1.本公开内容涉及橡胶复合体、轮胎、钢帘线。
2.本技术主张基于在2020年3月13日申请的日本技术第2020-044547号的优先权,援引在所述日本技术中记载的全部记载内容。
背景技术:
3.例如,在专利文献1中公开了在具有胎体层的充气钢子午线轮胎中,对构成钢帘线的钢丝的表面实施预定的镀黄铜,所述胎体层由埋设有钢帘线的钢帘布构成。现有技术文献专利文献
4.专利文献1:日本特开平8-253004号公报
技术实现要素:
5.本公开内容的橡胶复合体具有:钢帘线,和覆盖所述钢帘线的表面的至少一部分的橡胶,并且在所述钢帘线的长度方向的端面配置有包含cu的第一覆盖物。
附图说明
6.[图1]图1为本公开内容的一个方式所涉及的橡胶复合体的立体图。[图2]图2为图1的a-a’线处的截面图。[图3]图3为计算由覆盖物导致的、钢帘线的长度方向的端面的覆盖比例的方法的说明图。[图4]图4为本公开内容的一个方式所涉及的轮胎的截面图。[图5]图5为本公开内容的一个方式所涉及的钢帘线的截面图。
具体实施方式
[0007]
[本公开内容所要解决的问题]在轮胎等包含橡胶复合体的制品中,有时在钢帘线的端面附近产生腐蚀。近年来,为了抑制包含橡胶复合体的制品的更换频率等,要求提高耐久性。因此,要求抑制该钢帘线的端面附近的腐蚀。
[0008]
因此,目的在于提供一种抑制了钢帘线的端面腐蚀的橡胶复合体。[本公开内容的效果]
[0009]
根据本公开内容,能够提供抑制了钢帘线的端面腐蚀的橡胶复合体。
[0010]
[本公开内容的实施方式的说明]首先,列出并说明本公开内容的实施方式。在以下的说明中,对相同或对应的要素
赋予相同的符号,对于它们不重复相同的说明。
[0011]
(1)本公开内容的一个方式所涉及的橡胶复合体具有:钢帘线,和覆盖所述钢帘线的表面的至少一部分的橡胶,并且在所述钢帘线的长度方向的端面配置有包含cu的第一覆盖物。
[0012]
本公开内容的一个方式所涉及的橡胶复合体通过在钢帘线的长度方向的端面具有第一覆盖物,能够提高钢帘线的端面的耐腐蚀性。
[0013]
通过第一覆盖物含有cu(铜),能够保护钢帘线的表面(具体而言是长度方向的端面)、提高耐腐蚀性。
[0014]
(2)所述第一覆盖物还可以包含s。
[0015]
通过第一覆盖物还含有s(硫),与上述的cu形成cu2s等铜-硫化合物,特别能够保护钢帘线的长度方向的端面、特别能够提高耐腐蚀性。另外,在钢帘线和橡胶隔着第一覆盖物粘接的情况下,cu2s等铜-硫化合物能够提高钢帘线与橡胶之间的粘接力、能特别提高橡胶复合体的耐久性。
[0016]
(3)所述第一覆盖物还可以包含zn。
[0017]
zn(锌)促进cu与在橡胶中所含的其它元素的反应,促进cu2s等铜化合物的生成。铜化合物能够特别保护钢帘线的长度方向的端面、进一步提高耐腐蚀性。另外,在钢帘线和橡胶隔着第一覆盖物粘接的情况下,铜化合物提高钢帘线与橡胶之间的粘接力,提高橡胶复合体的耐久性。
[0018]
(4)所述第一覆盖物还可以含有选自sn、cr、fe、co和ni中的一种以上。
[0019]
sn(锡)、cr(铬)、fe(铁)、co(钴)、ni(镍)的离子化倾向比zn大。因此,第一覆盖物在包含cu、zn的基础上,通过还包含选自sn、cr、fe、co和ni中的一种以上,由此能够作为牺牲型防腐蚀发挥功能或者提高cu和zn的合成电位(合成電位)。因此,能够特别保护钢帘线的长度方向的端面、能够进一步提高耐腐蚀性。
[0020]
(5)所述钢帘线的所述端面也可以隔着所述第一覆盖物被所述橡胶覆盖。
[0021]
钢帘线的长度方向的端面隔着第一覆盖物被橡胶覆盖,由此除了第一覆盖物以外,还能够利用橡胶保护钢帘线的长度方向的端面。因此,能够提高钢帘线的长度方向的端面的耐腐蚀性。此外,能够抑制橡胶复合体的破损、提高耐久性。
[0022]
(6)所述钢帘线的所述端面可以隔着所述第一覆盖物与所述橡胶粘接。
[0023]
钢帘线的长度方向的端面隔着第一覆盖物与橡胶粘接,由此除了第一覆盖物以外,还能够利用橡胶保护钢帘线的长度方向的端面。因此,能够提高钢帘线的长度方向的端面的耐腐蚀性。
[0024]
另外,在将橡胶复合体应用于轮胎等的情况下,在钢帘线的长度方向的端面与橡胶的边界线附近容易施加大的力。但是,通过使钢帘线的长度方向的端面隔着第一覆盖物与橡胶粘接,橡胶、第一覆盖物、钢帘线成为一体而能够支撑所施加的力。因此,特别抑制了橡胶复合体的破损,能够提高耐久性。
[0025]
此外,通过使钢帘线的长度方向的端面、第一覆盖物和橡胶粘接,能够特别防止水等异物侵入所述构件之间。因此,能够抑制水等异物侵入到钢帘线的端面,特别提高耐腐蚀性。
[0026]
(7)所述第一覆盖物可以覆盖所述端面的20%以上。
[0027]
通过第一覆盖物覆盖钢帘线11的长度方向的端面面积的20%以上,能够特别提高钢帘线的端面的耐腐蚀性。
[0028]
(8)可以在所述钢帘线的侧面配置包含cu的第二覆盖物。
[0029]
通过橡胶复合体在钢帘线的侧面具有第二覆盖物,能够提高钢帘线的侧面的耐腐蚀性。
[0030]
通过第二覆盖物含有cu,能够保护钢帘线的表面(具体而言侧面)、提高耐腐蚀性。
[0031]
(9)本公开内容的一个方式所涉及的轮胎包含(1)至(8)中任一项的橡胶复合体。
[0032]
本公开内容的一个方式所涉及的轮胎包含上述橡胶复合体。因此,能够抑制钢帘线的长度方向的端面的腐蚀、提高耐久性。
[0033]
(10)本公开内容的一个方式所涉及的钢帘线在长度方向的端面配置有包含cu的覆膜。
[0034]
本公开内容的一个方式所涉及的钢帘线通过在长度方向的端面具有覆膜,能够提高端面的耐腐蚀性。
[0035]
通过覆膜包含cu(铜),能够保护钢帘线的表面、提高耐腐蚀性。
[0036]
(11)所述覆膜还可以含有zn。
[0037]
zn的离子化倾向比cu大。因此,通过覆膜在包含cu的基础上还包含zn,能够作为牺牲型防腐蚀发挥功能。因此,能够特别保护钢帘线的长度方向的端面、进一步提高耐腐蚀性。
[0038]
(12)所述覆膜还可以含有选自sn、cr、fe、co和ni中的一种以上。
[0039]
sn、cr、fe、co、ni的离子化倾向比zn大。因此,覆膜在包含cu、zn的基础上,还包含选自sn、cr、fe、co和ni中的一种以上,由此能够作为牺牲型防腐蚀发挥功能或者提高cu和zn的合成电位。因此,能够特别保护钢帘线的长度方向的端面、进一步提高耐腐蚀性。
[0040]
(13)所述覆膜可以覆盖所述端面的20%以上。
[0041]
通过覆膜覆盖钢帘线11的长度方向的端面面积的20%以上,能够特别提高钢帘线的端面的耐腐蚀性。
[0042]
[本公开内容的实施方式的详细内容]以下,在参照附图的同时,对本公开内容的一个实施方式(以下记载为“本实施方式”)所涉及的橡胶复合体、轮胎、钢帘线的具体例进行说明。需要说明的是,本发明不限于这些示例,而是由权利要求书表示,旨在包括与权利要求书均等的含义和范围内的所有变更。
[0043]
[橡胶复合体]在轮胎等包含橡胶复合体的制品中,有时在钢帘线的端面附近产生腐蚀。为了抑制该腐蚀的发生,本发明的发明人等对产生腐蚀的原因进行了研究。
[0044]
如上所述,一直以来在钢帘线的线材的表面形成由镀敷得到的覆膜。
[0045]
当使用具有覆膜的钢帘线制造橡胶复合体时,钢帘线的覆膜所具有的金属成分与橡胶的成分反应,在钢帘线的表面形成也被称为粘接层的覆盖物。认为,通过在钢帘线的表面形成所述覆盖物,保护了钢帘线,提高了耐腐蚀性。
[0046]
但是,在制造橡胶复合体时,需要比照橡胶复合体的尺寸切断钢帘线。因此,在橡
胶复合体中所含的钢帘线的端面露出线材,在钢帘线的端面不形成覆盖物。其结果,认为在以往的橡胶复合体中,钢帘线的端面不被保护,在端面产生腐蚀。
[0047]
基于以上的研究结果,本发明的发明人等完成了能够抑制钢帘线的端面处的腐蚀的、本实施方式的橡胶复合体。
[0048]
将本实施方式的橡胶复合体的构成例示于图1、图2。图1为本实施方式的橡胶复合体10的立体图,图2为图1的a-a’线处的截面图,具体而言表示钢帘线11的长度方向的端部的、通过钢帘线11的中心轴的面处的截面图。在图1、图2中,y轴方向为与钢帘线11的长度方向平行的方向,xz平面成为与钢帘线11的长度方向垂直的面。需要说明的是,在图1、图2中,x轴方向成为橡胶复合体10的宽度方向,沿x轴方向将多根钢帘线11排列成一列。z轴方向成为橡胶复合体10的厚度方向。
[0049]
如图1所示,本实施方式的橡胶复合体10可以具有钢帘线11和覆盖钢帘线11的表面的至少一部分的橡胶12。而且,如图2所示,可以在钢帘线11的长度方向的端面11a处具有作为覆盖物13的第一覆盖物131。
[0050]
对本实施方式的橡胶复合体10所具有的钢帘线11的根数没有特别限制,可以根据用途选择,例如可以为一根,也可以为多根。在本实施方式的橡胶复合体10具有多根钢帘线11的情况下,对该钢帘线11的配置没有特别限制,例如如图1所示,可以在与多根钢帘线11的长度方向垂直的截面即xz平面上排列成一列。
[0051]
以下,对本实施方式的橡胶复合体所具有的各构件进行说明。(1)钢帘线如图2所示,钢帘线11可以具有线材111和覆盖线材111的表面的覆膜112。需要说明的是,在图1、图2中表示了钢帘线11由1根线构成的例子,但不限于该方式。例如,可以为捻合多根钢丝而成的钢帘线。在钢帘线具有捻合多根钢丝而成的构成的情况下,对于各钢丝,优选具有以下说明的线材111和覆盖该线材111的表面的覆膜112。
[0052]
钢帘线11所具有的线材111例如可以采用钢线,可以更优选地使用高碳钢线。
[0053]
作为覆膜112,钢帘线11可以在具有覆盖钢帘线11的侧面11b侧的第二覆膜1122的基础上,还具有覆盖端面11a侧的第一覆膜1121。
[0054]
通过在钢帘线11的线材111的表面设置覆膜112,在制成橡胶复合体10的情况下,可以在钢帘线11的表面形成覆盖物13。具体而言,通过设置覆盖钢帘线11的长度方向的端面11a侧的第一覆膜1121,在制成橡胶复合体10的情况下,能够在钢帘线11的长度方向的端面11a形成、配置第一覆盖物131。
[0055]
另外,通过设置覆盖钢帘线11的侧面11b侧的第二覆膜1122,在制成橡胶复合体10的情况下,能够在钢帘线11的侧面11b侧形成、配置第二覆盖物132。
[0056]
在制成橡胶复合体10时,第一覆膜1121和第二覆膜1122与橡胶的成分反应,能够形成第一覆盖物131、第二覆盖物132。因此,在制成橡胶复合体10的情况下,第一覆膜1121和第二覆膜1122的一部分可以残留,也可以全部成为第一覆盖物131、第二覆盖物132。即,橡胶复合体10可以不具有第一覆膜1121和第二覆膜1122。
[0057]
如上所述,在制作橡胶复合体时,需要比照橡胶复合体的尺寸切断钢帘线。因此,在以往的橡胶复合体中,在钢帘线的长度方向的端面未设置覆膜。而且,认为覆盖物通过橡胶的成分与钢帘线的覆膜的成分反应而形成。因此,在钢帘线的长度方向的端面没有覆膜
的情况下,则该端面也未形成覆盖物,在以往的橡胶复合体中,从钢帘线的长度方向的端面产生腐蚀。
[0058]
另一方面,本实施方式的橡胶复合体10所具有的钢帘线11在长度方向的端面11a上具有作为覆膜112的第一覆膜1121。因此,橡胶复合体10能够在钢帘线11的长度方向的端面具有第一覆盖物131,能够提高钢帘线的端面11a的耐腐蚀性。
[0059]
本实施方式的橡胶复合体10所具有的钢帘线11也可以在侧面11b具有作为覆膜112的第二覆膜1122。因此,橡胶复合体10也可以在钢帘线11的侧面具有第二覆盖物132,也能够提高钢帘线的侧面11b的耐腐蚀性。
[0060]
为了制造橡胶复合体10,第一覆膜1121可以在将钢帘线切断成预定的长度后形成。具体而言,可以在将钢帘线11埋设在橡胶12中之前,或者在将钢帘线11的一部分埋设在橡胶12中之后且在利用橡胶12等覆盖钢帘线11的长度方向的端面之前形成。
[0061]
对形成第一覆膜1121的具体方法没有特别限制,可以使用能够形成具有所希望组成的覆膜的各种方法。第一覆膜1121可以含有例如选自氧化物和金属中的一种以上。因此,第一覆膜1121可以通过能够形成氧化物、金属的各种方法形成。作为第一覆膜1121的制造方法,例如可以列举将含有金属等预定成分的涂布液涂布的涂布法、将钢帘线11的端面11a侧浸渍在该涂布液中的浸渍法等。作为第一覆膜1121的制造方法,除此以外,还可以列举电镀法、化学镀法、置换镀法等。作为电镀法,还可以列举刷镀法等。需要说明的是,在第一覆膜1121含有多种成分的情况下,也可以在钢帘线11的长度方向的端面形成与第一覆膜1121所具有的多种成分对应的多个层,并根据需要进行热处理,由此形成第一覆膜1121。在形成第一覆膜1121之前,优选对钢帘线11的端面11a实施脱脂处理等除去附着于表面的物质的预处理,但也可以在不进行预处理的情况下形成第一覆膜1121。
[0062]
对第二覆膜1122的形成方法没有特别限制,例如预先形成与用于制造钢帘线11的母线的表面对应的覆膜,并对该母线进行拉丝,由此能够成为在线材111的表面形成有第二覆膜1122的状态。即,配置在钢帘线11的侧面11b侧的第二覆膜1122来自在拉丝之前形成于母线表面的覆膜。
[0063]
如上所述,设置在钢帘线11的端面11a侧的第一覆膜1121和设置在侧面11b侧的第二覆膜1122在不同的时点形成。因此,第一覆膜1121和第二覆膜1122的组成、膜厚可以相同,也可以不同。
[0064]
对作为覆膜112的第一覆膜1121和第二覆膜1122的组成没有特别限制。覆膜112优选含有例如cu(铜)。特别是,更优选在含有cu的基础上还含有zn(锌)。
[0065]
另外,覆膜112进一步优选在含有cu、zn的基础上,还含有选自sn(锡)、cr(铬)、fe(铁)、co(钴)和ni(镍)中的一种以上。(2)橡胶橡胶12可以通过将橡胶的组合物成型并根据需要进行硫化来制造。
[0066]
橡胶的具体组成可以根据本实施方式的橡胶复合体的用途、特性等进行选择,没有特别限制。橡胶例如可以包含橡胶成分、硫和硫化促进剂。
[0067]
橡胶成分在橡胶成分中例如优选包含60质量%以上的选自天然橡胶(nr:natural rubber)和异戊二烯橡胶(ir:isoprene rubber)中的一种以上,更优选包含70质量%以上,进一步优选包含100质量%。
[0068]
这是因为,通过将橡胶成分中的选自天然橡胶和异戊二烯橡胶中的一种以上橡胶的比例设定为60质量%以上,能够提高橡胶复合体的断裂强度,是优选的。
[0069]
作为与天然橡胶、异戊二烯橡胶混用而使用的橡胶成分,例如可以列举选自丁苯橡胶(sbr)、丁二烯橡胶(br)、乙烯-丙烯-二烯橡胶(epdm)、氯丁二烯橡胶(cr)、丁基橡胶(iir)和丙烯腈-丁二烯橡胶(nbr)中的一种以上。
[0070]
作为硫没有特别限制,例如可以使用在橡胶工业中作为硫化剂通常使用的硫。
[0071]
对橡胶的硫含量没有特别限制,相对于100质量份的橡胶成分,例如优选设定为5质量份以上且8质量份以下。
[0072]
这是因为,通过将硫相对于100质量份的橡胶成分的比例设定为5质量份以上,能够提高所得到的橡胶的交联密度,特别是能够提高钢帘线与橡胶的粘接力。另外这是因为,通过将硫相对于100质量份的橡胶成分的比例设定为8质量份以下,能够使硫特别均匀地分散在橡胶内,并且能够抑制起霜(blooming)的发生,因此是优选的。
[0073]
对硫化促进剂也没有特别限制,例如可以优选使用n,n
’‑
二环己基-2-苯并噻唑基亚磺酰胺、n-环己基-2-苯并噻唑基亚磺酰胺、n-叔丁基-2-苯并噻唑基亚磺酰胺、n-氧二亚乙基-2-苯并噻唑基亚磺酰胺等亚磺酰胺类促进剂。另外,根据需要,可以使用2-巯基苯并噻唑、二-2-苯并噻唑二硫化物等噻唑类促进剂;四苄基秋蓝姆二硫化物、四甲基秋蓝姆二硫化物、四乙基秋蓝姆二硫化物、四(2-乙基己基)秋蓝姆二硫化物、四甲基秋蓝姆一硫化物等秋蓝姆类促进剂。
[0074]
在本实施方式的橡胶复合体中使用的橡胶组合物可以通过利用常规方法对上述各成分进行混炼、加热和挤出来制造。
[0075]
另外,本实施方式的橡胶复合体的橡胶优选含有选自钴单质和含钴化合物中的一种以上。
[0076]
作为含钴化合物,可以列举有机酸钴、无机酸钴。
[0077]
作为有机酸钴,例如可以优选使用选自环烷酸钴、硬脂酸钴、新癸酸钴、松香酸钴、叔碳酸钴和妥尔油酸钴等中的一种以上。需要说明的是,有机酸钴可以为利用硼酸将有机酸的一部分置换而得到的复合盐。
[0078]
作为无机酸钴,例如可以优选使用选自氯化钴、硫酸钴、硝酸钴、磷酸钴和铬酸钴中的一种以上。
[0079]
特别是,本实施方式的橡胶复合体的橡胶更优选含有有机酸钴。这是因为通过含有有机酸钴,能够特别提高钢帘线和橡胶的初始粘接性能。需要说明的是,初始粘接性能是指在橡胶复合体的制造时,例如刚进行硫化后的钢帘线与橡胶的粘接性能。
[0080]
另外,根据本发明的发明人等的研究,通过在橡胶中添加钴,能够提高覆盖物中的cu2s等铜化合物的比例,并且能够提高钢帘线与橡胶的粘接力。而且,在使用有机酸钴作为添加的钴的情况下,该倾向变得显著。因此,本实施方式的橡胶复合体的橡胶优选含有钴、特别是有机酸钴,由此能够制成耐久性特别优异的橡胶复合体。
[0081]
另外,橡胶在包含所述橡胶成分、硫、硫化促进剂和钴等的基础上,还可以包含可选的成分。橡胶还可以含有例如增强剂(炭黑、二氧化硅等)、蜡和抗老化剂等公知的橡胶用添加剂。
[0082]
橡胶12可以覆盖钢帘线11的表面的至少一部分。通过利用橡胶12覆盖钢帘线11的
表面的至少一部分,即使对于未被橡胶12直接覆盖的部分,在设置了上述覆膜112的部分处,覆膜112的成分也能够与橡胶12的成分反应而形成覆盖物13,能够提高耐腐蚀性。
[0083]
因此,橡胶12可以覆盖例如钢帘线11的端面11a的至少一部分,也可以覆盖整个端面11a。另外,橡胶12可以覆盖钢帘线11的侧面11b的至少一部分,也可以覆盖钢帘线11的整个侧面11b。橡胶12也可以覆盖钢帘线11的整个表面。
[0084]
从保护钢帘线11的长度方向的端面11a、特别是提高耐腐蚀性的观点考虑,橡胶12优选覆盖钢帘线11的长度方向的端面11a的至少一部分,更优选覆盖钢帘线11的长度方向的整个端面11a。(3)覆盖物(3-1)第一覆盖物如上所述,在本实施方式的橡胶复合体10中,可以在钢帘线11的长度方向的端面11a具有作为覆盖物13的第一覆盖物131。
[0085]
在图2中示出了第一覆盖物131沿着钢帘线11的长度方向的端面11a以均匀的厚度形成的例子,但图2是示意性地表示的,不限于该方式。例如,第一覆盖物131可以以散布在钢帘线11的长度方向的端面11a的表面的方式配置,也可以如图2所示,以覆盖钢帘线11的长度方向的整个端面11a的方式而具有膜状形状。
[0086]
认为,第一覆盖物131通过在第一覆膜1121中所含的成分与在橡胶12中所含的成分等反应而形成。因此,第一覆盖物131的组成根据第一覆膜1121、橡胶12的组成而变化,没有特别限制,但第一覆盖物131优选包含例如cu(铜)。这是因为,通过第一覆盖物131含有cu,能够保护钢帘线11的表面(具体而言保护长度方向的端面)、提高耐腐蚀性。
[0087]
如上所述,第一覆膜1121在包含cu的基础上,还可以包含zn(锌)。另外,第一覆膜1121在包含cu、zn的基础上,还可以包含选自sn(锡)、cr(铬)、fe(铁)、co(钴)和ni(镍)中的一种以上。因此,对于第一覆盖物131,在包含cu的基础上,还可以进一步包含zn。另外,第一覆盖物131在包含cu、zn的基础上,还可以包含选自sn、cr、fe、co和ni中的一种以上。
[0088]
在第一覆膜1121在包含cu的基础上还包含zn的情况下,第一覆盖物131也可以在包含cu的基础上还包含zn。zn促进cu与在橡胶中所含的其它元素的反应,促进cu2s等铜化合物的生成。铜化合物特别保护钢帘线11的长度方向的端面11a,能够进一步提高耐腐蚀性。另外,在钢帘线11和橡胶12隔着第一覆盖物131粘接的情况下,铜化合物提高钢帘线与橡胶之间的粘接力,能够提高橡胶复合体的耐久性。
[0089]
另外,sn、cr、fe、co、ni的离子化倾向比zn大。因此,第一覆盖物131在包含cu、zn的基础上,还包含选自sn、cr、fe、co和ni中的一种以上,由此能够作为牺牲型防腐蚀发挥功能或者提高cu和zn的合成电位。因此,能够特别保护钢帘线11的长度方向的端面11a、进一步提高耐腐蚀性。
[0090]
在制造橡胶复合体时,通常进行硫化。因此,第一覆盖物131更优选还包含在硫化时添加的s(硫)。通过第一覆盖物131还含有s,与上述的cu形成cu2s等铜-硫化合物,能够特别保护钢帘线11的长度方向的端面11a、特别提高耐腐蚀性。另外,在钢帘线11和橡胶12隔着第一覆盖物131粘接的情况下,cu2s等铜-硫化合物能够提高钢帘线11与橡胶之间的粘接力、特别提高橡胶复合体的耐久性。
[0091]
第一覆盖物131还可以含有第一覆膜1121的成分的一部分。如上所述,第一覆膜
1121可以含有选自氧化物和金属中的一种以上。因此,第一覆盖物131也可以含有来自第一覆膜1121的、选自氧化物和金属中的一种以上。通过第一覆盖物131含有选自氧化物和金属中的一种以上,特别地提高了与第一覆膜1121的粘附性。因此,能够特别提高钢帘线11的耐腐蚀性,还能够在钢帘线11与橡胶12粘接的部位提高钢帘线11与橡胶12的粘接力。
[0092]
如上所述,在本实施方式的橡胶复合体10中,橡胶12优选覆盖钢帘线11的长度方向的端面11a的至少一部分,更优选覆盖钢帘线11的长度方向的整个端面11a。
[0093]
在制造橡胶复合体10时,如上所述,通过以覆盖钢帘线11的长度方向的端面11a的至少一部分的方式配置橡胶12,能够成为钢帘线11的长度方向的端面11a隔着第一覆盖物131与橡胶12粘接的状态。即,在钢帘线11的长度方向的端面11a侧,从橡胶复合体10的外表面侧起依次配置有橡胶12、第一覆盖物131和钢帘线11,能够成为橡胶12、第一覆盖物131和钢帘线11各构件之间粘接的状态。
[0094]
如上所述,通过钢帘线11的长度方向的端面11a隔着第一覆盖物131与橡胶12粘接,除了第一覆盖物131以外,还能够利用橡胶12保护钢帘线11的长度方向的端面11a。因此,能够提高钢帘线11的长度方向的端面11a的耐腐蚀性。
[0095]
另外,在将橡胶复合体10应用于轮胎等的情况下,在钢帘线11的长度方向的端面11a与橡胶12的边界线附近容易施加大的力。但是,通过钢帘线11的长度方向的端面11a隔着第一覆盖物131与橡胶12粘接,橡胶12、第一覆盖物131和钢帘线11成为一体而能够支撑所施加的力。因此,特别抑制了橡胶复合体10的破损,能够提高耐久性。
[0096]
此外,通过将钢帘线11的长度方向的端面11a、第一覆盖物131和橡胶12粘接,能够特别防止水等异物侵入所述构件之间。因此,能够抑制水等异物侵入到钢帘线11的长度方向的端面11a、特别提高耐腐蚀性。
[0097]
但是,例如当长期使用橡胶复合体10时,有时橡胶12的成分与第一覆膜1121的成分的反应进行,从而第一覆盖物131、其周边的状态发生变化。另外,有时在橡胶12与钢帘线11之间反复施加力,在两构件间产生间隙等。因此,当长期使用橡胶复合体10时,有时橡胶12与钢帘线11之间的粘接力降低。
[0098]
但是,即使在橡胶12与钢帘线11之间的粘接力降低的情况下,在橡胶复合体10中,由于在钢帘线11的端面11a配置有第一覆盖物131,因此具有保护钢帘线11的端面11a、提高耐腐蚀性的效果。
[0099]
因此,钢帘线11的长度方向的端面11a不限于隔着第一覆盖物131与橡胶12粘接的形态,钢帘线11的长度方向的端面11a可以为隔着第一覆盖物被橡胶覆盖的形态。
[0100]
通过钢帘线11的长度方向的端面11a隔着第一覆盖物被橡胶12覆盖,除了第一覆盖物131以外,还能够利用橡胶12保护钢帘线11的长度方向的端面11a。因此,能够提高钢帘线11的长度方向的端面11a的耐腐蚀性。另外,能够抑制橡胶复合体10发生破损、提高橡胶复合体10的耐久性。
[0101]
所述钢帘线的长度方向的端面11a隔着第一覆盖物131被橡胶12覆盖包括上述的粘接的情况和以下两种形态。作为第一形态,是在钢帘线11的长度方向的端面11a从橡胶复合体10的外表面侧起依次配置有橡胶12、第一覆盖物131和钢帘线11并且各构件彼此接触的形态。这里所说的各构件彼此接触是指各构件间没有粘接力,但无间隙地接触的状态。作为第二形态,是在钢帘线11的长度方向的端面11a从橡胶复合体10的外表面侧起依次配置
有橡胶12、第一覆盖物131和钢帘线11并且在各构件之间的至少一部分中包含间隙的形态。
[0102]
需要说明的是,在钢帘线11的长度方向的端面11a隔着第一覆盖物131被橡胶覆盖的任一方式的情况下,可以在钢帘线11的与第一覆盖物131相对的面配置有第一覆膜1121。
[0103]
如上所述,在以往的橡胶复合体中,由于在钢帘线11的端面11a侧未形成作为覆膜112的第一覆膜1121,因此在钢帘线11的端面11a也未配置第一覆盖物131。因此,只要第一覆盖物131哪怕是少量地配置于钢帘线11的端面11a,则与以往相比就能够提高耐腐蚀性,对配置第一覆盖物131的程度没有特别限制。但是,第一覆盖物131优选覆盖钢帘线11的长度方向的端面11a的面积的20%以上,更优选覆盖40%以上。第一覆盖物131通过覆盖钢帘线11的长度方向的端面11a的面积的20%以上,能够特别提高钢帘线11的端面11a的耐腐蚀性,因此是优选的。
[0104]
由于第一覆盖物131也可以覆盖钢帘线11的整个端面11a,因此第一覆盖物131可以覆盖钢帘线11的端面11a的面积的100%以下。
[0105]
对测定第一覆盖物131覆盖钢帘线11的端面11a的面积的比例的方法没有特别限制。例如,在将橡胶复合体10的配置于钢帘线11的端面11a侧的作为橡胶12的一部分的端面侧橡胶121剥离时,如图3所示,钢帘线11的端面11a侧露出。因此,可以计算出钢帘线11的端面11a之中例如减去第一覆膜1121等钢帘线11露出的区域而得到的、橡胶12所占的面积的比例。需要说明的是,由于残留于钢帘线11的端面11a的橡胶12与形成有第一覆盖物131的部位对应,因此如上所述,由橡胶12所占的面积的比例能够计算出第一覆盖物131覆盖钢帘线11的端面11a的面积的比例。
[0106]
另外,也可以在剥离端面侧橡胶121时,进行端面侧橡胶121和在剥离后露出的钢帘线的端面11a侧中的任一者的元素分布映射,测定第一覆盖物131覆盖钢帘线11的端面11a的面积的比例。需要说明的是,在钢帘线的端面11a侧残留有橡胶的情况下,可以对钢帘线的端面11a侧进行元素分布映射,在钢帘线的端面11a侧未残留橡胶的情况下,可以对端面侧橡胶121侧进行元素分布映射。
[0107]
在进行所述元素分布映射时,第一覆膜1121的成分和橡胶的成分两者、例如cu和s分布的区域成为形成有第一覆盖物131的区域。因此,由元素分布映射的结果,通过求出钢帘线11的端面11a之中形成有所述第一覆盖物131的区域的面积的比例,能够计算出第一覆盖物131覆盖钢帘线11的端面11a的面积的比例。
[0108]
需要说明的是,对进行元素分布映射的方法没有特别限制,可以使用sem-edx(scanning electron microscope-energy dispersive x-ray spectroscop:扫描电子显微镜-能量色散x射线光谱仪)等。在对端面侧橡胶进行元素映射的情况下,由于被测定物为绝缘体,因此可以使用例如低加速电压sem和edx。(3-2)第二覆盖物橡胶复合体10可以在钢帘线11的侧面11b侧也具有作为覆盖物13的第二覆盖物132。认为第二覆盖物132通过在第二覆膜1122中所含的成分与在橡胶12中所含的成分等反应而形成。因此,第二覆盖物132的组成根据第二覆膜1122、橡胶12的组成而变化,没有特别限制,但第二覆盖物132优选包含例如cu(铜)。这是因为,通过第二覆盖物132含有cu,能够保护钢帘线11的表面(具体而言侧面)、提高耐腐蚀性。
[0109]
另外,如上所述,第二覆膜1122在包含cu的基础上,还可以进一步包含zn(锌)。因
此,对于第二覆盖物132,在包含cu的基础上,还可以进一步包含zn。zn促进cu与在橡胶中所含的其它元素的反应,并且促进cu2s等铜化合物的生成。铜化合物特别保护钢帘线11的侧面11b,能够进一步提高耐腐蚀性。另外,在钢帘线11和橡胶12隔着第二覆盖物132粘接的情况下,铜化合物能够提高钢帘线与橡胶之间的粘接力、提高橡胶复合体的耐久性。
[0110]
第二覆膜1122在包含cu、zn的基础上,还可以进一步包含选自sn(锡)、cr(铬)、fe(铁)、co(钴)和ni(镍)中的一种以上。因此,第二覆盖物132在包含cu、zn的基础上,还可以进一步包含选自sn、cr、fe、co和ni中的一种以上。sn、cr、fe、co、ni的离子化倾向比zn大。因此,第二覆盖物132在包含cu、zn的基础上,还包含选自sn、cr、fe、co和ni中的一种以上,由此能够作为牺牲型防腐蚀发挥功能或者提高cu和zn的合成电位。因此,能够特别保护钢帘线11的侧面11b、进一步提高耐腐蚀性。
[0111]
对于第二覆盖物132,也更优选进一步包含在硫化时添加的s(硫)。通过第二覆盖物132还含有s,能够与上述的cu形成cu2s等铜-硫化合物。在钢帘线11和橡胶12隔着第二覆盖物132粘接的情况下,铜-硫化合物能够提高钢帘线11与橡胶之间的粘接力、特别提高橡胶复合体的耐久性。
[0112]
如上所述,在本实施方式的橡胶复合体10中,优选橡胶12覆盖钢帘线11的侧面11b的至少一部分,更优选覆盖钢帘线11的整个侧面11b。
[0113]
在制造橡胶复合体10时,通过如上所述以覆盖钢帘线11的侧面11b的至少一部分的方式配置橡胶12,能够使钢帘线11的侧面11b成为隔着第二覆盖物132与橡胶12粘接的状态。即,在钢帘线11的侧面11b侧,从橡胶复合体10的外表面侧起依次配置有橡胶12、第二覆盖物132和钢帘线11,能够成为橡胶12、第二覆盖物132、钢帘线11各构件间粘接的状态。
[0114]
如上所述,通过钢帘线11的侧面11b隔着第二覆盖物132与橡胶12粘接,除了第二覆盖物132以外,还能够通过橡胶12保护钢帘线11的侧面11b。因此,能够提高钢帘线11的侧面11b的耐腐蚀性。
[0115]
另外,在将橡胶复合体10用于轮胎等的情况下,在钢帘线11的侧面11b与橡胶12的边界线附近容易施加大的力。但是,通过钢帘线11的侧面11b隔着第二覆盖物132与橡胶12粘接,橡胶12、第二覆盖物132和钢帘线11成为一体而能够支撑所施加的力。因此,特别抑制了橡胶复合体10的破损,能够提高耐久性。
[0116]
此外,通过使钢帘线11的侧面11b、第二覆盖物132和橡胶12粘接,能够特别防止水等异物侵入所述构件之间。因此,能够抑制水等异物侵入到钢帘线11的侧面11b、提高耐腐蚀性。
[0117]
但是,例如当长期使用橡胶复合体10时,橡胶12的成分与第二覆膜1122的成分的反应进行,有时第二覆盖物132、其周边的状态发生变化。另外,有时在橡胶12与钢帘线11之间反复施加力,在两构件间产生间隙等。因此,当长期使用橡胶复合体10时,有时橡胶12与钢帘线11之间的粘接力降低。
[0118]
但是,即使在橡胶12与钢帘线11之间的粘接力降低的情况下,在橡胶复合体10中,由于在钢帘线11的侧面11b配置有第二覆盖物132,因此具有保护钢帘线11的侧面11b、提高耐腐蚀性的效果。
[0119]
因此,钢帘线11的侧面11b不限于隔着第二覆盖物132与橡胶12粘接的形态,钢帘线11的侧面11b可以为隔着第二覆盖物被橡胶覆盖的形态。
[0120]
通过钢帘线11的侧面11b隔着第二覆盖物被橡胶12覆盖,除了第二覆盖物132以外,还能够利用橡胶12保护钢帘线11的侧面11b。因此,能够提高钢帘线11的侧面11b的耐腐蚀性。此外,能够抑制橡胶复合体10的破损、提高橡胶复合体10的耐久性。
[0121]
所述钢帘线的侧面11b隔着第二覆盖物被橡胶覆盖包括上述的粘接的情况和以下两种形态。作为第一形态,是在钢帘线11的侧面11b从橡胶复合体10的外表面侧起依次配置有橡胶12、第二覆盖物132和钢帘线11并且各构件彼此接触的形态。这里所说的各构件彼此接触是指各构件间没有粘接力,但无间隙地接触的状态。作为第二形态,是在钢帘线11的侧面11b从橡胶复合体10的外表面侧起依次配置有橡胶12、第二覆盖物132和钢帘线11并且在各构件之间的至少一部分中包含间隙的形态。
[0122]
需要说明的是,在钢帘线11的侧面11b隔着第二覆盖物132被橡胶覆盖的任一方式的情况下,可以在钢帘线11的与第二覆盖物132相对的面配置有第二覆膜1122。[轮胎]接着,基于图4对本实施方式中的轮胎进行说明。
[0123]
本实施方式的轮胎可以包含上述的橡胶复合体。
[0124]
图4表示与本实施方式所涉及的轮胎40的周向垂直的面处的截面图。在图4中,仅示出了cl(中心线)的左侧部分,但以cl为对称轴,在cl的右侧也连续地具有同样的结构。
[0125]
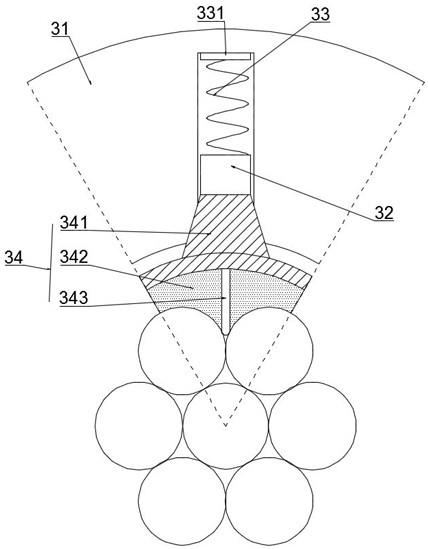
如图4所示,轮胎40具有胎面部41、胎侧部42和胎圈部43。
[0126]
胎面部41为与路面接触的部位。胎圈部43设置在比胎面部41靠近轮胎40的内径侧。胎圈部43是与车辆的车轮的轮辋接触的部位。胎侧部42将胎面部41和胎圈部43连接。当胎面部41受到来自路面的冲击时,胎侧部42弹性变形,吸收冲击。
[0127]
轮胎40具有内衬44、胎体45、带束层46和胎圈钢丝47。
[0128]
内衬44由橡胶构成,将轮胎40与车轮之间的空间密闭。
[0129]
胎体45形成轮胎40的骨架。胎体45由聚酯、尼龙、人造丝等有机纤维或钢帘线和橡胶构成。胎体45可以使用上述的橡胶复合体。
[0130]
胎圈钢丝47设置于胎圈部43。胎圈钢丝47承受作用于胎体45的拉力。
[0131]
带束层46将胎体45紧固,提高胎面部41的刚性。在图4所示的例子中,轮胎40具有2层带束层46。
[0132]
2层带束层46可以在轮胎40的径向上重叠,可以使用上述的橡胶复合体。
[0133]
本实施方式的轮胎包含上述的橡胶复合体。因此,能够抑制钢帘线的长度方向的端面的腐蚀、提高耐久性。[钢帘线]本实施方式的钢帘线可以具有与在橡胶复合体中说明的钢帘线11相同的构成。因此,省略一部分重复的说明。
[0134]
在图5中示意性地示出本实施方式的钢帘线的通过中心轴的面的截面图。在图5中,y轴方向为与钢帘线11的长度方向平行的方向,xz平面成为与钢帘线11的长度方向垂直的面。
[0135]
如图5所示,本实施方式的钢帘线11可以具有线材111和覆盖线材111的表面的覆膜112。在图5中示出了钢帘线11由1根线构成的单线钢帘线的例子,但不限于如上所述的该方式。例如,可以为将多根钢丝捻合而成的钢帘线。在钢帘线具有将多根钢丝捻合而成的构
成的情况下,对于各钢丝,优选具有以下说明的线材111和覆盖该线材111的表面的覆膜112。
[0136]
钢帘线11所具有的线材111例如可以设为钢线,更优选可以使用高碳钢线。
[0137]
钢帘线11可以具有覆盖钢帘线11的长度方向的端面的第一覆膜1121作为覆膜112。第一覆膜1121可以覆盖钢帘线11的长度方向的端面11a的整个表面,也可以覆盖端面11a的一部分。
[0138]
另外,钢帘线11可以具有覆盖钢帘线11的侧面11b侧的第二覆膜1122作为覆膜112。第二覆膜1122可以覆盖钢帘线11的侧面11b的整个表面,也可以覆盖侧面11b的一部分。
[0139]
通过在钢帘线11的线材111的表面设置覆膜112,与仅为线材111的情况相比,能够提高钢帘线11的耐腐蚀性。
[0140]
在使用钢帘线制造橡胶复合体等时,需要比照所要求的尺寸等进行切断。因此,在以往的钢帘线中,在长度方向的端面未设置覆膜。而且,在钢帘线的长度方向的端面没有覆膜的情况下,从钢帘线的长度方向的端面产生腐蚀。
[0141]
与此相对,本实施方式的钢帘线11通过具有覆盖长度方向的端面11a侧的第一覆膜1121,特别能够提高耐腐蚀性。
[0142]
另外,本实施方式的钢帘线11通过具有覆盖侧面11b侧的第二覆膜1122,也能够保护侧面11b、提高耐腐蚀性。
[0143]
为了制造橡胶复合体10,第一覆膜1121可以在将钢帘线切断成预定的长度之后形成。具体而言,可以在切断钢帘线11之后形成。
[0144]
对形成第一覆膜1121的具体方法没有特别限制,可以使用能够形成具有所希望的组成的覆膜的各种方法。第一覆膜1121例如可以含有选自氧化物和金属中的一种以上。因此,第一覆膜1121可以通过能够形成氧化物、金属的各种方法形成。由于已经说明了第一覆膜1121的制造方法,因此在此省略说明。
[0145]
对第二覆膜1122的形成方法没有特别限制,例如预先形成与用于制造钢帘线11的母线的表面对应的覆膜,并对该母线进行拉丝,由此能够成为在线材111的表面形成有第二覆膜1122的状态。即,配置在钢帘线11的侧面11b侧的第二覆膜1122来自在拉丝之前形成于母线表面的覆膜。
[0146]
设置在钢帘线11的端面11a侧的第一覆膜1121和设置在侧面11b侧的第二覆膜1122在不同的时点形成。因此,第一覆膜1121和第二覆膜1122的组成、膜厚可以相同,也可以不同。
[0147]
对作为覆膜112的第一覆膜1121和第二覆膜1122的组成没有特别限制。第一覆膜1121优选包含例如cu(铜)。这是因为,通过使第一覆膜1121包含cu,能够保护钢帘线11的端面、提高耐腐蚀性。
[0148]
第一覆膜1121更优选在包含cu的基础上还包含zn(锌)。
[0149]
zn的离子化倾向比cu大。因此,第二覆膜1122在包含cu的基础上,还包含zn,由此能够作为牺牲型防腐蚀发挥功能。因此,能够特别保护钢帘线11的长度方向的端面11a、进一步提高耐腐蚀性。
[0150]
另外,第二覆膜1122进一步优选在包含cu、zn的基础上,还包含选自sn(锡)、cr
(铬)、fe(铁)、co(钴)和ni(镍)中的一种以上。
[0151]
sn、cr、fe、co、ni的离子化倾向比zn大。因此,第二覆膜1122在包含cu、zn的基础上,还包含选自sn、cr、fe、co和ni中的一种以上,由此能够作为牺牲型防腐蚀发挥功能或者提高cu和zn的合成电位。因此,能够特别保护钢帘线11的长度方向的端面11a、进一步提高耐腐蚀性。
[0152]
对于第二覆膜1122,也可以优选使用与第一覆膜1121的情况相同的材料。即,第二覆膜1122优选包含cu。另外,第二覆膜1122更优选在包含cu的基础上还包含zn。第二覆膜1122还优选在包含cu、zn的基础上还包含选自sn、cr、fe、co和ni中的一种以上。理由与第一覆膜1121的情况相同,因此省略说明。
[0153]
在以往的钢帘线中,在钢帘线11的端面11a侧未形成作为覆膜112的第一覆膜1121。因此,只要将第一覆膜1121哪怕是少量地配置于钢帘线11的端面11a,则与以往相比就能够提高耐腐蚀性,对配置第一覆膜1121的程度没有特别限制。但是,第一覆膜1121优选覆盖钢帘线11的长度方向的端面11a的面积的20%以上,更优选覆盖40%以上。通过第一覆膜1121覆盖钢帘线11的长度方向的端面11a的面积的20%以上,能够特别提高钢帘线11的端面11a的耐腐蚀性,因此是优选的。
[0154]
由于第一覆膜1121也可以覆盖钢帘线11的整个端面11a,因此第一覆膜1121可以覆盖钢帘线11的端面11a的面积的100%以下。
[0155]
对测定第一覆膜1121覆盖钢帘线11的端面11a的面积的比例的方法没有特别限制。可以与所述第一覆盖物的情况同样地进行评价。
[0156]
即,例如首先使用进行评价的钢帘线11制成橡胶复合体10。在将所得到的橡胶复合体10的、配置在钢帘线11的端面11a侧的作为橡胶12一部分的端面侧橡胶121剥离时,如图3所示,钢帘线11的端面11a侧露出。因此,可以计算出钢帘线11的端面11a之中例如减去第一覆膜1121、钢帘线11露出的区域而得到的、橡胶12所占的面积的比例。需要说明的是,残留于钢帘线11的端面11a的橡胶12与至少形成有第一覆膜1121的部位对应。因此,如上所述,由橡胶12所占的面积的比例能够计算出至少第一覆膜1121覆盖钢帘线11的端面11a的面积的比例。
[0157]
但是,即使在形成有第一覆膜1121的部位,有时橡胶的一部分也会剥离。因此,第一覆膜1121覆盖钢帘线11的长度方向的端面11a的面积比例为通过所述方法算出的面积比例以上。
[0158]
另外,也可以进行钢帘线11的端面11a的元素分布映射,算出第一覆膜1121覆盖钢帘线11的端面11a的面积的比例。
[0159]
具体而言,在进行钢帘线11的端面的元素分布映射的情况下,第一覆膜1121的成分分布的区域成为形成有第一覆膜1121的区域。因此,由元素分布映射的结果,通过求出钢帘线11的端面11a之中形成有所述第一覆膜1121的区域的面积的比例,能够计算出第一覆膜1121覆盖钢帘线11的端面11a的面积的比例。
[0160]
需要说明的是,对进行元素分布映射的方法没有特别限制,可以使用sem-edx等。
[0161]
对第一覆膜1121的厚度没有特别限制,优选平均厚度为5nm以上且2μm以下,更优选为0.1μm以上且1.5μm以下。
[0162]
这是因为,通过将第一覆膜1121的平均厚度设定为5nm以上,能够特别提高端面的
耐腐蚀性。另外,这是因为,在制成橡胶复合体的情况下,能够形成足够厚度的第一覆盖物131、提高端面的耐腐蚀性。
[0163]
通过将第一覆膜1121的平均厚度设定为2μm以下,能够提高钢帘线制造时的生产率。另外,这是因为,在应用于橡胶复合体的情况下,当使第一覆膜1121过厚时,第一覆盖物131成为多孔的,有可能抑制端面11a的耐腐蚀性的提高效果。
[0164]
对第一覆膜1121的平均厚度的求法没有特别限制,例如可以使用荧光x射线膜厚计进行测定。测定在钢帘线11的端面11a的中心和通过中心的线段上的2个测定点合计3个点处进行,可以将其平均值作为该第一覆膜1121的平均厚度。
[0165]
通过所述钢帘线11的端面11a的中心的线段是指,成为端面11a的轮廓线即圆的直径的线段。在此,将端面11a的轮廓线即圆的直径设为d。在此情况下,所述两个测定点为在端面11a中以通过第一覆膜1121上的方式任意画出的、成为端面11a的轮廓线即圆的直径的线段上的、位于距中心为0.25d的两个点。
[0166]
以上,对实施方式进行了详细说明,但不限于特定的实施方式,在权利要求书所记载的范围内可以进行各种变形和变更。[实施例]
[0167]
以下,列举具体的实施例进行说明,但本发明不限于这些实施例。(评价方法)首先,对在以下实验例中制作的橡胶复合体的评价方法进行说明。(1)橡胶复合体的耐腐蚀性的评价对于在以下的各实验例中制作的橡胶复合体10,在将钢帘线11的端面11a侧的端面侧橡胶121剥离时,以在钢帘线11的长度方向的端面11a中橡胶12所占的面积的比例进行耐腐蚀性的评价。
[0168]
在评价时,在将端面侧橡胶121剥离后的钢帘线11的长度方向的端面11a侧的图像中,通过目视在残留有橡胶12的部分与第一覆膜1121、钢帘线11的长度方向的端面11a露出的部分之间画出边界线。另外,也一并画出端面11a的轮廓线。该边界线和端面11a的轮廓线成为包围残留有橡胶12的部分的线。然后,通过二值化处理区分由边界线和端面11a的轮廓线包围的残留有橡胶12的部分和除此以外的部分,计算出残留有橡胶12的部分的面积。
[0169]
然后,求出橡胶复合体中任意一根钢帘线的长度方向的一个端面中的橡胶12所占的面积的比例。
[0170]
在钢帘线的长度方向的端面中,在橡胶12的面积的比例为80%以上的情况下,评价为a,在60%以上且小于80%的情况下评价为b,在20%以上且小于60%的情况下评价为c,在小于20%的情况下评价为d。
[0171]
在以下的各实验例1-1到实验例1-10中,为了评价,各制造2个橡胶复合体。然后,对一个橡胶复合体在制造后立即进行所述耐腐蚀性的评价(初始评价)。对于另一个橡胶复合体,在供给于湿热试验后,进行所述耐腐蚀性的评价。湿热试验为在温度为80℃、相对湿度为95%的环境下将橡胶复合体放置150小时的试验(湿热评价)。
[0172]
所述初始评价和湿热评价中,a均表示最好,按照b、c、d的顺序评价变差。
[0173]
在剥离橡胶时,残留于钢帘线的端面的橡胶与形成有覆盖物的部位对应。因此,可以说在实施湿热试验后进行评价的湿热评价越高,则钢帘线的端面在湿热试验后越继续被
稳定的覆盖物保护,可以说是抑制了钢帘线的端面腐蚀的橡胶复合体。
[0174]
但是,如表1所示,湿热评价与初始评价具有相关性,在初始评价优异的情况下,可以说是抑制了钢帘线的端面腐蚀的橡胶复合体。因此,实验例2以后仅实施初始评价。
[0175]
需要说明的是,在初始评价中,在剥离橡胶时,残留于钢帘线的端面的橡胶部分也与至少形成有第一覆膜1121的部位对应。因此,初始评价的结果也可以为钢帘线的长度方向的端面中至少形成有第一覆膜1121的部分的面积的比例。(2)钢帘线的耐腐蚀性的评价使用电化学测定(lsv:线性扫描伏安法)进行评价。具体而言,将评价样品浸渍在ph1的硫酸水溶液中,观测以0v(参比电极:ag/agcl,对电极:pt)流过的电流。
[0176]
对于评价样品,为了容易确认端部的影响,将30根在相同条件下制作的钢帘线捆扎,将从形成有第一覆膜的端面起算的10mm浸渍在所述硫酸水溶液中,并测定所述电流。
[0177]
在所述测定方法中,对于在以下的实验例1-1的“(钢帘线的准备)”中制作的端面处形成镀膜之前的钢帘线测定的电流值、即腐蚀电流为10ma/cm2。
[0178]
因此,在所测定的电流值小于10ma/cm2的情况下,表示耐腐蚀性优异,在电流值为10ma/cm2以上的情况下,表示耐腐蚀性差。
[0179]
(实验例)以下,对实验条件进行说明。[实验例1]按照以下的步骤制作橡胶复合体、钢帘线,并进行耐腐蚀性的评价。实验例1-1到实验例1-9为实施例,实验例1-10为比较例。(实验例1-1)(钢帘线的准备)通过镀敷在钢制的长丝的表面形成铜层和锌层。需要说明的是,铜层使用焦磷酸铜作为镀液,将电流密度设定为22a/dm2、将处理时间设定为14秒来进行成膜。另外,锌层使用硫酸锌作为镀液,将电流密度设定为20a/dm2、将处理时间设定为7秒来进行成膜。
[0180]
然后,通过在大气气氛下,在600℃下加热9秒而进行热处理,使金属成分扩散,形成了镀膜。
[0181]
对所得到的形成了镀膜的长丝进行拉丝加工,使帘线直径成为1mm。
[0182]
接着,以与制造的橡胶复合体的尺寸一致的方式,在长度方向的多个部位将进行了拉丝加工的钢帘线切断。所得到的钢帘线具有来自所述长丝的镀膜的、覆盖侧面11b侧的第二覆膜1122。利用sem-edx对第二覆膜1122进行分析,结果能够确认到包含cu和zn。
[0183]
所得到的钢帘线的一部分用于以下的橡胶复合体的制造,剩余部分用于后述的钢帘线的制造。(橡胶组合物的准备)准备包含橡胶成分和添加剂的橡胶组合物。橡胶组合物包含100质量份的作为橡胶成分的天然橡胶。而且,橡胶组合物相对于100质量份的橡胶成分含有60质量份的炭黑、6质量份的硫、1质量份的硫化促进剂、10质量份的氧化锌和1质量份的比例的作为有机酸钴的硬脂酸钴作为添加剂。(橡胶复合体的制造)
使用所述钢帘线和橡胶组合物制造图1、图2所示的橡胶复合体10。
[0184]
将钢帘线11配置成长度方向相互平行,利用橡胶组合物覆盖钢帘线11的侧面11b,制作了橡胶复合体的前体。此时,钢帘线11的长度方向的端面11a未被橡胶组合物覆盖而是预先露出。
[0185]
在橡胶复合体的前体的钢帘线11的长度方向的端面11a侧配置厚度为15μm的树脂掩模,保护橡胶组合物。树脂掩模在与钢帘线11的长度方向的端面11a对应的位置具有开口部,该端面11a未被树脂掩模覆盖而露出。
[0186]
接着,对露出的钢帘线11的长度方向的端面11a进行预处理。
[0187]
预处理通过依次进行利用20质量%硫酸的电解脱脂、水洗、利用10质量%氢氧化钠水溶液的电解脱脂、水洗、在1质量%硫酸中的浸渍、水洗来实施。利用20质量%硫酸的电解脱脂在液温45℃下、将电流密度设定为10a/dm2来进行1秒。利用10质量%氢氧化钠的电解脱脂在液温40℃下、将电流密度设定为10a/dm2来进行1秒。在1质量%硫酸中的浸渍在液温35℃下进行1秒。
[0188]
然后,通过涂布法在钢帘线11的长度方向的端面11a形成了第一覆膜1121。具体而言,将石原化学株式会社制造的导电性铜纳米墨(型号go-01)涂布在钢帘线11的长度方向的整个端面11a并进行干燥,由此形成了厚度为0.15μm的第一覆膜1121。
[0189]
需要说明的是,在相同的条件下在橡胶复合体中所含的全部钢帘线11的长度方向两侧的端面11a形成了所述第一覆膜1121。另外,测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为0.15μm。
[0190]
第一覆膜1121的平均厚度使用荧光x射线膜厚计进行。厚度的测定在钢帘线11的端面11a的中心和通过中心的线段上的2个测定点合计3个点处进行,将其平均值作为该第一覆膜1121的平均厚度。
[0191]
通过所述钢帘线11的端面11a的中心的线段是指,成为端面11a的轮廓线即圆的直径的线段。而且,在将端面11a的轮廓线即圆的直径设为d的情况下,所述2个测定点为在端面11a中以通过第一覆膜1121上的方式任意画出的、成为端面11a的轮廓线即圆的直径的线段上的、位于距中心为0.25d的2个点。在以下的其它实验例中也同样地进行第一覆膜1121的平均厚度的测定。
[0192]
将所述导电性铜纳米墨涂布并干燥,然后将保护橡胶组合物的树脂掩模剥离。然后,在橡胶复合体的前体的、钢帘线11的长度方向的端面11a侧也配置橡胶组合物。
[0193]
然后,在180℃、10分钟的条件下进行硫化,得到了橡胶复合体10。所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu和s的第一覆盖物131。在钢帘线11的侧面11b配置有包含cu、zn和s的第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。
[0194]
第一覆盖物131含有cu、s和第二覆盖物132含有cu、zn、s的情况通过sem-edx分析来确认。在以下的实验例1-2到实验例1-10中也同样地进行分析,确定所含有的成分。需要说明的是,在以下的其它实验例中,由于第二覆盖物132包含cu、zn、s,因此省略说明。另外,在以下的实验例1-2到实验例1-9、实验例2、实验例3中,第一覆盖物131、第二覆盖物132均至少含有cu和s,可以说含有铜-硫化合物。
[0195]
使用所得到的橡胶复合体10进行所述橡胶复合体的耐腐蚀性的评价。将评价结果示于表1。
[0196]
如评价结果所示,当为了对钢帘线11的长度方向的端面11a侧进行耐腐蚀性的评价而剥离端面侧橡胶121时,能够确认到橡胶12残留。因此,如上所述,可以说钢帘线11的端面11a隔着第一覆盖物131与橡胶12粘接。同样,当对钢帘线11的侧面11b侧也剥离橡胶时,能够确认到在钢帘线11的侧面11b处橡胶12残留。因此,可以说钢帘线11的侧面11b隔着第二覆盖物132与橡胶12粘接。
[0197]
对于以下的实验例1-2到实验例1-9,也基于同样的理由,能够确认到钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。(钢帘线的制造)对于在实验例1-1的钢帘线的准备中得到的钢帘线的长度方向的端面11a,与在本实验例中制造橡胶复合体的情况同样地,在进行预处理后形成了第一覆膜1121。利用sem-edx对第一覆膜1121进行分析,结果能够确认包含cu。另外,第一覆膜1121的平均厚度为0.15μm。
[0198]
对所得到的钢帘线进行钢帘线的耐腐蚀性的评价,结果电流小于10ma/cm2。(实验例1-2)(橡胶复合体的制造)除了在以下条件下通过电镀法在钢帘线11的长度方向的整个端面11a形成第一覆膜1121以外,与实验例1-1同样地制造橡胶复合体10,并进行评价。
[0199]
在本实验例中,第一覆膜1121为在端面11a依次层叠cu层和sn层而得的层叠膜,以cu层和sn层的合计的膜厚成为0.15μm的方式形成了第一覆膜1121。测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为0.15μm。
[0200]
cu层使用作为焦磷酸浴的cu镀液形成。sn层使用作为硫酸浴的sn镀液形成。在形成各层时,使浸渍有镀液的带海绵电极与要形成第一覆膜1121的钢帘线11的长度方向的端面11a接触,从与要形成第一覆膜1121的钢帘线11的长度方向的端面11a相对侧的端面供电。通过所供给的电量调节第一覆膜1121的厚度。
[0201]
在形成第一覆膜1121之后,进行水洗、干燥,然后将保护橡胶组合物的树脂掩模剥离。然后,在橡胶复合体的前体的钢帘线11的长度方向的端面11a侧也配置橡胶组合物,在与实验例1-1的情况相同的条件下进行硫化,得到了橡胶复合体10。
[0202]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu、sn和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表1。(钢帘线的制造)对于在实验例1-1的钢帘线的准备中得到的钢帘线的长度方向的端面11a,与在本实验例中制造橡胶复合体的情况同样地,在进行预处理后形成了第一覆膜1121。利用sem-edx对第一覆膜1121进行分析,结果能够确认到包含cu、sn。另外,第一覆膜1121的平均厚度为0.15μm。
[0203]
对所得到的钢帘线进行钢帘线的耐腐蚀性的评价,结果电流小于10ma/cm2。
(实验例1-3)(橡胶复合体的制造)除了在以下条件下通过电镀法在钢帘线11的长度方向的整个端面11a形成第一覆膜1121以外,与实验例1-1同样地制造橡胶复合体10,并进行评价。
[0204]
在本实验例中,第一覆膜1121为在端面11a依次层叠cu层、zn层和cu层而得的层叠膜,以cu层的厚度:zn层的厚度:cu层的厚度=3:4:3并且合计厚度成为0.15μm的方式形成了第一覆膜1121。测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为0.15μm。
[0205]
cu层使用作为焦磷酸浴的cu镀液形成。zn层使用作为氟硼酸浴的zn镀液形成。在形成各层时,使浸渍有镀液的带海绵电极与要形成第一覆膜1121的钢帘线11的长度方向的端面11a接触,从与要形成第一覆膜1121的钢帘线11的长度方向的端面11a相对侧的端面供电。通过所供给的电量调节第一覆膜1121的厚度。
[0206]
在形成第一覆膜1121之后,进行水洗、干燥,然后将保护橡胶组合物的树脂掩模剥离。然后,在橡胶复合体的前体的钢帘线11的长度方向的端面11a侧也配置橡胶组合物,在与实验例1-1的情况相同的条件下进行硫化,得到了橡胶复合体10。
[0207]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu、zn和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表1。(钢帘线的制造)对于在实验例1-1的钢帘线的准备中得到的钢帘线的长度方向的端面11a,与在本实验例中制造橡胶复合体的情况同样地,在进行预处理后形成了第一覆膜1121。利用sem-edx对第一覆膜1121进行分析,结果能够确认包含cu、zn。另外,第一覆膜1121的平均厚度为0.15μm。
[0208]
对所得到的钢帘线进行钢帘线的耐腐蚀性的评价,结果电流小于10ma/cm2。(实验例1-4)(橡胶复合体的制造)除了在以下条件下通过电镀法在钢帘线11的长度方向的整个端面11a形成第一覆膜1121以外,与实验例1-1同样地制造橡胶复合体10,并进行评价。
[0209]
在本实验例中,第一覆膜1121为在端面11a依次层叠cu层和zn层而得的层叠膜,以cu层的厚度:zn层的厚度=6:4,合计厚度成为0.15μm的方式形成了第一覆膜1121。测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为0.15μm。
[0210]
cu层使用作为焦磷酸浴的cu镀液形成。zn层使用作为氟硼酸浴的zn镀液形成。在形成各层时,使浸渍有镀液的带海绵电极与要形成第一覆膜1121的钢帘线11的长度方向的端面11a接触,从与要形成第一覆膜1121的钢帘线11的长度方向的端面11a相对侧的端面供电。通过所供给的电量调节第一覆膜1121的厚度。
[0211]
在形成第一覆膜1121之后,进行水洗、干燥,然后将保护橡胶组合物的树脂掩模剥离。然后,在橡胶复合体的前体的钢帘线11的长度方向的端面11a侧也配置橡胶组合物,在与实验例1-1的情况相同的条件下进行硫化,得到了橡胶复合体10。
[0212]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu、zn和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表1。(钢帘线的制造)对于在实验例1-1的钢帘线的准备中得到的钢帘线的长度方向的端面11a,与在本实验例中制造橡胶复合体的情况同样地,在进行预处理后形成了第一覆膜1121。利用sem-edx对第一覆膜1121分析,结果能够确认到包含cu、zn。另外,第一覆膜1121的平均厚度为0.15μm。
[0213]
对所得到的钢帘线进行钢帘线的耐腐蚀性的评价,结果电流小于10ma/cm2。(实验例1-5)(橡胶复合体的制造)除了在以下条件下通过电镀法在钢帘线11的长度方向的整个端面11a形成第一覆膜1121以外,与实验例1-1同样地制造橡胶复合体10,并进行评价。
[0214]
在本实验例中,第一覆膜1121为cu层,以膜厚成为0.15μm的方式形成了第一覆膜1121。测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为0.15μm。
[0215]
作为第一覆膜1121的cu层使用作为焦磷酸浴的cu镀液形成。在形成cu层时,使浸渍有镀液的带海绵电极与要形成第一覆膜1121的钢帘线11的长度方向的端面11a接触,从与要形成第一覆膜1121的钢帘线11的长度方向的端面11a相对侧的面供电。通过所供给的电量调节第一覆膜1121的厚度。
[0216]
在形成第一覆膜1121之后,进行水洗、干燥,然后将保护橡胶组合物的树脂掩模剥离。然后,在橡胶复合体的前体的钢帘线11的长度方向的端面11a侧也配置橡胶组合物,在与实验例1-1的情况相同的条件下进行硫化,得到了橡胶复合体10。
[0217]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表1。(钢帘线的制造)对于在实验例1-1的钢帘线的准备中得到的钢帘线的长度方向的端面11a,与在本实验例中制造橡胶复合体的情况同样地,在进行预处理后形成了第一覆膜1121。利用sem-edx对第一覆膜1121进行分析,结果能够确认包含cu。另外,第一覆膜1121的平均厚度为0.15μm。
[0218]
对所得到的钢帘线进行钢帘线的耐腐蚀性的评价,结果电流小于10ma/cm2。(实验例1-6)(橡胶复合体的制造)除了在以下条件下通过置换镀法在钢帘线11的长度方向的整个端面11a形成第一覆膜1121以外,与实验例1-1同样地制造橡胶复合体10,并进行评价。
[0219]
在本实验例中,第一覆膜1121为cu层,以膜厚成为0.15μm的方式形成了第一覆膜
1121。测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为0.15μm。
[0220]
第一覆膜1121通过将钢帘线11的长度方向的端面浸渍在将硫酸铜调节为0.01摩尔/dm3的硫酸浴中1分钟,然后进行水洗、干燥而形成。
[0221]
在形成第一涂覆膜1121之后,将保护橡胶组合物的树脂掩模剥离。然后,在橡胶复合体的前体的钢帘线11的长度方向的端面11a侧也配置橡胶组合物,在与实验例1-1的情况相同的条件下进行硫化,得到了橡胶复合体10。
[0222]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表1。(钢帘线的制造)对于在实验例1-1的钢帘线的准备中得到的钢帘线的长度方向的端面11a,与在本实验例中制造橡胶复合体的情况同样地,在进行预处理后形成了第一覆膜1121。利用sem-edx对第一覆膜1121进行分析,结果能够确认包含cu。另外,第一覆膜1121的平均厚度为0.15μm。
[0223]
对所得到的钢帘线进行钢帘线的耐腐蚀性的评价,结果电流小于10ma/cm2。(实验例1-7)(橡胶复合体的制造)除了在以下条件下通过电镀法在钢帘线11的长度方向的整个端面11a形成第一覆膜1121以外,与实验例1-1同样地制造橡胶复合体10,并进行评价。
[0224]
在本实验例中,第一覆膜1121为cu-zn合金层,以膜厚成为0.15μm的方式形成了第一覆膜1121。测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为0.15μm。
[0225]
作为第一覆膜1121的cu-zn合金层使用在镀铜用焦磷酸浴中添加了硫酸锌和作为添加剂的l-组氨酸一盐酸盐一水合物而得到的镀液形成。cu-zn合金层以cu和zn的含有比例以摩尔比计为cu:zn=6:4的方式形成。在形成cu-zn合金层时,使浸渍有镀液的带海绵电极与要形成第一覆膜1121的钢帘线11的长度方向的端面11a接触。然后,从与要形成第一覆膜1121的钢帘线11的长度方向的端面11a相对侧的面供电。通过所供给的电量调节第一覆膜1121的厚度。
[0226]
在形成第一覆膜1121之后,进行水洗、干燥,然后将保护橡胶组合物的树脂掩模剥离。然后,在橡胶复合体的前体的钢帘线11的长度方向的端面11a侧也配置橡胶组合物,在与实验例1-1的情况相同的条件下进行硫化,得到了橡胶复合体10。
[0227]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu、zn和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表1。(钢帘线的制造)对于在实验例1-1的钢帘线的准备中得到的钢帘线的长度方向的端面11a,与在本
实验例中制造橡胶复合体的情况同样地,在进行预处理后形成了第一覆膜1121。利用sem-edx对第一覆膜1121进行分析,结果能够确认包含cu、zn。另外,第一覆膜1121的平均厚度为0.15μm。
[0228]
对所得到的钢帘线进行钢帘线的耐腐蚀性的评价,结果电流小于10ma/cm2。(实验例1-8)(橡胶复合体的制造)除了在以下条件下通过电镀法在钢帘线11的长度方向的整个端面11a形成第一覆膜1121以外,与实验例1-1同样地制造橡胶复合体10,并进行评价。
[0229]
在本实验例中,第一覆膜1121为cu-sn合金层,以膜厚成为0.15μm的方式形成了第一覆膜1121。测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为0.15μm。
[0230]
作为第一覆膜1121的cu-sn合金层使用在镀铜用焦磷酸浴中添加了硫酸锡和作为添加剂的l-组氨酸一盐酸盐一水合物而得到的镀液而形成。cu-sn合金层以cu和sn的含有比例以摩尔比计为cu:sn=95:5的方式形成。在形成cu-sn合金层时,使浸渍有镀液的带海绵电极与要形成第一覆膜1121的钢帘线11的长度方向的端面11a接触。然后,从与要形成第一覆膜1121的钢帘线11的长度方向的端面11a相对侧的面供电。通过所供给的电量调节第一覆膜1121的厚度。
[0231]
在形成第一覆膜1121之后,进行水洗、干燥,然后将保护橡胶组合物的树脂掩模剥离。然后,在橡胶复合体的前体的钢帘线11的长度方向的端面11a侧也配置橡胶组合物,在与实验例1-1的情况相同的条件下进行硫化,得到了橡胶复合体10。
[0232]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu、sn和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表1。(钢帘线的制造)对于在实验例1-1的钢帘线的准备中得到的钢帘线的长度方向的端面11a,与在本实验例中制造橡胶复合体的情况同样地,在进行预处理后形成了第一覆膜1121。利用sem-edx对第一覆膜1121进行分析,结果能够确认包含cu、sn。另外,第一覆膜1121的平均厚度为0.15μm。
[0233]
对所得到的钢帘线进行钢帘线的耐腐蚀性的评价,结果电流小于10ma/cm2。(实验例1-9)(橡胶复合体的制造)除了在以下条件下通过置换镀法在钢帘线11的长度方向的整个端面11a形成第一覆膜1121以外,与实验例1-1同样地制造橡胶复合体10,并进行评价。
[0234]
在本实验例中,第一覆膜1121为cu-sn合金层,以膜厚成为0.15μm的方式形成了第一覆膜1121。测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为0.15μm。
[0235]
作为第一覆膜1121的cu-sn合金层通过将钢帘线11的长度方向的端面浸渍在含有铜和锡的硫酸浴中20秒、然后进行水洗、干燥而形成。cu-sn合金层以cu和sn的含有比例以
摩尔比计为cu:sn=95:5的方式形成。
[0236]
在形成第一涂覆膜1121之后,将保护橡胶组合物的树脂掩模剥离。然后,在橡胶复合体的前体的钢帘线11的长度方向的端面11a侧也配置橡胶组合物,在与实验例1-1的情况相同的条件下进行硫化,得到了橡胶复合体10。
[0237]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu、sn和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表1。(钢帘线的制造)对于在实验例1-1的钢帘线的准备中得到的钢帘线的长度方向的端面11a,与在本实验例中制造橡胶复合体的情况同样地,在进行预处理后形成了第一覆膜1121。利用sem-edx对第一覆膜1121进行分析,结果能够确认包含cu、sn。另外,第一覆膜1121的平均厚度为0.15μm。
[0238]
对所得到的钢帘线进行钢帘线的耐腐蚀性的评价,结果电流小于10ma/cm2。(实验例1-10)(橡胶复合体的制造)在制造钢帘线时,将进行了拉丝加工的钢帘线以符合要制造的橡胶复合体的尺寸的方式在长度方向的多个部位切断,在端面不形成第一覆膜1121、线材111露出的状态下使用。除了以上方面以外,与实验例1-1的情况同样地制作了橡胶复合体。
[0239]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的侧面11b配置有第二覆盖物132,但在钢帘线11的长度方向的端面11a未形成第一覆盖物。将评价结果示于表1。(钢帘线的制造)对在实验例1-1的钢帘线的准备中得到的钢帘线进行钢帘线的耐腐蚀性的评价,结果电流为10ma/cm2。
[0240]
[表1] 初始评价湿热评价实验例1-1aa实验例1-2ab实验例1-3bb实验例1-4cc实验例1-5ab实验例1-6cc实验例1-7aa实验例1-8bb实验例1-9aa实验例1-10dd根据表1所示的结果,在实验例1-1到实验例1-9中,初始评价、湿热评价均为a到c,能够确认初始评价、湿热评价大致相同。与此相对,在实验例1-10中,初始评价、湿热评价均
为d,未形成第二覆盖物,与实验例1-1到实验例1-9相比,能够确认耐腐蚀性差。
[0241]
另外,在实验例1-1到实验例1-9中,在进行湿热评价后,将残留于端面11a的橡胶剥离,目视确认端面11a的状态,结果能够确认在为了进行湿热评价而将端面侧橡胶121剥离时残留有橡胶的部分未变色。即,还能够确认,对于形成有第一覆盖物131的部分,能够得到保护,防止腐蚀。
[0242]
与此相对,在实验例1-10中,在进行湿热评价时,在端面11a几乎未残留橡胶,未形成第一覆盖物131,因此能够确认整个端面11a变色并发生了腐蚀。
[0243]
从上述结果能够确认,通过在钢帘线的长度方向的端面设置覆膜,在制成橡胶复合体的情况下,在钢帘线的长度方向的端面形成覆盖物,耐腐蚀性提高。
[0244]
另外,对于钢帘线,即使在不制成橡胶复合体的情况下,如实验例1-1到实验例1-9所示,通过在长度方向的端面设置覆膜,也能够确认能够提高耐腐蚀性。[实验例2]按照以下的步骤制作橡胶复合体,并进行耐腐蚀性的评价。实验例2-1到实验例2-5均为实施例。(实验例2-1)在通过涂布法在橡胶复合体的前体中所含的钢帘线11的长度方向的整个端面11a形成第一覆膜1121时,以干燥后的该第一覆膜1121的厚度成为0.05μm的方式涂布作为与实验例1-1相同的涂布液的导电性铜纳米墨。需要说明的是,测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为0.05μm。
[0245]
除了以上方面以外,与实验例1-1的情况同样地制作了橡胶复合体。
[0246]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表2。
[0247]
需要说明的是,第一覆盖物131含有cu、s这一点通过利用sem-edx进行分析来确认。在以下的实验例2-2到实验例2-5、实验例3中也同样地进行分析,确定所含有的成分。(实验例2-2)在通过涂布法在橡胶复合体的前体中所含的钢帘线11的长度方向的整个端面11a形成第一覆膜1121时,以干燥后得到的该第一覆膜1121的厚度成为0.1μm的方式涂布作为与实验例1-1相同的涂布液的导电性铜纳米墨。需要说明的是,测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为0.1μm。
[0248]
除了以上方面以外,与实验例1-1的情况同样地制作了橡胶复合体。
[0249]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表2。(实验例2-3)在通过涂布法在橡胶复合体的前体中所含的钢帘线11的长度方向的整个端面11a形成第一覆膜1121时,以干燥后得到的该第一覆膜1121的厚度成为0.5μm的方式涂布作为
与实验例1-1相同的涂布液的导电性铜纳米墨。需要说明的是,测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为0.5μm。
[0250]
除了以上方面以外,与实验例1-1的情况同样地制作了橡胶复合体。
[0251]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表2。(实验例2-4)在通过涂布法在橡胶复合体的前体中所含的钢帘线11的长度方向的整个端面11a形成第一覆膜1121时,以干燥后得到的该第一覆膜1121的厚度成为1μm的方式涂布作为与实验例1-1相同的涂布液的导电性铜纳米墨。需要说明的是,测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为1μm。
[0252]
除了以上方面以外,与实验例1-1的情况同样地制作了橡胶复合体。
[0253]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表2。(实验例2-5)在通过涂布法在橡胶复合体的前体中所含的钢帘线11的长度方向的整个端面11a形成第一覆膜1121时,以干燥后得到的该第一覆膜1121的厚度成为2μm的方式涂布作为与实验例1-1相同的涂布液的导电性铜纳米墨。需要说明的是,测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为2μm。
[0254]
除了以上方面以外,与实验例1-1的情况同样地制作了橡胶复合体。
[0255]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表2。
[0256]
[表2] 评价结果实验例2-1c实验例2-2a实验例2-3a实验例2-4b实验例2-5c根据表2所示的结果,能够确认通过增加第一覆膜的厚度,耐腐蚀性具有提高的倾向。认为这是因为,通过使第一覆膜为一定厚度以上,能够形成足够厚度的覆盖物。
[0257]
其中,如实验例2-4、实验例2-5所示,当第一覆膜的厚度超过一定厚度而变厚时,能够确认显示出耐腐蚀性降低的倾向。认为这是由于与橡胶中的s(硫)的反应层形成为多孔的缘故。
[实验例3]按照以下的步骤制作橡胶复合体,进行耐腐蚀性的评价。实验例3-1到实验例3-3均为实施例。(实验例3-1)在通过涂布法在橡胶复合体的前体中所含的钢帘线11的长度方向的端面11a形成第一覆膜1121时,以干燥后得到的该第一覆膜1121的厚度成为0.15μm的方式涂布作为与实验例1-1相同的涂布液的导电性铜纳米墨。
[0258]
其中,在钢帘线11的长度方向的端面11a涂布所述涂布液时,预先将钢帘线11的长度方向的端面11a的一部分掩蔽,使所述端面中涂布了所述涂布液的区域的面积的比例为20%。需要说明的是,测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为0.15μm。
[0259]
除了以上方面以外,与实验例1-1的情况同样地制作了橡胶复合体。
[0260]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表3。(实验例3-2)在通过涂布法在橡胶复合体的前体中所含的钢帘线11的长度方向的端面11a形成第一覆膜1121时,以干燥后得到的该第一覆膜1121的厚度成为0.15μm的方式涂布作为与实验例1-1相同的涂布液的导电性铜纳米墨。
[0261]
其中,在钢帘线11的长度方向的端面11a涂布所述涂布液时,预先将钢帘线11的长度方向的端面11a的一部分掩蔽,使所述端面中涂布了所述涂布液的区域的面积的比例为60%。需要说明的是,测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为0.15μm。
[0262]
除了以上方面以外,与实验例1-1的情况同样地制作了橡胶复合体。
[0263]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘线11的长度方向的端面11a配置有包含cu和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表3。(实验例3-3)在通过涂布法在橡胶复合体的前体中所含的钢帘线11的长度方向的端面11a形成第一覆膜1121时,以干燥后得到的该第一覆膜1121的厚度成为0.15μm的方式涂布作为与实验例1-1相同的涂布液的导电性铜纳米墨。
[0264]
其中,在钢帘线11的长度方向的端面11a涂布所述涂布液时,预先将钢帘线11的长度方向的端面11a的一部分掩蔽,使所述端面中涂布了所述涂布液的区域的面积的比例为80%。需要说明的是,测定在钢帘线11的长度方向的端面11a形成的第一覆膜1121的平均厚度,结果能够确认为0.15μm。
[0265]
除了以上方面以外,与实验例1-1的情况同样地制作了橡胶复合体。
[0266]
所得到的橡胶复合体10以覆盖钢帘线11的整个表面的方式配置有橡胶12。在钢帘
线11的长度方向的端面11a配置有包含cu和s的第一覆盖物131。在钢帘线11的侧面11b配置有第二覆盖物132。钢帘线11的端面11a和侧面11b分别隔着第一覆盖物131、第二覆盖物132与橡胶12粘接。将评价结果示于表3。
[0267]
[表3] 评价结果实验例3-1c实验例3-2b实验例3-3a根据表3所示的结果,能够确认,在钢帘线的长度方向的端面内,涂布有涂布液的区域的面积的比例越高,则耐腐蚀性试验的结果越提高。在钢帘线的长度方向的端面中,通过提高涂布了涂布液的面积的比例,形成覆膜的区域占该端面的比例变高,在钢帘线的长度方向的端面中,由覆盖物覆盖的面积的比例也变高。其结果,认为能够提高耐腐蚀性。符号说明
[0268]
10
ꢀꢀꢀꢀ
橡胶复合体11
ꢀꢀꢀꢀꢀ
钢帘线11a
ꢀꢀꢀꢀ
端面11b
ꢀꢀꢀꢀ
侧面111
ꢀꢀꢀꢀ
线材112
ꢀꢀꢀꢀ
覆膜1121
ꢀꢀꢀ
第一覆膜1122
ꢀꢀꢀ
第二覆膜12
ꢀꢀꢀꢀꢀ
橡胶121
ꢀꢀꢀꢀ
端面侧橡胶13
ꢀꢀꢀꢀꢀ
覆盖物131
ꢀꢀꢀꢀ
第一覆盖物132
ꢀꢀꢀꢀ
第二覆盖物x
ꢀꢀꢀꢀꢀꢀ
x轴方向(宽度方向)y
ꢀꢀꢀꢀꢀꢀ
y轴方向(长度方向)z
ꢀꢀꢀꢀꢀꢀ
z轴方向(厚度方向)40
ꢀꢀꢀꢀꢀ
轮胎41
ꢀꢀꢀꢀꢀ
胎面部42
ꢀꢀꢀꢀꢀ
胎侧部43
ꢀꢀꢀꢀꢀ
胎圈部44
ꢀꢀꢀꢀꢀ
内衬45
ꢀꢀꢀꢀꢀ
胎体(橡胶复合体)46
ꢀꢀꢀꢀꢀ
带束层(橡胶复合体)47
ꢀꢀꢀꢀꢀ
胎圈钢丝。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。