1.本发明属于焊接设备及施工方法领域,具体涉及一种钢管桩现场施工用焊接装置及施工方法。
背景技术:
2.钢管桩根据所需尺寸在厂家加工完毕后运输到现场进行使用,为了便于运输,通常钢管桩的外壁所附加的如横拉环座等是在现场施工使用的过程中再行焊接组装的。
3.而横拉环座作为安装横梁、拉结相邻横拉环座的部件,在钢管桩打桩完毕后,通过吊机将横拉环座套装到钢管桩的预定高度上之后,先进行点焊预固定,随后由焊工登高手工完成焊接。目前有采用自动焊机进行焊接的施工工法,但是自动焊机所依赖的轨道铺设需要分段进行,每段均通过电磁铁磁吸在钢管桩外壁,完成焊缝后再拆除并在下一工位重新组装,虽然焊接质量能够较好保证,但是前期准备工作耗时较长,并且施工现场所用钢管桩存在多种直径,均需定制轨道,导致设备利用率不高。
技术实现要素:
4.本发明为了解决上述现有技术中存在的问题,本发明提供了一种钢管桩现场施工用焊接装置及施工方法,能够适配多种直径的桩体使用,有效提高设备利用率,提高施工效率,降低施工成本。
5.本发明采用的具体技术方案是:一种钢管桩现场施工用焊接装置,包括轨道及设置在轨道上的焊机移动座,所述焊机移动座具有沿轨道滑动的自由度,所述的轨道包括多个扇环状轨段拼接形成,相邻的轨段借助连接座拼接,所述连接座上还铰接设置有磁吸连接架,所述磁吸连接架在连接座上对称设置有两组,所述磁吸连接架上设置有磁吸爪,两组所述磁吸连接架的旋转轴上分别设置有同步齿轮,所述磁吸连接架以同步齿轮的啮合平面对称设置。
6.所述的连接座包括平行设置的上端板、下端板及固定连接在两者之间的支撑板,所述轨段的端部设置有贯穿的通孔,所述上端板、下端板之间插入有拼接轴,所述拼接轴穿过轨段端部的通孔并与轨段形成铰接配合。
7.所述轨段包括支撑焊机移动座的轨面以及与轨面连接的支撑环片,所述支撑环片在轨面的两侧对称设置,所述轨段的端部通孔设置在支撑环片上。
8.所述下端板上螺纹连接有与支撑环片抵接的调平螺栓。
9.所述上端板上螺纹连接有与支撑环片抵接的镇压螺栓。
10.所述连接座上的轨段端部之间预留有供轨段绕拼接轴摆动的间隙。
11.所述的焊机移动座上垂直设置有水平支撑杆,所述水平支撑杆的自由端设置有与钢管桩外侧面接触的行走轮。
12.所述水平支撑杆上设置有沿其轴向滑动的水平移动座,所述水平移动座上悬吊有竖直支撑杆,所述竖直支撑杆借助竖直移动座连接有自动焊枪,所述竖直移动座具有沿竖
直支撑杆轴向滑动的自由度。
13.一种钢管桩现场焊接的施工方法,包括如下步骤:a、拼装轨道;b、根据轨道中连接座数量在钢管桩外壁标记连接座的安装位置;c、将轨道吊装并套在钢管桩上待焊接的工位;d、人工将连接座的磁吸爪吸附到预先标记好的安装位置,完成轨道安装;e、将焊机移动座挂在轨道上开始焊接。
14.所述安装位置根据连接座数量将钢管桩周长等分,在等分点处划铅垂线段作为安装位置的标线,安装方法为将各连接座中同侧的一组磁吸连接架的磁吸爪沿划定的标线对齐并吸附,另一组磁吸连接架自然摆开并吸附,完成轨道安装。
15.本发明的有益效果是:本发明采用磁吸连接架配合磁吸爪将轨道磁吸固定到钢管桩上,借助同步齿轮使得两个磁吸连接架能够同步张开,保证连接座的连接稳定性,通过磁吸连接架的形式一方面通过张开角度的大小适配不同直径的钢管桩,另一方面将磁吸爪集中设置便于连接座的拆装和定位,缩短了施工前的准备时间,提高施工效率。
附图说明
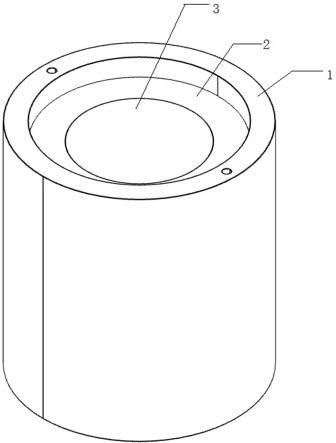
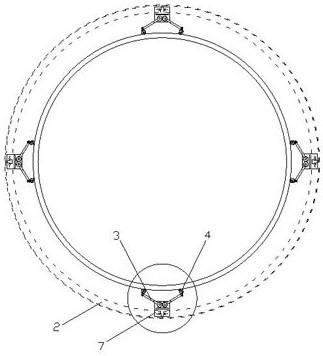
16.图1为本发明套装在钢管桩上的结构示意图;图2为图1中连接座的局部放大示意图;图3为连接座侧视方向的示意图;附图中,1、焊机移动座,2、轨段,3、磁吸连接架,4、磁吸爪,5、同步齿轮,6、上端板,7、下端板,8、支撑板,9、拼接轴,10、轨面,11、支撑环片,12、调平螺栓,13、镇压螺栓,14、水平支撑杆,15、行走轮,16、水平移动座,17、竖直支撑杆,18、竖直移动座。
具体实施方式
17.下面结合附图及具体实施例对本发明作进一步说明:具体实施例如图1所示,本发明为一种钢管桩现场施工用焊接装置,包括轨道及设置在轨道上的焊机移动座1,所述焊机移动座1具有沿轨道滑动的自由度,所述的轨道包括多个扇环状轨段2拼接形成,相邻的轨段2借助连接座拼接,所述连接座上还铰接设置有磁吸连接架3,所述磁吸连接架3在连接座上对称设置有两组,所述磁吸连接架3上设置有磁吸爪4,两组所述磁吸连接架3的旋转轴上分别设置有同步齿轮5,所述磁吸连接架3以同步齿轮5的啮合平面对称设置。
18.本发明通过连接座将轨道吸附在钢管桩上,通过焊机移动座1承载自动焊机,由于磁吸连接架3的旋转轴通过同步齿轮5保持同步,当磁吸连接架3张开角度增大后可适配较粗直径的钢管桩,反之,当张开角度减小后可适配较细直径的钢管桩,从而提高了设备的利用率,提高施工效益。磁吸连接架3上设置多个磁吸爪4以保证足够的磁吸附着力。
19.进一步的,如图3所示,所述的连接座包括平行设置的上端板6、下端板7及固定连接在两者之间的支撑板8,所述轨段2的端部设置有贯穿的通孔,所述上端板6、下端板7之间插入有拼接轴9,所述拼接轴9穿过轨段2端部的通孔并与轨段2形成铰接配合。
20.通过支撑板8焊接在上端板6与下端板7之间,提高了连接座的整体性,同时借助支撑板8起到分隔和保护作用,避免同步齿轮5受到安装轨段2时的影响,保证连接座的可靠性,设置的拼接轴9如图3所示,自上而下穿过上端板6、下端板7及轨段2,从而便于轨段2的安装,借助轨段2及挂载在拼接后轨道上的焊机移动座1的重量,使得轨道压在连接座上避免振动导致轨道弹起,保证焊接时的稳定。
21.进一步的,如图3所示,所述轨段2包括支撑焊机移动座1的轨面10以及与轨面10连接的支撑环片11,所述支撑环片11在轨面10的两侧对称设置,所述轨段2的端部通孔设置在支撑环片11上。
22.通过支撑环片11支撑竖直设置的轨面10,保证了轨面10较好的结构强度,整体轨段2采用铝合金材质,降低自重的情况下,保证了较好的刚性,进一步提升焊接稳定性。
23.进一步的,所述下端板7上螺纹连接有与支撑环片11抵接的调平螺栓12。在将连接座定位后,若出现轨段2之间存在高差的情况,通过调节调平螺栓12使得轨段2对齐,提高焊机移动座1的运行稳定性。
24.进一步的,如图3所示,所述上端板6上螺纹连接有与支撑环片11抵接的镇压螺栓13。通过镇压螺栓13压住轨段2,防止轨段2发生弹跳,保证焊机安全。
25.进一步的,所述连接座上的轨段2端部之间预留有供轨段2绕拼接轴9摆动的间隙。当焊接结束需要拆除是,通过旋松调平螺栓12与镇压螺栓13,使得轨段2能够相对拼接轴9转动,可只拆除某一连接座的一根拼接轴9,使得轨段2能够形成一段铰链,从钢管桩上取下,便于重新组装,提高了后续的施工效率。
26.进一步的,所述的焊机移动座1上垂直设置有水平支撑杆14,所述水平支撑杆14的自由端设置有与钢管桩外侧面接触的行走轮15。
27.借助设置的水平支撑杆14对钢管桩外侧壁进行支撑,防止悬吊焊机后重心不稳而发生晃动,所述行走轮15采用包覆橡胶的磁块制作,进一步提高焊机移动座1行进时的稳定性。
28.进一步的,所述水平支撑杆14上设置有沿其轴向滑动的水平移动座16,所述水平移动座16上悬吊有竖直支撑杆17,所述竖直支撑杆17借助竖直移动座18连接有自动焊枪,所述竖直移动座18具有沿竖直支撑杆17轴向滑动的自由度。
29.借助水平移动座16和竖直移动座18保证自动焊枪在水平和竖直方向上移动的自由度,有助于随行人员根据需要及时调节焊机的位置参数,便于提高焊接质量。
30.一种钢管桩现场焊接的施工方法,包括如下步骤:a、拼装轨道;b、根据轨道中连接座数量在钢管桩外壁标记连接座的安装位置;c、将轨道吊装并套在钢管桩上待焊接的工位;d、人工将连接座的磁吸爪4吸附到预先标记好的安装位置,完成轨道安装;e、将焊机移动座1挂在轨道上开始焊接。
31.所述安装位置根据连接座数量将钢管桩周长等分,在等分点处划铅垂线段作为安装位置的标线,安装方法为将各连接座中同侧的一组磁吸连接架3的磁吸爪4沿划定的标线对齐并吸附,另一组磁吸连接架3自然摆开并吸附,完成轨道安装,安装过程方便快捷,每个工人操作一个连接座,当各连接座与标线定位后,通过磁吸爪4进行固定,相比传统整圈磁
吸爪4的轨道固定方式,即保证了安装效率,也有助于提高安装精度。
32.通过连接座的设置,便于人工安装轨道,只需将有限个连接座进行整体配合安装,通过磁吸连接架3的同步开合结构,最大程度保证了轨道与钢管桩的同轴度,便于焊接的进行,在焊接过程中,为了提高焊接质量可设置多个焊机移动座1,用于多点同步焊接,也可在焊机移动座1上连接喷枪,对焊缝进行预热,提高焊接后的工程质量,并且设置多个焊机移动座1在轨道上均匀分布,有助于提高结构稳定性,防止侧偏,从而保证焊接的高效稳定进行。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。