1.本发明涉及热等静压材料成形技术领域。
背景技术:
2.在热等静压工艺中,制品的密度、尺寸和形状需依靠包套的保护以确保其符合使用要求,包套在热等静压工艺制品的成形过程中起到压力介质作用。热等静压钢包套压制品的机械性能可以达到工业级铍粉能达到的性能极限;在更高温度下压制,压制品强度稍微降低,但延展性得以改善。由于压力从各个方向施加于钢包套及其包覆的压制品中,因此需要通过钢包套传递压力并保护压制品的形状,以获得显微组织和机械性能各项同性的热等静压压坯。
3.现有技术中,钢包套端盖的常规加工方法是,用st14或a3板厚板18mm,通过气割下料,由车床加工,加工周期长,费用相对较高,而且在机加加工过程中,在车端盖的凹槽时,因为端盖坯料整体的壁厚一般为1.5mm~3mm,容易车出颤纹,在热等静压高温高压各项同等压力压制过程中,容易撕裂,造成产品报废,报废率通常在10%左右,大大降低产品的成品率。
4.若采用拉伸模具加工端盖,则需要制做凹模、凸模、压边圈等一整套模具,加工凹模和凸模的成本在2.5万元以上,而且需要在压力机上完成,其加工不方便、人力投入大、加工时间长。
技术实现要素:
5.为了克服现有技术中的缺陷,本发明第一方面提供一种内外旋转挤压成形钢包套端盖加工方法,其包括:
6.步骤s1.下料:
7.钢包套端盖的下料尺寸不小于钢包套端盖的中径加钢包套的高度,再加预留切边量,再减去旋转进给刀具的r角圆弧的半径值。
8.步骤s2.旋转挤压擀制钢包套端盖的外翻边:
9.将下胎固定在加工设备上,将端盖坯料固定在上胎与下胎之间,找正并紧固;
10.驱动动擀制旋转加工刀具运动,利用径向力和轴向力同时作用,挤压摩擦产生热量,促使端盖的外翻边成形。
11.利用旋转加工刀具旋转并轴向进给挤压所述端盖坯料,所述旋转加工刀具与所述端盖坯料之间摩擦产生热量,在所述热量和旋转加工刀具的轴向进给和横向挤压作用下,将端盖坯料的外翻边擀制为与端盖径向垂直的状态。
12.步骤s3.旋转挤压擀制内翻边:
13.将加工设备与内胎固接,并由内胎夹持已经加工好外翻边的所述端盖坯料,再将内胎和外胎紧固连接,然后利用旋转加工刀具挤压加工端盖坯料的内翻边,所述旋转加工刀具与坯料摩擦产生热量,热量和挤压的作用将端盖坯料的内翻边加工完成。
14.旋转进给刀具的r角的粗糙度小于0.8um。
15.步骤s4.精加工:
16.将热等静压加工的素胚装入所述钢包套,所述钢包套内部进行脱气处理,将所述钢包套端盖与包套筒连接,对钢包套端盖精车外圆,加工去除下料预留的切边量,保证连接缝间隙平齐、端面平齐。
17.上述加工过程中所述旋转刀头的轴线与机床主轴的轴线之间的夹角为45
°
。
18.本发明第二方面提供一种钢包套端盖的加工模具,用于旋转挤压成形钢包套端盖的加工,其具体包括:
19.用于加工钢包套端盖的外翻边的上胎和下胎;
20.用于加工钢包套端盖的内翻边的内胎和外胎;
21.所述下胎包括直径不同的第一圆柱和第二圆柱,且两个圆柱为一体结构;第一圆柱的直径小于第二圆柱的直径;所述下胎的的纵剖面为凸台形;
22.所述第一圆柱用于与加工设备配合,并由加工设备带动所述下胎旋转。所述下胎的第二圆柱的外端面与所述上胎之间夹装端盖坯料,所述第二圆柱的外端面包括圆角。
23.所述上胎包括第三圆柱和第四圆柱,所述第三圆柱与所述下胎的第二圆柱之间夹持所述端盖坯料;所述第三圆柱的直径大于所述第四圆柱的直径,且第三圆柱和第四圆柱为一体结构;所述第四圆柱的中心点与加工机具的顶点配合,以便上胎与下胎夹紧所述端盖坯料,便于旋转加工。
24.所述上胎与所述端盖坯料接触的端面边缘包括倒角。
25.所述内胎内外侧端面均为阶梯形圆环结构,所述内侧端面的阶梯形圆环与所述外胎之间夹持所述端盖坯料的半成品;内侧端面的阶梯形圆环台阶分界面包括轴向的凹槽,用于嵌入所述端盖坯料半成品的外边缘,所述凹槽的深度不小于所述端盖坯料半成品的外边缘的高度。
26.所述内胎的阶梯形圆环的内径与所述端盖坯料内翻边的直径相同。
27.所述内胎的阶梯形圆环包括圆角。
28.所述外胎的外侧端面为平面圆环形,所述外胎的内侧端面为阶梯形圆环。
29.所述外胎内侧的阶梯形圆环的阶梯高度等于所述内胎内侧阶梯形圆环高度与端盖坯料厚度的差值。
30.本发明第三方面提供一种旋转加工刀具,用于内外旋转挤压成形钢包套端盖的擀制加工,所述旋转刀具包括主轴,该主轴末端通过轴承连接旋转刀头。
31.旋转加工刀具与工件接触部位具有光滑的圆弧面,旋转加工刀具锥面起擀制让刀。
32.所述钢包套端盖的圆角、内胎的圆角、外胎的圆角的半径为:r=kr t;
33.其中:k为系数,弯曲为垂直时,k=1.1;
34.r为各部件对应的坯料的最小弯曲半径;
35.t为各部件对应的坯料的厚度;
36.所述旋转刀头包括圆环部,该圆环部末端连接径向外廓为半圆弧的圆柱;所述圆环部嵌装于所述轴承外部;所述半圆弧的粗糙度不大于0.8um。
37.本发明所述技术方案的优点是:
38.1.胎具和旋转加工工具制作成本低,加工工期短。
39.2.包套端盖的加工方法简单易行,便于操作。
40.3.包套端盖与包套焊接,粉末的热等静压近净成形通过使用专门的包套,被包覆粉末材料以屏蔽气体进入粉末内部,以保证其气密性,充当模具角色实现近净型,以达到控制最终零件形状的目的,经热等静压成形使用后,性能符合使用要求。
附图说明
41.图1为本发明所述旋转加工刀具的一优选实施例的结构示意图;
42.图2为本发明所述加工模具的下胎结构示意图;
43.图3为本发明所述加工模具的上胎结构示意图;
44.图4为本发明所述加工模具的内胎结构示意图;
45.图5为本发明所述加工模具的外胎结构示意图;
46.图6为本发明所述钢包套端盖的加工方法的外翻边的加工方法示意图;
47.图7为本发明所述钢包套端盖的加工方法的内翻边的加工方法示意图;
48.图8为本发明所述钢包套端盖成品的轴向结构剖面图。
具体实施方式
49.以下结合附图对本发明的具体实施方式作出详细说明。
50.实施例1.一种内外旋转挤压成形钢包套端盖的加工方法,其选用钢包套端盖的材料为08al、st14或a3,上述材料具有良好的冷态深冲性能,经验证满足热等静压用钢包套的要求;端盖加工前,先设计、制作胎具和旋转加工刀具,利用旋转挤压进行钢包套端盖的加工作业;
51.旋转加工刀具与工件接触部位为光滑圆弧面,为了旋转摩擦接触顺畅,保证擀制面的粗糙度,刀具锥面起擀制让刀。
52.步骤1.下料:
53.钢包套端盖的下料尺寸为:
54.钢包套端盖的中径加钢包套的高度,再加预留切边量,再减去旋转进给刀具的r角圆弧的半径值。
55.步骤2.旋转挤压擀制钢包套端盖的外翻边:
56.如图6所示,将下胎固定在三爪卡盘5上,将端盖坯料利用车床尾座顶紧在上胎3与下胎1之间,用百分表找正并紧固;
57.通过车床卡盘旋转工件作为主运动,带动擀制旋转加工刀具4从运动,利用径向力和轴向力同时作用,挤压摩擦产生热量,完成端盖的粗加工。
58.利用旋转加工刀具进行挤压加工,所述旋转加工刀具与所述端盖坯料2之间摩擦产生热量,在所述热量和旋转加工刀具的纵向进给和横向挤压作用下,将坯料的外翻边擀制为与端盖垂直的状态。
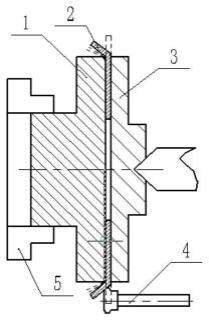
59.步骤3.旋转挤压擀制内翻边:
60.如图7所示,用机床四爪12焊接内胎11的四个分离瓣,通过联动的四爪卡盘12夹持端盖坯料,内胎11的四个分离瓣同步夹紧,夹紧力可调,要求夹紧过程中坯料不变形,用螺
栓将内胎和外胎13进行紧固,利用旋转加工刀具14进行挤压加工,刀具与半成品坯料15摩擦产生热量,热量和挤压的作用将坯料的内翻边加工完成。
61.旋转进给刀具的r角的粗糙度要小于0.8um,以保证工件表面划伤小。
62.步骤4.精加工:
63.热等静压的素胚装入包套,包套内部进行脱气处理,包套端盖与包套筒焊接,为保证焊缝间隙从而确保焊接质量,因此对钢包套端盖精车外圆,加工去除下料预留的切边量,保证焊缝间隙、端面平齐。
64.上述加工过程中所述旋转刀头的轴线与机床主轴的轴线之间的夹角为45
°
。
65.实施例2.内外旋转挤压成形钢包套端盖的加工模具,其包括:
66.相互配合的上胎3和下胎1,用于加工钢包套端盖的外翻边;
67.相互配合的内胎11和外胎13,用于加工钢包套端盖的内翻边;
68.所述下胎1包括直径不同的第一圆柱和第二圆柱,且两个圆柱为一体结构;第一圆柱的直径小于第二圆柱的直径;所述下胎的的纵剖面为凸台形,如图3、图4及图7所示;所述第一圆柱用于与机床的三爪卡盘配合,进而由三爪卡盘带动所述下胎旋转。
69.所述下胎1的第二圆柱的外端面与所述上胎之间夹装端盖坯料,所述第二圆柱的外端面包括圆角,为保证端盖坯料正常擀制弯曲,并在热等静压成形的净近形,该圆角的半径越小越好,一般取值为r=2.2mm~2.5mm;旋转加工刀具的关键点是与工件接触部位的坯料具有光滑的圆弧面,为保证旋转摩擦接触顺畅,保证端盖擀制面的粗糙度,旋转加工刀具锥面起擀制让刀。
70.所述外胎13的圆角、内胎11的圆角、端盖外边缘和内边缘弯曲后的圆角的半径为:r=kr t;
71.其中:k为系数,弯曲为垂直状态时,k=1.1;
72.r为各部件所对应的坯料的最小弯曲半径;
73.t为各部件所对应的坯料的厚度;
74.本实施例中包套端盖的坯料板厚t=2mm,r=0.3mm,k=1.1,则钢包套端盖圆角为r2.4mm;旋转加工工具关键点是与工件接触部位的坯料具有光滑的圆弧面,为了旋转摩擦接触顺畅,保证端盖擀制面的粗糙度,刀具锥面起擀制让刀。
75.如图4及图7所示所述上胎3包括第三圆柱和第四圆柱,所述第三圆柱与所述下胎1的第二圆柱之间夹持所述端盖坯料2;所述第三圆柱的直径大于所述第四圆柱的直径,且第三圆柱和第四圆柱为一体结构;所述第四圆柱的中心点与加工机具的顶点配合,以便上胎与下胎夹紧所述端盖坯料,便于旋转加工。
76.所述上胎3与所述端盖坯料2接触的端面边缘包括倒角,该倒角为3*45
°
。
77.如图5及图8所示所述内胎11内外侧端面均为阶梯形圆环结构,所述内侧端面的阶梯形圆环与所述外胎13之间夹持所述端盖坯料的半成品15;内侧端面的阶梯形圆环台阶分界面包括轴向的凹槽,用于嵌入所述端盖坯料半成品15的外边缘,所述凹槽的深度与所述端盖坯料半成品的外边缘的高度相同,在其他实施例中,所述凹槽的深度不小于所述端盖坯料半成品的外边缘的高度。
78.所述内胎11的阶梯形圆环的内径与所述端盖坯料内翻边的直径相同。
79.所述内胎11的阶梯形圆环包括圆角,该圆角为r2.2~r2.3。
80.如图6及图8所示,所述外胎13的外侧端面为平面圆环形,所述外胎13的内侧端面为阶梯形圆环。
81.所述外胎13内侧的阶梯形圆环的阶梯高度等于所述内胎11内侧阶梯形圆环高度与端盖坯料厚度的差值。
82.实施例3.一种旋转加工刀具,用于实施例1中所涉及的内外旋转挤压成形钢包套端盖的擀制加工,如图1所示,所述旋转刀具包括主轴,该主轴末端通过轴承连接旋转刀头。
83.所述旋转刀头包括圆环部,该圆环部末端连接径向外廓为半圆弧的圆柱。
84.所述圆环部末端与所述圆柱一体连接。
85.所述圆环部嵌装于所述轴承外部。
86.所述半圆弧的半径为r5~r7。
87.本实施例中,所述圆柱的半圆弧的粗糙度为0.8um。
88.以上实施方式仅用以说明本发明实施例的技术方案而非限制,尽管参照以上较佳实施方式对本发明实施例进行了详细说明,本领域的普通技术人员应当理解,可以对本发明实施例的技术方案进行修改或等同替换都不应脱离本发明实施例的技术方案的精神和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。