1.本发明涉及纸箱生产技术领域,具体涉及一种自动折盒贴标设备。
背景技术:
2.折盒机作业时需将飞机盒底部面形成的四面可弯折的面板折合,根据产品信息需要在纸盒上粘贴产品信息的二维码。然而,大多采用人工或分多台机器来完成以上作业,所需人工和劳动力巨大,生产效率较低,无法实现高速连续性生产。
3.中国发明专利申请(公开号:cn109159989a,公开日:2019.01.08)公开了一种飞机盒折盒机,包括支架结构、进料机构、进纸机构、传送机构和折边机构;所述支架结构包括相互垂直的进料架和折盒架以及设置于折盒架上方的机械臂支架;所述折盒架高度低于进料架高度;所述进料机构设置于进料架上方;所述进纸机构设置于所述进料架上方,所述进纸机构位于所述传送机构的上方且进纸机构通过门形架设置于进料机构出纸端中部上方;所述进纸机构包括设置于所述门形架上的进纸气缸和设置于进纸气缸输出轴的进纸压头;所述传送机构横向设置于折盒架中部且其一端与进纸机构相接;所述折边机构设置于机械臂支架上,以对传送机构上的原料纸板进行折盒操作。现有技术中的飞机盒折盒存在飞机纸盒折纸工序多,工序之间需要有先后导致折纸效率低,从外向内一百八十度折板动作复杂。
技术实现要素:
4.本发明的目的是针对现有技术中折盒效率低、折盒效果不佳、自动化程度低的问题,提出一种折盒效率高,自动化程度高,折盒效率高的自动折盒贴标设备、方法和工控设备。
5.为本发明之目的,采用以下技术方案予以实现:
6.一种自动折盒贴标设备,该设备包括机架、储存装置、搬运装置、输送装置、一次翻折装置、二次翻折装置、撕标装置、移贴装置和下料装置;输送装置上依次设置有第一翻折工位、第二翻折工位和贴标工位,储存装置对应输送装置的进料端,一次翻折装置对应第一翻折工位,二次翻折装置对应第二翻折工位;搬运装置衔接储存装置和一次翻折装置;移贴装置对应贴标工位,移贴装置将撕标装置与贴标工位的纸盒相衔接,下料装置衔接贴标工位的纸盒;
7.所述的一次翻折装置包括内推气缸、安装座、第一折板、第二折板和第三折板;一次翻折装置设置有对称的两组,安装座安装在内推气缸的伸缩端,第一折板、第二折板和第三折板安装在安装座上,第三折板的高度最高,第二折板的高度次之,第一折板的高度最低;第一折板和第三折板平行布置,第一折板和第三折板朝内设置,第二折板与第一折板的方向相垂直;
8.所述的二次翻折装置包括基座、伸缩气缸、移动座、摆动气缸、摆动座和翻折板;移动座通过导轨移动连接在基座上,伸缩气缸安装在基座上,伸缩气缸的伸缩端与移动座相连接,摆动座的下端铰接在移动座上,摆动气缸的固定端铰接在移动座上,摆动气缸的伸缩
端带动摆动座摆动,翻折板固定在摆动座上,翻折板为直角折形,对应纸盒的内侧。
9.作为优选,所述的搬运装置包括移动模组、升降气缸、连接板、吸盘、纵向气缸、升降架、矩形板和真空盘;移动模组固定设置在机架上,升降气缸安装在移动模组的移动部上,连接板安装在升降气缸的伸缩端,吸盘安装在连接板的下端;纵向气缸竖直设置,升降架移动连接在机架上,纵向气缸带动升降架上下移动,矩形板设置在升降架的下端,真空盘安装在矩形板的中部;所述的连接板为槽型,中间设置有缺口,矩形板的尺寸恰好位于缺口中。
10.作为优选,所述的输送装置包括直线滑台、第一顶升气缸、卡座、第二顶升气缸、推动座、移动槽、第三顶升气缸、减速电机、转动座和侧压气缸;第一顶升气缸和第二顶升气缸安装在直线滑台的移动端,卡座安装在第一顶升气缸的伸缩端,推动座安装在第二顶升气缸的伸缩端,移动槽设置有对称的两个,移动槽固定设置,移动槽之间的间距有纸盒尺寸相对应;第三顶升气缸带动减速电机升降运动,减速电机带动转动座转动,侧压气缸安装在转动座的两侧,将纸盒夹紧。
11.作为优选,所述的撕标装置包括标签打印机、横移气缸、纵移微调气缸、吸取板、导向架、纵移气缸、下压加热板、下压气缸和固定架;导向架移动连接在机架上,纵移气缸带动导向架升降运动;横移气缸安装在导向架的顶部,纵移微调气缸竖直安装在横移气缸的移动端,吸取板安装在纵移微调气缸的伸缩端,吸取板上端面设置有吸气孔;固定架固定在机架上,下压气缸竖直安装在固定架上端,下压加热板安装在下压气缸的伸缩端,下压加热板对应标签打印机的出料端。
12.作为优选,所述的移贴装置包括底座、第一移动模组、第二移动模组、第三移动模组、移取板和翻转电机,第一移动模组水平安装在底座上,第二移动模组安装在第一移动模组的移动端,第三移动模组安装在第二移动模组的移动端,第一移动模组、第二移动模组、第三移动模组相互垂直设置;移取板上设置有转轴,移取板铰接在第三移动模组的移动部,翻转电机安装在第三移动模组的运动部,翻转电机的转轴上设置同步带带动移取板转动。
13.一种自动折盒贴标方法,该方法采用的设备包括机架、储存装置、搬运装置、输送装置、一次翻折装置、二次翻折装置、撕标装置、移贴装置和下料装置;输送装置上依次设置有第一翻折工位、第二翻折工位和贴标工位,储存装置对应输送装置的进料端,一次翻折装置对应第一翻折工位,二次翻折装置对应第二翻折工位;搬运装置衔接储存装置和一次翻折装置;移贴装置对应贴标工位,移贴装置将撕标装置与贴标工位的纸盒相衔接,下料装置衔接贴标工位的纸盒;
14.该方法依次通过以下步骤:
15.s1飞机纸盒上料:搬运装置将储存装置中的纸盒吸起,搬运到输送装置中进行移料;
16.s2一次折盒:一次翻折装置将纸盒进行翻折,实现初次翻折;
17.s3二次折盒:二次翻折装置对纸盒的两侧进行翻折,将折盒定型;
18.s4标签粘贴:撕标装置将标签取出来,移贴装置将标签移贴到纸盒上指定位置;
19.s5下料:下料装置将纸盒进行搬运下料。
20.采用上述技术方案的一种自动折盒贴标设备、方法和工控设备的优点是:
21.一次翻折装置通过高度和位置各异的折板,在飞机纸盒在下降的时候折叠有先后
顺序,符合飞机纸盒的折盒工序,提高折盒的效率,一次成型。二次翻折装置通过翻折板移动结合转动的运动方式,将竖着的纸盒完成一百八十度翻折,翻折板不仅可以完成翻折,也可以对折板进行固定。纸盒自动化上料、加工、下料,生产效率高,自动化程度高。
附图说明
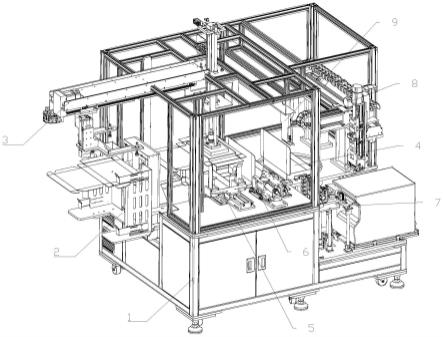
22.图1为本发明实施例的结构图。
23.图2为搬运装置的结构图。
24.图3为输送装置的结构图。
25.图4为一次翻折装置的结构图。
26.图5为二次翻折装置的结构图。
27.图6为撕标装置的结构图。
28.图7为移贴装置的结构图。
具体实施方式
29.如图1所示,一种自动折盒贴标设备包括机架1、储存装置2、搬运装置3、输送装置4、一次翻折装置5、二次翻折装置6、撕标装置7、移贴装置8和下料装置9;输送装置4上依次设置有第一翻折工位、第二翻折工位和贴标工位,储存装置2对应输送装置4的进料端,一次翻折装置5对应第一翻折工位,二次翻折装置6对应第二翻折工位;搬运装置3衔接储存装置2和一次翻折装置5;移贴装置8对应贴标工位,移贴装置8将撕标装置7与贴标工位的纸盒相衔接,下料装置9衔接贴标工位的纸盒。储存装置2用于储存平铺的纸盒,搬运装置3和一次翻折装置5用于第一次折纸,二次翻折装置6用于第二次折纸,输送装置4用于推动推动纸盒在工位之间流转,撕标装置7和移贴装置8用于贴标。
30.如图2所示,搬运装置3包括移动模组31、升降气缸32、连接板33、吸盘34、纵向气缸35、升降架36、矩形板37和真空盘38;移动模组31固定设置在机架上,升降气缸32安装在移动模组31的移动部上,连接板33安装在升降气缸32的伸缩端,吸盘34安装在连接板33的下端;纵向气缸35竖直设置,升降架36移动连接在机架上,纵向气缸35带动升降架36上下移动,矩形板37设置在升降架36的下端,真空盘38安装在矩形板37的中部;所述的连接板33为槽型,中间设置有缺口,矩形板37的尺寸恰好位于缺口中。
31.如图3所示,输送装置4包括直线滑台41、第一顶升气缸42、卡座43、第二顶升气缸44、推动座45、移动槽46、第三顶升气缸47、减速电机48、转动座49和侧压气缸410;第一顶升气缸42和第二顶升气缸44安装在直线滑台41的移动端,卡座43安装在第一顶升气缸42的伸缩端,推动座45安装在第二顶升气缸44的伸缩端,移动槽46设置有对称的两个,移动槽46固定设置,移动槽46之间的间距有纸盒尺寸相对应;第三顶升气缸47带动减速电机48升降运动,减速电机48带动转动座49转动,侧压气缸410安装在转动座49的两侧,将纸盒夹紧。
32.输送装置4在工作时,纸箱放置在移动槽46中,直线滑台41和顶升气缸共同作用推动纸盒间歇式进料,减速电机48带动转动座49转动,配合纸盒上的贴标部位。
33.如图4所示,一次翻折装置5包括内推气缸51、安装座52、第一折板53、第二折板54和第三折板55;一次翻折装置5设置有对称的两组,安装座52安装在内推气缸51的伸缩端,第一折板53、第二折板54和第三折板55安装在安装座52上,第三折板55的高度最高,第二折
板54的高度次之,第一折板53的高度最低;第一折板53和第三折板55平行布置,第一折板53和第三折板55朝内设置,第二折板54与第一折板53的方向相垂直。
34.一次翻折装置5在工作时,内推气缸51伸长,将两侧三个折板推到指定位置,搬运装置3将吸住的纸盒向下降,三个折板不同的高度和位置依次将纸板进行翻折。
35.一次翻折装置5解决了飞机纸盒折纸工序多,工序之间需要有先后导致折纸效率低的问题,通过高度和位置各异的折板,在飞机纸盒在下降的时候折叠有先后顺序,符合飞机纸盒的折盒工序,提高折盒的效率,一次成型。
36.如图5所示,二次翻折装置6包括基座61、伸缩气缸62、移动座63、摆动气缸64、摆动座65和翻折板66;移动座63通过导轨移动连接在基座61上,伸缩气缸62安装在基座61上,伸缩气缸62的伸缩端与移动座63相连接,摆动座65的下端铰接在移动座63上,摆动气缸64的固定端铰接在移动座63上,摆动气缸64的伸缩端带动摆动座65摆动,翻折板66固定在摆动座65上,翻折板66为直角折形,对应纸盒的内侧。
37.二次翻折装置6在工作时,伸缩气缸62和摆动气缸64伸长,翻折板66从外进入,并向内摆动,将两侧的纸板向内折入,翻折板66工作部竖直后,伸缩气缸62收缩,将纸板压紧,保持定型完成二次翻折。
38.二次翻折装置6解决了从外向内一百八十度折板动作复杂的问题,通过翻折板66移动结合转动的运动方式,将竖着的纸盒完成一百八十度翻折,翻折板66不仅可以完成翻折,也可以对折板进行固定。
39.如图6所示,撕标装置7包括标签打印机71、横移气缸72、纵移微调气缸73、吸取板74、导向架75、纵移气缸76、下压加热板77、下压气缸78和固定架79;导向架75移动连接在机架上,纵移气缸76带动导向架75升降运动;横移气缸72安装在导向架75的顶部,纵移微调气缸73竖直安装在横移气缸72的移动端,吸取板74安装在纵移微调气缸73的伸缩端,吸取板74上端面设置有吸气孔;固定架79固定在机架上,下压气缸78竖直安装在固定架79上端,下压加热板77安装在下压气缸78的伸缩端,下压加热板77对应标签打印机71的出料端。
40.如图7所示,移贴装置8包括底座81、第一移动模组82、第二移动模组83、第三移动模组84、移取板85和翻转电机86,第一移动模组82水平安装在底座81上,第二移动模组83安装在第一移动模组82的移动端,第三移动模组84安装在第二移动模组83的移动端,第一移动模组82、第二移动模组83、第三移动模组84相互垂直设置;移取板85上设置有转轴,移取板85铰接在第三移动模组84的移动部,翻转电机86安装在第三移动模组84的运动部,翻转电机86的转轴上设置同步带带动移取板85转动。
41.撕标装置7和移贴装置8在工作时,标签打印机71将标签打印出来,由吸取板74将标签吸住,移动到指定位置后,移取板85将标签进行转运,将标签粘贴到纸盒上合适的位置。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
