱线形成装置构成为,在将侧围件3配置于本体件2之前,在侧围件3形成沿侧围件3的宽度方向延伸的第二脆弱线25(图1a)。实施方式的脆弱线25也是针脚孔。如图4c所示,针脚孔25包括第一细孔251及多个第二细孔252。第一细孔251位于侧围件3的宽度方向的中央部。第二细孔252位于第一细孔251的两侧。第一细孔251在侧围件3的宽度方向上的长度比各第二细孔252在侧围件3的宽度方向上的长度长。这是为了容易进行后述的侧围件3的分割。
[0103]
另一脆弱线形成装置包括例如图5a所示的另一针脚孔刀具26。针脚孔刀具26具有与针脚孔25的形状对应的刃。所述装置利用针脚孔刀具26对侧围件3进行冲裁,而在侧围件3形成针脚孔25。而且,侧围件供给装置19将带针脚孔25的侧围件3向本体件2供给而配置。
[0104]
制袋机还包括分割装置60。分割装置60构成为,在侧围件3暂时固定后且在本体件1、本体件2重叠前,将侧围件3分割而形成一对开口缘31(图4d),在本体件1、本体件2通过本体件进给装置15相互重叠时,一对开口缘31与第一脆弱线(针脚孔)22对齐。分割装置60在每次间歇进给时将侧围件3分割。在实施方式中,侧围件3被分割成两部分。
[0105]
图6a、图6b表示例示的分割装置60。图6b的符号y表示本体件2的宽度方向(相应地为侧围件3的长度方向)。在所述实施方式中,分割装置60包括:为了吸附侧围件3而位于暂时固定装置20的下游且本体件1、本体件2相互重叠的位置的上游的两个吸盘600;以及构成为分别使吸盘600移动的移动机构601。移动机构601例如可包括针对各个吸盘600而设置,使对应的吸盘600移动的臂。
[0106]
移动机构601在本体件1、本体件2的停止中,利用吸盘600在相对于针脚孔25(第二脆弱线)而言的两侧对侧围件3的其一层(上层)进行吸附(图6b)。然后,在本体件1、本体件2的停止中,移动机构601使吸盘600如图6b的虚线箭头所示那样向远离侧围件3的方向移动。由于侧围件3的另一层(下层)在长度方向中心线3a上暂时固定于本体件2,因此侧围件3的上层在相对于针脚孔25而言的两侧被吸盘600上拉,并沿着针脚孔25被撕开。因此,侧围件3沿着针脚孔25被分割,而形成一对开口缘31。这在每次间歇进给时反复进行。
[0107]
分割装置60也可使用吸盘600及按压构件(省略图示)来分割侧围件3。分割装置60利用按压构件在相对于针脚孔25而言的一侧将侧围件3按压,利用吸盘600在相对于针脚孔25而言的另一侧对侧围件3进行吸附。然后,分割装置60可使吸盘600移动,沿着针脚孔25将侧围件3撕开。
[0108]
如图1a、图1b所示,制袋机还包括暂时密封装置28。暂时密封装置28构成为,在本体件1、本体件2重叠后,将侧围件3密封于本体件1、本体件2,形成暂时密封部27(图1a)。暂时密封部27用于形成后述的展开面。每进行一次本体件1、本体件2的间歇进给,则暂时密封装置28将侧围件3的其中一层与本体件1相互密封,同时将侧围件3的另一层与本体件2相互密封。由此,形成一对暂时密封部27,其中一个暂时密封部27位于相对于开口缘31(相应地
为与其对齐的针脚孔22)而言的一侧,另一个暂时密封部27位于相对于开口缘31而言的另一侧。暂时密封装置28例如可以热封或者超声波的形式将侧围件3密封于本体件1、本体件2。
[0109]
制袋机还包括第一引导装置33。第一引导装置33构成为,在形成暂时密封部27后,随着本体件1、本体件2的进给而对本体件1进行引导,将本体件1沿着其针脚孔22分割为两部分并且在所述两个分割缘29侧沿着折弯线30折弯。进而,第一引导装置33构成为,利用对所述本体件1的引导及暂时密封部27,将侧围件3在一对开口缘31的位置展开,而形成两个展开面32(图1a、图4e)。
[0110]
第一引导装置33与专利文献1同样地,包括引导辊、板、夹送辊等引导构件。随着本体件1、本体件2的进给,利用引导构件将本体件1沿着针脚孔22分割为两部分。通过本体件1的分割,而产生一对分割缘29。进而,随着本体件1、本体件2的进给,本体件1通过第一引导装置33而在分割缘29侧沿着一对折弯线30折弯。由此,利用本体件1形成一对折弯部分34。折弯线30沿本体件1、本体件2的长度方向延伸。
[0111]
暂时密封部27使侧围件3的上侧的层附着于本体件1,并且,使侧围件3的下侧的层附着于本体件2。因此,在本体件1被折弯时(抬起时),侧围件3的上侧的层被暂时密封部27上拉。通过所述上拉,侧围件3在开口缘31的位置被展开,而形成一对展开面32。展开面32分别具有大致菱形形状。
[0112]
制袋机还包括端面件供给装置35。端面件供给装置35构成为,随着本体件1、本体件2的进给,将连续的端面件4向本体件1供给,并在本体件1、本体件2的长度方向上配置于本体件1(其折弯部分34),且使所述端面件4与一对折弯部分34及一对展开面32重叠。端面件4比袋5的端面部8的宽度的2倍宽一些。
[0113]
端面件供给装置35包括引导辊36。端面件4从坯料辊抽出。随着本体件1、本体件2的进给,端面件4被引导辊36引导,而向本体件1供给,并以与一对折弯部分34及一对展开面32重叠的方式沿本体件1、本体件2的长度方向配置。此外,也可与日本专利特许第6381169号同样地,使宽幅的料片(例如包含塑料的膜)被从坯料辊抽出,并被沿其长度方向分切,而分割为端面件4以及本体件1或者本体件2。
[0114]
制袋机还包括展开面密封装置37。展开面密封装置37构成为,在供给端面件4后,将侧围件3在本体件1、本体件2的宽度方向上密封于本体件1、本体件2及端面件4,形成辅助密封部48(仅在图4e中示出)。
[0115]
展开面密封装置37例如包括热封杆。每进行一次本体件1、本体件2的间歇进给,则展开面密封装置37使用热封杆将侧围件3在本体件1、本体件2的宽度方向上沿着一对展开面32的对角线热封于本体件1、本体件2、及端面件4。由此,在至少展开面32的对角线形成辅助密封部48。端面件4通过辅助密封部48而附着于一对展开面32。
[0116]
制袋机还包括第二引导装置38。第二引导装置38构成为,在形成辅助密封部48后,随着本体件1、本体件2的进给而对本体件1进行引导,并将本体件1沿着折弯线30回折,通过所述本体件1的回折,将展开面32闭合而形成辅助围件18,并且将端面件4对折。
[0117]
第二引导装置38包括引导辊、板、夹送辊等引导构件。随着本体件1、本体件2的进给,利用引导构件对本体件1进行引导,并使本体件1沿着一对折弯线30回折。通过所述本体件1的回折,一对展开面32闭合,而由展开面32形成两个辅助围件18。进而,通过所述本体件
1的回折,端面件4在相对于其长度方向中心线(与本体件1、本体件2的长度方向平行)而言的两侧被对折。结果是,对折后的端面件4配置于本体件1与本体件2之间,进而,配置于由展开面32形成的各辅助围件18之间。另外,一对分割缘29相互对齐。
[0118]
如图2所示,制袋机还包括纵向密封装置40。纵向密封装置40构成为,在本体件1回折后,将端面件4在本体件1、本体件2的长度方向上沿着分割缘29热封于本体件1、本体件2,而沿着分割缘29形成纵向密封部39。纵向密封装置40包括一对热封杆,每进行一次本体件1、本体件2的间歇进给,则使用所述热封杆实施热封,而形成纵向密封部39。
[0119]
制袋机还包括横向密封装置42。横向密封装置42构成为,在将端面件4配置于本体件1之后,将侧围件3在本体件1、本体件2的宽度方向上热封于本体件1、本体件2及端面件4,而在至少侧围件的长度整体的范围内(优选为在本体件1、本体件2的宽度整体的范围内)形成横向密封部41。
[0120]
横向密封装置42包括两组一对热封杆,每进行一次本体件1、本体件2的间歇进给,则使用所述热封杆实施热封,而形成横向密封部41。所述辅助密封部48包含于横向密封部41并成为一体。在实施方式中,在本体件1回折后,实施横向热封。所述热封的位置是侧围件3的长度方向中心线3a的位置。因此,横向密封部41沿着中心线3a延伸。端面件4配置于侧围件3的辅助围件18之间,因此在辅助围件18的位置处密封于侧围件3。
[0121]
制袋机还包括分切装置43。分切装置43构成为,随着本体件1、本体件2的进给,将本体件1、本体件2、侧围件3及端面件4在本体件1、本体件2的长度方向上分切。分切的位置是相互对齐的一对分割缘29的位置,因此,在实施方式中是纵向密封部39的位置。由此,本体件2及端面件4也分别被分割。
[0122]
分切装置43与专利文献1同样地包括在本体件1、本体件2的宽度方向上隔开间隔地配置的一对分切件。随着本体件1、本体件2的进给,本体件1、本体件2、侧围件3及端面件4被分切件沿着分割缘29分切。虽然在分切件间产生余量,但是与专利文献1同样地由公知的卷扬机卷扬,作为渣滓而从本体件1、本体件2分离。
[0123]
制袋机还包括横切装置44。横切装置44构成为,在进行分切后,将本体件1、本体件2、侧围件3及端面件4在本体件1、本体件2的宽度方向上横切,由此制造袋5。横切的位置是横向密封部41的位置。
[0124]
制袋机的横切装置44包括刀具。每进行一次本体件1、本体件2的间歇进给,则横切装置44使用刀具将本体件1、本体件2、侧围件3及端面件4在本体件1、本体件2的宽度方向上在横向密封部41的位置处横切。由此,在实施方式中,每进行一次横切则制造两个袋5。
[0125]
因此,利用本体件1、本体件2形成袋5的本体部6,利用侧围件3形成侧围部7,利用端面件4形成端面部8。更具体而言,利用辅助围件18形成辅助围部12。利用纵向密封部39形成第二密封部14。利用横向密封部41形成第一密封部13。另外,利用三角翼46形成三角翼部45。
[0126]
相互相向的本体件1、本体件2的相向面由聚乙烯、聚丙烯等密封剂形成,另一方面,其相反侧的面由尼龙、聚对苯二甲酸乙二酯(polyethylene glycol terephthalate,pet)等基材形成。对折后的侧围件3的外表面由密封剂形成,另一方面,其内表面由基材形成。端面件4的与本体件1、本体件2相向的相向面由密封剂形成,另一方面,其相反侧的面由基材形成。通过密封剂而实现膜彼此的热封。这些与专利文献1、专利文献2是同样的。
[0127]
制袋机可包括从顶缘11向袋5填充内容物的填充装置、及在填充工序后将两个本体部6沿着顶缘11相互热封的追加的密封装置。
[0128]
图7a表示另一例示的分割装置60。分割装置60包括:刀片610,位于暂时固定装置20的下游且本体件1、本体件2相互重叠的位置的上游;以及移动机构611,使刀片610相对于本体件2接近及分离。刀片610包括r形状的前端(上游端),以不损伤侧围件3。刀片610与通过暂时固定装置20暂时固定于本体件2的侧围件3的针脚孔25在进给方向x1上呈同一直线状。移动机构611可包括使刀片610上下移动的致动器,例如气缸。
[0129]
如图7b所示,暂时固定装置20将侧围件3在相对于针脚孔25而言的两侧暂时固定于本体件2,形成侧围件3的包括针脚孔25的部分未附着于本体件2的未附着区域21a。即,暂时固定装置20将两个暂时固定部21(附着区域)在相对于针脚孔25而言的两侧在方向y上隔开间隔地形成,未附着区域21a形成在暂时密封部21(附着区域)之间。
[0130]
如图8a所示,刀片610通过移动机构611而位于靠近本体件2的位置。当刀片610位于所述位置时,随着本体件1、本体件2的进给,刀片610从其前端在未附着区域21a进入侧围件3与本体件2之间,并穿过它们之间。(参照图8a-图8c)。
[0131]
然后,如图9a-图9c所示,在本体件1、本体件2停止的期间,移动机构611使刀片610向远离本体件2的方向(即上方)移动,沿着针脚孔25将侧围件3撕开(参照图9a-图9c)。因此,侧围件3沿着针脚孔25被分割,形成一对开口缘31(图4d)。然后,移动机构611使刀片610返回到图8a所示的位置。每进行一次本体件1、本体件2的间歇进给,则反复进行侧围件3的分割。
[0132]
此外,如图9a-图9c所示,限制构件612也可在相对于刀片610而言的两侧在方向y上隔开间隔地配置,在侧围件3被刀片610撕开时,按压侧围件3。由此,在侧围件3被刀片610撕开时,抑制侧围件3在附着区域21从本体件2剥离。
[0133]
图10a-图10c示出使用刀片610的另一示例。所述分割装置60不包括所述移动机构611(图7a)。刀片610由未图示的框架支撑,且配置于随着本体件1、本体件2的进给,刀片610的前端在未附着区域21a进入侧围件3与本体件2之间的位置。刀片610具有r形状的前端。刀片610的高度朝向进给方向x1而逐渐变高。因此,刀片具有以朝向本体件1、本体件2的进给方向x1而远离本体件2的方式倾斜延伸的倾斜缘613(上缘)。
[0134]
随着侧围件3与本体件2一起被进给,刀片610的前端在未附着区域21a进入本体件2与侧围件3之间。此时,侧围件3跃上倾斜缘613,从而利用倾斜缘613而沿着针脚孔25被逐渐撕开。因此,侧围件3沿着针脚孔25被分割,形成一对开口缘31。每进行一次本体件1、本体件2的间歇进给,则反复进行侧围件3的分割。
[0135]
在所述例示中,也可设置限制构件612,抑制侧围件3与本体件2在分割侧围件3时在附着区域21剥离。
[0136]
此外,在使用刀片610的情况下,只要侧围件3一旦在其下游的侧缘被撕开,则之后会顺利地被撕开。因此,针脚孔25例如如图5b所示,端部的刃可由宽幅的针脚孔刀具26形成。
[0137]
图11a-图11c表示又一例示的分割装置60。图11b是图11a的区域p的放大图。图11c是图11b的箭头r的向视图。
[0138]
分割装置60包括线材620;以及两个支撑构件621,所述两个支撑构件621将线材
620支撑为在进给方向x1上横穿暂时固定装置20,在侧围件供给装置19(图1a)将侧围件3配置于本体件2上时,使线材620在侧围件3与本体件2之间与针脚孔25对齐。因此,线材620被支撑构件621支撑为在暂时固定装置20将侧围件3暂时固定于本体件2时,在未附着区域21a穿过侧围件3与本体件2之间。
[0139]
线材620具有一定程度的刚性。例如,其直径可约为1.5mm。如图11b所示,线材620具有在暂时固定装置20的下游处进入侧围件3的进给路径3b的部分622。所述进入部分622由线材620的从水平向上弯曲的部分构成。
[0140]
如图11b、图11c所示,分割装置60还可包括设置在暂时固定装置20的下游处的至少一个按压构件623。在实施方式中,板状的两个按压构件623在相对于线材620而言的两侧在方向y上隔开间隔地设置。
[0141]
侧围件3与本体件2一起被进给时,被按压构件623朝向本体件2按压,碰到线材620(进入部分622)。侧围件3从此处开始被进一步进给时,被线材620沿着针脚孔25撕开。其结果,侧围件3沿着针脚孔25被分割,形成一对开口缘31。每进行一次本体件1、本体件2的间歇进给,则反复进行侧围件3的分割。
[0142]
图11a-图11c中的线材620具有圆形形状的剖面,但取而代之,也可具有朝向上游侧缩窄的楔形形状的剖面。这使得侧围件3更容易撕开。线材620也可具有四边形形状等多边形形状的剖面,且以其一个角朝向上游的方式配置。这也使侧围件3更容易撕开。
[0143]
如图12a所示,线材620的进入部分622也可由相对于本体件2形成倾斜角θ1的倾斜部分构成。另外,图12b-图12d是图11b或者图12a的q-q线剖面,例示其他的按压构件623。也可仅设置一个按压构件623,例如可包括容许线材620(进入部分622)通过的孔624(图12b)或者切口625(图12c或者图12d)。图12d的切口625朝向下游以倾斜角θ2扩大。另外,线材620的进入部分622也可形成为向下方凸出的弯曲形状。
[0144]
在使用图12a的线材620及图12d的按压构件623的情况下,通过调整倾斜角θ1及倾斜角θ2,可调整用于将侧围件3撕开的应力。即,在通过线材620及图12d的按压构件623将侧围件3向方向y拉伸而撕开时,若其拉伸力(f)在方向x1上的分布均匀,则不易对侧围件3的下游缘施加最大拉伸力,而不易撕开。若θ1小且θ2大,则所述倾向强。相反,若θ1大且θ2小,则容易对侧围件3的下游缘施加最大拉伸力。但是,若θ1过大,接近90度,则在将下游缘拉裂之前,容易产生褶皱等变形。因此,通过选择θ1与θ2的组合,可使拉伸力(f)在方向x1上的分布成为拉伸力(f)在下游缘最大的适当的分布。θ1优选为10度~40度的范围,θ2优选为0度~30度的范围。
[0145]
图13a、图13b表示又一例示的分割装置60。分割装置60包括配置于暂时固定装置20的下游处且本体件1、本体件2相互重叠的位置的上游处的、侧围件用的分切件630。分切件630被支撑构件631夹持地支撑,其前端位于卡住本体件2的位置。暂时固定于本体件2的侧围件3随着本体件1、本体件2的进给,由分切件630沿着针脚孔25分切。其结果,侧围件3沿着针脚孔25被分割,形成一对开口缘31。每进行一次本体件1、本体件2的间歇进给,则反复进行侧围件3的分割。
[0146]
在使用分切件630的情况下,针脚孔25也可不形成于侧围件3。这在以下的实施方式中也同样。此外,如图13b所示,分割装置60可还包括弹性体632,所述弹性体632在相对于分切件630而言的两侧在方向y上隔开间隔地配置。由于侧围件3具有图4a那样的筒形形状,
因此可能产生侧围件3的分切不良。由于弹性体632在分切时在相对于分切件630而言的两侧按压侧围件3,因此保障侧围件3被可靠地分切。分切件630可如图13a所示那样具有带棱角的刀尖,也可如图13c所示那样具有圆盘状的刀尖。
[0147]
以下,说明其他实施方式。相同或者类似的结构由相同的符号表示,并省略其说明。图14、图15的其他实施方式的制袋机制造图16a的袋5。袋5的辅助围部12形成于各侧围部7的两端。并且,设置有两个端面部8,其中一个成为底面部(可为底围),另一个成为顶面部(可为顶围)。
[0148]
如图14所示,将未在其两端形成三角翼46(图1a)的侧围件3向本体件2供给。例如,侧围件供给装置19将如图17a那样连续的侧围件3向本体件2供给,并在本体件1、本体件2的宽度方向上配置,且将所述侧围件3在规定的切断位置50处例如通过剪断等手段切割而使一个侧围件3位于本体件2上。
[0149]
分割装置60包括前面例示的任一结构。根据分割装置60的结构,视需要在连续的侧围件3上以规定的间隔利用针脚孔刀具26(图5a或者图5b)预先形成作为第二脆弱线的针脚孔25。而且,在每次间歇进给本体件1、本体件2时,分割装置60将暂时固定于本体件2的侧围件3分割,形成一对开口缘31。在本体件1、本体件2相互重叠时,一对开口缘31与针脚孔22对齐。
[0150]
暂时密封装置28将侧围件3不仅在相对于开口缘31的两侧还在侧围件3的两端密封于本体件1、本体件2,除了暂时密封部27以外还形成暂时密封部51。
[0151]
第一引导装置33利用与先前的实施方式相同的方法,对本体件1进行引导,将侧围件3在开口缘31的位置展开而形成展开面32。进而,第一引导装置33随着本体件1、本体件2的进给而对本体件1进行引导,并使本体件1在其两侧缘52、53侧沿着追加的折弯线54折弯。而且,侧围件3通过所述本体件1的折弯及暂时密封部51而被展开,除了展开面32以外,还形成两个展开面55。折弯线54沿本体件1、本体件2的长度方向延伸。
[0152]
在侧缘52侧,端面件供给装置35随着本体件1、本体件2的进给而供给追加的连续的端面件56,并将所述端面件56在本体件1、本体件2的长度方向上配置于本体件1(其追加的折弯部分57),且使所述端面件56与折弯部分57及展开面55重叠。
[0153]
实施方式的本体件2比本体件1宽,从侧缘53突出恒定距离。引导装置33对本体件2进行引导,并使本体件2在与侧缘53对应的侧缘58侧沿着又一折弯线59折弯。所述本体件2的折弯部分成为又一连续的端面件56,所述端面件56与靠侧缘53的展开面55及本体件1的折弯部分57重叠。折弯线59沿本体件1、本体件2的长度方向延伸。这与专利文献2是同样的。
[0154]
展开面密封装置37不仅使端面件4密封而附着于展开面32,还使端面件56分别密封而附着于所述端面件56所重叠的展开面55。
[0155]
第二引导装置38随着本体件1、本体件2的进给而对本体件1进行引导,并使本体件1沿两个折弯线54回折。而且,通过所述本体件1的回折,端面件56被对折。进而,通过所述本体件1的回折,展开面55被闭合,而在侧围件3的两端也形成辅助围件18。
[0156]
在侧缘52侧,也可与侧缘53侧同样地,将本体件2折弯,并将其折弯部分作为端面件56而供给。在侧缘53侧,也可与侧缘52侧同样地,由端面件供给装置35供给与本体件2分离的端面件56。
[0157]
如图15a所示,在进行双列制袋时,纵向密封装置40不将端面件4沿着一对分割缘
29热封。纵向密封装置40包括两组一对热封杆,每进行一次本体件1、本体件2的间歇进给,则将追加的端面件56在本体件1、本体件2的长度方向上沿着本体件1的两侧缘52、53热封,而形成纵向密封部39。
[0158]
每进行一次本体件1、本体件2的间歇进给,则横向密封装置42将侧围件3在本体件1、本体件2的宽度方向上热封于本体件1、本体件2及端面件4、端面件56,而形成横向密封部41。
[0159]
分切装置43与先前的实施方式同样地,利用一对分切件将本体件1、本体件2、侧围件3及端面件4沿着一对分割缘29分切,并且利用卷扬机将此时产生的余量作为渣滓而从本体件1、本体件2分离。
[0160]
每进行一次本体件1、本体件2的间歇进给,则横切装置44利用刀具将本体件1、本体件2、侧围件3、端面件4、端面件56在本体件1、本体件2的宽度方向上在横向密封部41的位置处横切,由此制造袋5。利用端面件4、端面件56形成两个端面部8,端面件4成为底面部/顶面部,端面件56成为顶面部/底面部。利用端面件4形成的端面部8未与本体部6热封,因此底缘10或者顶缘11中的任一者开口。此处,也可在利用纵向密封装置40将展开面32或展开面55热封时,根据在将展开面展开的状态、或将展开面闭合的状态中的某一状态下进行,来适当选择使哪一缘进行开口。
[0161]
可在之后的工序中,通过开口的边缘向袋5填充内容物,将利用端面件4形成的端面部8与本体件1沿着所述边缘相互热封,而形成追加的第二密封部14。图16a示出已经形成有追加的第二密封部14的袋5。
[0162]
图15b例示制袋机的下游部的变形例。纵向密封装置40沿着一对分割缘29将端面件4热封,并且沿着本体件1的两侧缘52、53将端面件56热封,而形成纵向密封部39。因此,在实施方式中,纵向密封装置40包括三对热封杆。
[0163]
分切装置43沿着一对分割缘29(中央的纵向密封部39)对本体件1、本体件2、侧围件3及端面件4进行密封,并且在相互相邻的纵向密封部39之间对本体件1、本体件2及侧围件3进行分切。因此,在实施方式中,分切装置43在三处分切位置包括分切件。
[0164]
因此,在每次利用横切装置44进行横切时,制造四个袋5。即,图15b的变形例提供四列制袋。各袋5不具备顶面部,而具有底面部(底围部)。
[0165]
图18部分地表示实施方式的三列制袋的制袋机。在本体件1上沿其宽度方向隔开间隔地形成两个作为第一脆弱线的针脚孔22。两个作为第二脆弱线的针脚孔25根据分割装置60的结构而视需要设置,在侧围件3上沿其长度方向隔开间隔地形成。
[0166]
分割装置60在每个对侧围件3进行分割的位置包括所述例示的任一种结构。而且,分割装置60将侧围件3(沿着两组针脚孔25)分割为三部分,形成两组一对开口缘31。在本体件1、本体件2相互重叠时,两组一对开口缘31分别与针脚孔22对齐。
[0167]
第一引导装置33对本体件1进行引导,沿着两组针脚孔22分割成三部分,在所述两组一对分割缘29侧沿着折弯线30折弯。第一引导装置33通过所述本体件1的折弯及暂时密封部27,将侧围件3在各开口缘31的位置展开,形成两组一对展开面32。
[0168]
端面件供给装置35将两个端面件4随着本体件1、本体件2的进给而向本体件1供给,将其在本体件1、本体件2的长度方向上配置于本体件1,使其中一个端面件4与其中一对折弯部分34及一对展开面32重叠,使另一个端面件4与另一对折弯部分34及另一对展开面
32重叠。第二引导装置38对本体件1进行引导,将本体件1沿着各折弯线30回折,通过所述回折将各端面件4在相对于其长度方向中心线而言的两侧对折,进而将各展开面32闭合而形成四个辅助围件18。
[0169]
侧围件3的两端及本体件1的两侧缘52、53不限于如图18的例示那样进行处理的情况,也可根据所制造的袋5的设计任意地进行处理。
[0170]
之后的工序与所述实施方式实质上相同因此省略。此外,沿着分割缘29及两侧缘52、53中的任一方形成纵向密封部39(图2、图14),从而使哪一缘进行开口为任意。
[0171]
只要是本领域技术人员,则可容易地理解也能够根据所述实施方式来实施四列以上的多列制袋。
[0172]
由以上明确可知,在各实施方式中,在进行多列的制袋时,无需将侧围件向本体件供给多次并将所述多个侧围件沿本体件的宽度方向排列为一列。这样,将侧围件的供给工序所花费的时间缩短,而使具有端面部的袋的制造效率提高。
[0173]
在多列制袋中,当使用一个侧围件3时,本体件1的分割缘29处的展开面32的形成产生问题。然而,实施方式通过在暂时固定后将侧围件3分割,并利用对本体件1的引导将侧围件3在开口缘31的位置展开而形成展开面32,从而解决了所述问题。本体件1在被第一引导装置33引导之前不会沿着第一脆弱线22被撕开。这样,使展开面32的形成容易并且可靠。结果是,使所制造的袋5的加工品质良好。
[0174]
端面件4在展开面32的形成后向本体件1供给,并与侧围件3的展开面32重叠。在专利文献1的双列制袋中,在展开面的形成前,将端面件(底围件)载于上侧的本体件的上表面。在所述情况下,在展开面的形成时,端面件成为阻力,可能干涉展开面的形成。实施方式也解决专利文献1的所述问题。
[0175]
在所述实施方式中,第一脆弱线22以及第二脆弱线25并不限于针脚孔,例如也可为以适当的间隔配置的多个微接头、或与周围相比材料的厚度较薄,由此容易拉裂的凹线等。
[0176]
除此以外,分割装置60也可在图8c的未附着区域21a的范围内,将背垫板插入到本体件2与侧围件3之间,然后,从所述侧围件3的上方对侧围件3照射激光束而使侧围件3熔断,从而将侧围件3分割。背垫板由不透过激光束的材质构成,防止激光束到达本体件2,因此防止本体件2被激光束熔断。
[0177]
以下,进一步说明追加的变形例或追加的结构。
[0178]
连续状的侧围件3的切割的方法并不限定于剪断。例如,也可在图17a的切断位置50形成针脚孔,侧围件供给装置19利用两个夹持件对侧围件3在相对于其针脚孔而言的两侧进行把持。然后,可通过使至少任一者的夹持件相对于另一者的夹持件分离,而将侧围件3沿着针脚孔撕开。
[0179]
侧围件供给装置19可如图14、图18那样,包括沿本体件1、本体件2的宽度方向延伸的引导件70、以及设置为能够沿着引导件70移动的搬运单元71。图17b是从本体件1、本体件2的宽度方向的一侧观察搬运单元71而得的图。搬运单元71包括两个爪72、73、以及保持这些爪72、73且能够沿着引导件70移动的滑动件74。
[0180]
搬运单元71通过使上侧的爪72相对于下侧的爪73接近及分离,从而利用爪72、爪73能够解除地把持图17a的连续状的侧围件3。搬运单元71通过在利用爪72、爪73把持侧围
件3的同时,沿着引导件70移动,从而将侧围件3搬运并配置于本体件2上。当侧围件3的搬运完成时,暂时固定装置20将侧围件3暂时固定于本体件2而形成暂时固定部21(图4b)。
[0181]
爪72、爪73也可在把持侧围件3而将所述侧围件3向本体件2上搬运时,从侧围件3的上游侧施加张力。由此,在侧围件3的供给时防止侧围件3的振动,可配置于准确的位置。然后,搬运单元71返回待机位置。
[0182]
搬运单元71相对于本体件2及侧围件3沿本体件1、本体件2的宽度方向移动,本体件2及侧围件3相对于搬运单元71向进给方向x1移动。因此,搬运单元71可在其下端具有呈向下凸状的大致球冠状弯曲面75。由此,防止搬运单元71钩挂于本体件2或者侧围件3、或者损伤它们的情况。
[0183]
关于本体件1、本体件2的进给及侧围件3的供给的时刻,例如可反复进行本体件进给开始、本体件进给停止、侧围件供给、暂时固定、及本体件进给恢复。另外,可反复进行本体件进给开始、侧围件供给、本体件进给停止、暂时固定及本体件进给恢复。后者就高速制袋的观点而言有利。
[0184]
制袋机中,可利用冲刀、汤姆逊刀等对本体件1、本体件2、侧围件3及端面件4(或者56)进行冲裁(例如参照图20),而如图16b、图16c所示,使袋5具有用于防止受伤的带圆角的切角部47。所述结构是众所周知的。
[0185]
暂时密封部27(或者51)如所述那样有助于展开面32(或者55)的形成。暂时密封部27例如如图19那样,其前端部可为包括两根斜线270且朝向前端缩窄的三角形形状。在形成展开面32时,折痕沿着两根斜线270形成,因此结果是所获得的展开面32的加工品质美观。图16a的袋5的辅助围部12的斜线是沿着斜线270形成的折痕。
[0186]
图20a例示切角的工序,图20b将包括被切角的部分在内的图20a的区域s放大而示出。如图20b那样,即使横切的位置81从在进给方向x1上相邻的两个袋的边界线80在进给方向x1上仅稍微偏移,也在其中一个袋产生可能成为受伤的原因的锐利的角83。因此,在横切装置44的横切时,应当产生在本体件1、本体件2的宽度方向上延伸的余量84,并将余量84作为渣滓废弃,而防止在袋产生角83的情况。此外,在本体件1、本体件2的宽度方向上相邻的两个袋之间的余量如所述那样,在分切装置43的分切时产生,并作为渣滓而废弃。
[0187]
图21例示未产生图20b的余量84的情况下的一对暂时密封部27。当本体件1的实际的分割线85(针脚孔22实际形成的或者将形成的位置)由于本体件1的蜿蜒等而从设计上的分割线86偏移时,分割线85从暂时密封的前端角272偏移而横穿其中一个密封部27的前端部。结果是,有可能无法正常形成展开面32的折痕。
[0188]
另外,由于本体件1的蜿蜒,纵向热封区域390偏移,当暂时密封部27的角271中的任一个位于纵向热封区域390的外侧时,密封形状变形。同样地,角271中的任一个位于横向热封区域410的外侧时,密封形状也会变形。
[0189]
图22例示用于避免所述问题的一对暂时密封部27。暂时密封部27的前端部不是三角形形状而是梯形形状,并且不包含于由分切装置43形成的沿进给方向x1延伸的余量87。由此,在展开面32的形成时,由斜线270形成准确的折痕。梯形形状的前端部完全包含于纵向热封区域390及横向热封区域410此两者,由此确保适当的密封形状。特别优选的是,纵向热封区域390与横向热封区域410的外侧缘的交点位于斜线270的延长线上。这样,提高袋5的品质,并且使其外观、加工品质美观。
[0190]
暂时密封部27的前端部的尺寸根据本体件1、本体件2的蜿蜒、间歇进给的精度、余量84、余量87的宽度等而适当决定,以满足所述必要条件。
[0191]
符号的说明
[0192]
1、2:本体件
[0193]
3:侧围件
[0194]
4:端面件
[0195]
5:袋
[0196]
6:本体部
[0197]
7:侧围部
[0198]
8:端面部
[0199]
15:本体件进给装置
[0200]
19:侧围件供给装置
[0201]
20:暂时密封装置
[0202]
21:暂时密封部(附着区域)
[0203]
21a:未附着区域
[0204]
22:本体件的脆弱线(针脚孔)
[0205]
23:脆弱线形成装置
[0206]
24:针脚孔刀具
[0207]
241:针脚孔刀具的旋转轴
[0208]
25:侧围件的脆弱线(针脚孔)
[0209]
251:长细孔
[0210]
252:短细孔
[0211]
27:暂时密封部
[0212]
28:暂时密封装置
[0213]
29:分割缘
[0214]
30:折弯线
[0215]
31:开口缘
[0216]
32:展开面
[0217]
33:引导装置
[0218]
34:折弯部分
[0219]
35:端面件供给装置
[0220]
37:展开面密封装置
[0221]
38:引导装置
[0222]
39:纵向密封部
[0223]
40:纵向密封装置
[0224]
41:横向密封部
[0225]
42:横向密封装置
[0226]
43:分切装置
[0227]
44:横切装置
[0228]
48:辅助密封部
[0229]
60:分割装置
[0230]
600:吸盘
[0231]
601:移动机构
[0232]
610:刀片
[0233]
611:移动机构
[0234]
613:倾斜缘
[0235]
620:线材
[0236]
623:按压构件
[0237]
630:分切件
[0238]
x1:本体件的进给方向
[0239]
y:本体件的宽度方向(侧围件的长度方向)
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。