1.本公开大体上涉及一种衬套,并且更具体地,涉及一种具有磨损构件的用于机器的履带组件的衬套。
背景技术:
2.履带型机器通常利用在机器的推进期间接合地表面的在机器的每一侧上的履带链。多个单独的连杆经由衬套和销布置可枢转地联接以形成履带链。由机器的发动机驱动的链轮接合衬套,并且使链围绕一个或多个惰轮平移。随着链平移,连接的连杆例如经由联接的履带板接合机器下方的地表面,并且在表面上推进机器。履带链可为具有交替的内连杆和外连杆的直线链,或者可为所有连杆都相同的偏置连杆链。在两种类型的履带链中,元件随着时间推移而磨损,特别是连续地与链轮接合以便推进机器的衬套。履带链的硬化元件可增加履带链元件的耐久性和耐磨性,但也可增加脆性或以其它方式不利地影响履带链元件的特性。因而,在制造和组装履带板链时,耐磨性和强度以及生产和维护的成本通常是重要考虑因素。
3.在授予wodrick等人的美国专利号8,684,475(
“’
475专利”)中公开了示例性履带链。’475专利公开了一种用于环形牵引链的履带销衬套。’475专利中的履带销衬套可具有冶金结合的耐磨涂层。尽管’475专利的衬套可能适合于一些应用,但其可能不适合于其它应用。
4.本公开的衬套可解决上述问题中的一个或多个和/或本领域中的其它问题。然而,本公开的范围由所附权利要求限定,而不是由解决任何特定问题的能力限定。
技术实现要素:
5.在一方面,一种用于履带组件的衬套可包括具有纵向长度和外表面的管状衬套基底。外表面可包括至少一个平坦部分。衬套还可包括至少一个白口铁构件。至少一个白口铁构件可包括平坦内表面,并且至少一个白口铁构件的平坦内表面可固定到管状衬套基底的外表面的平坦部分。
6.在另一方面,一种生产用于履带组件的衬套的方法可包括将至少一个白口铁构件固定到管状衬套基底的外表面。至少一个白口铁构件可包括平坦内部部分,并且管状衬套基底可包括平坦外部部分。平坦内部部分可配合到平坦外部部分。
7.在又一方面,一种履带组件衬套可包括管状衬套基底,所述管状衬套基底具有纵向长度、构造成接收销的轴向开孔,以及凹部。凹部可形成在管状衬套基底的中心部分的外表面中,并且凹部可包括平坦表面。履带组件衬套还可包括磨损构件。磨损构件可包括平坦内表面。磨损构件可至少部分地接收在凹部中,并且平坦内表面可固定到凹部的平坦表面。
附图说明
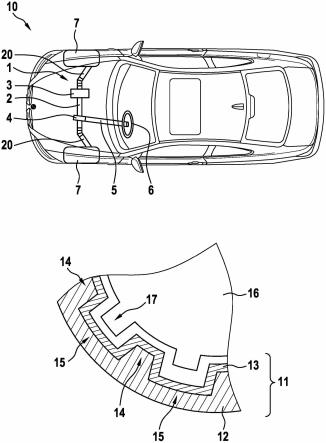
8.图1是示例性机器的透视图,其中示例性机器的放大区段示出了履带组件的链轮
和衬套的接合。
9.图2a是用于履带组件的示例性衬套的透视图。
10.图2b是图2a的衬套的纵截面视图。
11.图2c是图2a的衬套的横截面视图。
12.图3示出了用于履带组件的另一示例性衬套的横截面视图。
13.图4a示出了使用保持固定装置以使用钎焊方法生产图2a的衬套。
14.图4b示出了使用另一保持固定装置以使用钎焊方法生产图2a的衬套。
15.图5是示出了使用图4a和4b中所示的保持固定装置中的一个或多个将弧段钎焊到管状衬套基底的方法的流程图。
具体实施方式
16.前面的一般描述和下面的详细描述都仅是示例性和说明性的,并且不限制所要求保护的特征。如本文所用,术语“包括(comprise)”、“包括(comprising)”、“具有(having)”、“包括(including)”或其其它变型旨在涵盖非排他性包括,使得包括元素列表的过程、方法、制品或设备不仅仅包括那些元素,而且可包括未明确列出或此类过程、方法、制品或设备固有的其它元素。在本公开中,相对术语,例如,如,“约”、“基本上”和“大约”用于指示所述值的
±
10%的可能变化。
17.图1示出了根据本公开的带有履带组件12的机器10。机器10可以是履带式拖拉机或在行业(例如,采矿、建筑、农业、运输,或本领域已知的任何其它行业)内执行某种类型的操作的任何移动机器,例如,推土机、挖掘机、装载机、反铲、自动平地机或任何其它土方机器。在一方面,机器10可为中型履带式拖拉机。然而,在其它方面,机器10可为小型履带式拖拉机或大型履带式拖拉机。也可称为履带连杆组件的履带组件12可联接到机器10的底盘组件14,并且由机器发动机或其它动力源(未示出)经由至少一个驱动齿轮或链轮16驱动。单独的履带组件12可联接到机器10的每一侧,其中每个履带组件12形成单独的环形环。多个履带板18可联接到履带组件12的外表面,以便辅助地表面的接合。
18.履带组件12可为包括多个结构上相似的连杆子组件的链,每个连杆子组件可包括一对连杆。一对连杆可包括连杆22和相应配对的连杆(在作为侧视图的图1的放大部分中未示出),相应配对的连杆与连杆22平行且相对间隔开。连杆22和其相应配对的连杆可为直连杆或偏置连杆,并且各自包括在相应相对端处的孔口(例如,第一端孔口和第二端孔口)。
19.连续的连杆子组件可由销28和衬套100联接。例如,为了将第一连杆子组件与连续的第二连杆子组件联接,销28可固定地接收在第一连杆子组件的连杆的第一端孔口中,并且衬套100可固定地接收在第二连杆组件的连杆的第二端孔口中。因而,销28和衬套100将两个连杆子组件20联接在一起以形成履带组件12的一部分。
20.每个销28可为基本上圆柱形的杆,并且可大小设定成滑动配合穿过衬套100。每个衬套100可为大致圆柱形的,其中圆柱形通道作为开孔114(图2a-2c)纵向延伸通过衬套100。开孔114可具有恒定的直径以可旋转地接收销28。
21.每个衬套100可包括围绕和/或覆盖衬套100的中心部分的一部分的一个或多个磨损构件或外部构件120。当履带组件12由链轮16驱动时,一个或多个外部构件120可充当接合链轮16的接触表面。下面结合图2a-2c和其它附图描述衬套100和一个或多个外部构件
120的附加方面。
22.图2a是根据本公开的方面的衬套100的透视图。图2b是衬套100的纵截面视图,对应于图2a中标记的截面2b-2b。图2c是衬套100的横截面视图,示出了对应于图2a和2b中标记的截面2c-2c的区段。如这些图中所示,衬套100可包括具有纵向长度和外表面112的管状衬套基底110。衬套100还可包括固定到管状衬套基底110的外表面112的一个或多个外部构件120。
23.外部构件120可为耐磨的。当衬套100用于履带组件12中时,在衬套100接合链轮16时,外部构件120可用作耐磨层,从而提供具有增强的耐磨性的衬套100。通常,外部构件120可为至少一个构件或包括至少一个构件,其中此类构件可为至少部分圆柱形构件(例如,圆形外表面)或弧段。在一些实施例中,外部构件120可包括固定到外表面112的至少一个弧段(例如,单个弧段或多个弧段)。在一些实施例中,如图2c中所示,外部构件120可包括弯曲外表面130和平坦内表面132。另外,外表面112可包括一个或多个平坦外表面134(图2c)。因此,如图2c中所示,外部构件120的平坦内表面132可在界面136处联接到平坦外表面134。如下文详细论述的,界面136可包括一个或多个联接机构,例如,钎焊材料。
24.管状衬套基底110可具有第一端部分111、中心部分113和第二端部分115。另外,管状衬套基底110包括用以接收履带销(例如,上文参照图1论述的销28)的开孔114。开孔114可具有恒定直径,使得销28可在履带组件12由链轮16驱动时在开孔114内旋转。
25.凹部126可形成在管状衬套基底110的外表面112中。例如,如图2a-2c中所示,凹部126可形成在外表面112的对应于管状衬套基底110的中心部分113的部分中。凹部126可为横穿中心部分113的整个圆周或中心部分113的圆周的一个或多个部分的周向凹部。例如,如图2b中所示,中心部分113的形成凹部126的部分可在第一端部分111和第二端部分115径向内。外部构件120可至少部分地设置在凹部126中。在这方面,凹部126可包括和/或形成平坦外表面134,所述平坦外表面可联接到平坦内表面132以形成界面136。因此,管状衬套基底110的厚度(例如中心部分113的厚度)可围绕圆周变化。中心部分113(例如,平坦外表面134与开孔114之间)的厚度在最薄部分处可为大约10mm,或大约7mm,或大约4mm,并且可变宽到大约12至25mm,例如大约15至18mm。
26.尽管图2a-2c中示出了两个凹部126,但本公开不限于此。在其它实例中,管状衬套基底110的其上设置有一个或多个外部构件120(例如,中心部分113上的平坦外表面134)的部分可与管状衬套基底110的其它部分(例如,端部分111和115)齐平,或相对于这些其它部分呈阶梯状(例如,径向突出),而不是如图2a-2c中所示的凹入。
27.另外,如图2b和2c中所示,一个或多个凹部126可仅跨越中心部分113的圆周的一部分。例如,管状衬套基底110可包括两个凹部126,并且凹部126可形成平坦外部部分134。另外,凹部126可更接近管状衬套基底110的一侧(例如,衬套100的接合链轮16的一侧,或图2c中的管状衬套基底110的底部)间隔开。在此方面,凹部126可跨越管状衬套基底110的外圆周的大约45至120度,例如大约60至90度。在一方面,并且如图2b中所示,一个或多个凹部126可跨越中心部分113的纵向长度。在另一方面,尽管未示出,但一个或多个凹部126可仅跨越中心部分113的纵向长度的一部分。例如,一个或多个凹部126可跨越中心部分113的一个或多个部分,使得一个或多个外部构件120可定位在管状衬套基底110上以与链轮16接触和接合。
28.衬套100可为刻面衬套,并且管状衬套基底110可包括多个侧、面和/或圆形部分。例如,凹部126可由管状衬套基底110的非凹入部分分开。在这方面,如图2c中所示,第一部分140和第二部分142可使管状衬套基底110的相应侧上的凹部126分开。第一部分140可比第二部分142跨越外圆周的更大部分,并且大于凹部126。在一方面,第二部分142可跨越与凹部126大致相同的外圆周。例如,第二部分142可跨越管状衬套基底110的外圆周的大约30到60度,例如45度。第一部分140可跨越管状衬套基底110的外圆周的大约120到240度,例如大约180度。第一部分140和第二部分142可各自为圆形的或基本上圆形的。尽管从凹部126到第一部分140和第二部分142的过渡在图2c中示出为基本上陡峭的而形成点,但本公开并不限于此,因为所述过渡可为逐渐的、圆形的等。
29.外部构件120可包括固定到管状衬套基底110的外表面112的第一弧段122和第二弧段124。如图2c中所示,弧段122、124可沿着围绕管状衬套基底110的周向方向(例如在凹部126内)连续排列。尽管未示出,但还设想了,多个弧段可沿着管状衬套基底110的纵向长度排列。
30.弧段122、124具有弯曲外表面130和平坦内表面132。因此,弧段122、124的厚度基于沿着弧段122、124的弧的位置而改变(例如,沿着围绕管状衬套基底110的周向方向逐渐增大或减小),但弧段122、124的厚度可沿着管状衬套基底110的纵向长度恒定。在一个实例中,弧段122、124的边缘可为大约1至3mm,并且弧构件122、124的中心部分可为大约5至15mm,例如大约8mm。另外,在一些方面,弧段的边缘可比1mm薄,并且可基本上消除凹部126与第一部分140和第二部分142之间的间隙和/或过渡(例如,形成圆形衬套100的平滑过渡)。
31.弧段122、124可各自具有一定厚度,使得弧段122、124中的每一个的一部分在径向方向上从凹部126突出。例如,弧段122、124可径向延伸超出中心部分113。然而,弧段122、124也可以与中心部分113的外表面齐平,例如径向延伸以与第一部分140和第二部分142齐平。凹部126的深度可取决于外部构件120的厚度,该厚度又可取决于形成外部构件120的材料。衬套100(包括外部构件120)的总外径可取决于衬套100的应用(例如,履带组件12、机器10等的类型和/或大小)。
32.如图2a-2c中所示,外部构件120可在小于管状衬套基底110的整个圆周上方延伸。例如,如果在履带组件12中使用衬套100,则外部构件120可覆盖衬套100的接合链轮16的一个或多个部分。在此布置中,外部构件120不一定需要覆盖衬套100的不接触链轮16的部分。例如,管状衬套基底110的中心部分113的被外部构件120暴露(未覆盖)的一部分可背离链轮16(当链轮16接合时)并且面向履带板18,所述履带板附接到管状衬套100所固定至的连杆子组件。
33.此外,外部构件120可延伸小于管状衬套基底110的整个纵向长度。例如,如图2a和2b中所示,外部构件120可覆盖形成在中心部分113中的凹部126的一部分,而不覆盖端部分111和115。然而,外部构件120也有可以在管状衬套基底110的整个纵向长度上方延伸。
34.如图2c中所示,弧段122、124包括弯曲外表面130和平坦内表面132。如所提及的,每个平坦内表面132可联接到(例如,凹部126的)平坦外表面134以形成界面136。弧段122、124可跨越大部分凹部126(如图2c中所示),例如,凹部126的大约90%,或者弧段122、124可跨越整个凹部126。此外,弧段122、124可分别跨越角度a和b。角度a和b可各自跨越管状衬套
a532 ni-硬铸铁)。白口铁也可称为耐磨铸铁。虽然已给出白口铁的实例,但本公开不限于此,并且应理解,白口铁构件可由任何合适的硬磨损面白口铁形成。
39.管状衬套基底110、210可由任何合适类型的钢形成。管状衬套基底110、210可由任何形成工艺形成。在一方面,管状衬套基底110、210可在挤出工艺中形成,例如以产生多个管状衬套基底110、210,所述多个管状衬套基底然后可被切割或以其它方式分开以形成单个管状衬套基底110、210。在一些实施例中,管状套筒基底110、210可由高碳铬钢形成。高碳铬钢涵盖碳含量为0.55重量%或更高的含铬钢,如52100合金钢。形成管状衬套基底110、210的钢可为热处理的钢(例如,使用感应加热或炉加热)或非热处理的钢。热处理工艺的实例包括渗碳和表面硬化。例如,对管状衬套基底110、210的一个或多个部分进行渗碳可产生高碳钢。在一些实施例中,除了将高碳铬钢用于管状衬套基底110、210之外或作为其备选方案,可在设置有外部构件120、220的位置处对管状衬套基底110、210的外表面进行渗碳。例如,可对凹部126、226内的外表面的部分(形成平坦外表面134的其部分)进行渗碳。应注意,前述渗碳步骤可在将外部构件120、220钎焊或以其它方式联接到管状衬套基底110、210之前和/或之后执行。备选地,管状衬套基底110、210的一个或多个部分可通过感应硬化来硬化。
40.通常,外部构件120、220的各部分可具有任何合适的形状、大小和/或表面纹理。例如,弧段可为小弧、大弧、按钮形、圆形、平滑或粗糙的。一个弧段在管状衬套基底110的圆周上的覆盖区域可为非矩形的(例如,可为圆形、菱形等)。构成外部构件120、220的弧段可具有不同形状、不同大小和/或表面纹理的任何合适组合,以在管状衬套基底110上形成拼接物。
41.外部构件120、220的弧段可通过任何合适的固定方法(例如,焊合、焊接、粘结或一种或多种其它联接机制)固定到管状衬套基底110、210的外表面。在一些实施例中,并且如本文中所论述的,外部构件120、220的各段例如通过使填料金属(例如,铝-硅、铜(例如,铜粉)、铜-银、铜-锌(黄铜)、铜-锡(青铜)、金-银、镍合金(例如,wall colmonoy的nicrobraz 152)、银、使用镍、铁、铜、硅、硼、磷的无定形钎焊箔,和/或其它材料中的一者或多者)融化和/或在外部构件120、220与管状衬套基底110、210之间(例如,通过毛细管作用)流动而钎焊到管状衬套基底110、210的外表面。在这方面,外部构件120、220的各段经由固化的钎焊填料固定到管状衬套基底110、210。固化的钎焊填料可称为钎焊接头。
42.图4a和4b示出了保持固定装置,其可用于例如通过将多个段(例如,弧段122、124)钎焊到管状衬套基底110的中心部分113(图2a和2b)来帮助生产衬套100。尽管下文论述了弧段122、124,但图4a和4b的各方面可实施为将弧段222-232钎焊并且连结到管状衬套基底210并且形成衬套200。
43.如图4a中所示,可使用保持器400执行钎焊方法。保持器400可具有保持表面405,所述保持表面设计成在钎焊到管状衬套基底110时将外部构件120(例如,弧段122、124)保持在适当位置。此外,钎焊填料415可位于弧段122、124与管状衬套基底110之间。钎焊填料415可呈薄片或箔(例如,纯铜、铜基合金、纯镍、镍基合金或铜基合金与镍基合金的混合物)的形式,其可位于弧段122、124和管状衬套基底110的界面之间。附加地或备选地,钎焊膏425可定位和/或施加在弧段122、124和管状衬套基底110的界面之间和/或周围。例如,钎焊膏425可作为焊珠围绕弧段122、124的周边施加。钎焊膏425可包括粉末(例如,纯铜、铜基合
金、纯镍、镍基合金,或铜基合金和镍基合金的共混物)和粘结剂材料(例如,水基凝胶悬浮液剂)。粘结剂材料可在加热时(例如,在炉中通过钎焊程序)烧尽。钎焊程序可用钎焊填料415、用钎焊膏425或用钎焊填料415和钎焊膏425两者执行。
44.如图4a中所示,保持器400的保持表面405可具有凹形轮廓,当弧段122、124配合到管状衬套基底110时,所述凹形轮廓基本上匹配弧段122、124的外部轮廓。保持器400的大小和/或形状可设定成接收衬套100的一部分并且跨越衬套100的大约180度。在一些实施例中,保持器400可为支架或管,并且保持表面405可为支架的凹表面或管的内表面。然而,应注意,本公开不限于此,并且保持器400大体上可为适合在钎焊期间将前述部件保持在适当位置的任何设备。例如,保持器400可为一条或多条线。另外,保持器400可为共同提供保持表面405的多个部件。
45.图4b示出了附加或备选保持固定装置,其可用于例如通过将一个或多个外部构件(例如,弧段122)钎焊到管状衬套基底110的中心部分113来帮助产生衬套100。如图所示,钎焊程序可包括一个或多个软管夹435。软管夹435可围绕中心部分113和弧段122定位,并且被上紧以帮助将弧段122紧固到中心部分113。因而,软管夹435的保持表面(未示出)可接触中心部分113和弧段122的外表面。然后,弧段122可例如经由钎焊填料(未示出)、钎焊膏425等钎焊或以其它方式联接到管状衬套基底110。尽管仅示出了一个弧段122,但应注意,软管夹435可围绕多个弧段122定位,并且帮助将多个弧段紧固到管状衬套基底110。此外,即使示出了两个软管夹435,一个、三个或更多个软管夹435也可用于帮助将一个或多个弧段122、124紧固到管状衬套基底110的中心部分113。另外,尽管未示出,但一个或多个软管夹435可用于帮助将弧段122联接到管状衬套基底110以形成衬套100,如图4b中所示,并且具有软管夹435的衬套100也可位于保持固定装置400中,如图4a中所示。
46.图5是示出了使用如图4a和/或图4b中所示的保持固定装置400和/或软管夹435将弧段钎焊到管状衬套基底的方法的流程图。步骤502可包括组装包括管状基底(例如,管状衬套基底110)、钎焊材料(例如,钎焊填料415和/或钎焊膏425)和至少一个弧段(例如,弧段122、124)的钎焊组件。在钎焊组件中,弧段122、124可配合到管状衬套基底110,其中钎焊填料415介于管状衬套基底110与弧段122、124之间。钎焊填料415可最初呈箔的形式,所述箔围绕管状衬套基底110的外表面112的将被弧段122、124覆盖的至少一部分定位。附加地或备选地,钎焊膏425可围绕弧段122、124的边缘施加。
47.步骤504可包括例如使用保持器400和/或软管夹435将钎焊组件保持在一起。在步骤504中,例如,保持器400的保持表面405可放置在弧段122、124上,如图4a中所示,以帮助将弧段122、124保持在适当位置。备选地或另外,如图4b中所示,一个或多个软管夹435可围绕弧段122、124和管状衬套基底110定位和上紧,以帮助将弧段122、124保持在适当位置。
48.接下来,步骤506可包括加热钎焊材料(例如,钎焊填料415和/或钎焊膏425),使得钎焊材料熔化。在这方面,钎焊填料415可熔化和/或在管状衬套基底110与弧段122、124之间流动。此外,加热可使钎焊膏425熔化和/或在管状衬套基底110与弧段122、124之间流动。加热还可有助于去除(即,烧掉)在钎焊膏425中的填充材料。钎焊可在炉(例如真空炉)中执行。可在使用保持器400和/或软管夹435将钎焊组件保持在一起的同时执行加热。例如,如图4a中所示,衬套100可水平地定位,并且在炉中加热以熔化钎焊材料。备选地,如图4b中所示,衬套100可竖直定位,并且在炉中加热以熔化钎焊材料。
49.然后,步骤508可包括固化钎焊材料,例如,钎焊填料415和/或钎焊膏425。在步骤508中,可冷却并固化钎焊材料,使得弧段122、124经由固化的钎焊材料连结到管状衬套基底110。在一方面,衬套100可从炉中取出并且淬火。整个钎焊组件可在步骤506中加热,并且在步骤508中冷却。尽管未示出,但在弧段122、124彼此邻接或围绕管状衬套基底110周向地紧密定位的情况下,固化的钎焊填料415和/或固化的钎焊膏425还可例如通过部分或完全流入相邻弧段之间的间隙(即,图3中的间隙250)并且填充所述间隙来使相邻弧段彼此连结。
50.尽管已经描述了使用钎焊的实施例,但还可以使用其它合适形式的附接将外部构件120(及其任何组成构件,例如弧段122、124)附接到管状衬套基底110。例如,其它形式的附接可包括焊合(例如,高强度焊合)、机械压配合、焊接(例如,等离子转移弧(pta)焊接)和/或经由环氧树脂和/或其它粘合剂的附接。也就是说,构成外部构件120的多个弧段可焊合、机械地压配合(例如,利用形成开口以接收外部构件120的一个或多个凹部126)、焊接或粘附到管状衬套基底110。应注意,各种形式的附接不预期是相互排斥的,并且可彼此组合使用。此外,一个或多个弧段122、124可包括多于一个平坦内表面,例如,具有形成v形内表面的两个平坦表面的内表面。一个或多个弧段122、124还可包括三个或更多个平坦内表面。此外,管状衬套基底110可包括对应于一个或多个弧段122、124的内表面的一个或多个外表面。例如,如果弧段122包括v形内表面,则管状衬套基底可包括v形外表面。如上文所论述的,管状衬套基底110和一个或多个弧段122、124可联接。
51.工业适用性
52.履带组件12的所公开的方面可用于包括履带式底盘的任何机器中,所述履带式底盘包括联接在一起以形成一个或多个履带的连杆。本文中描述的履带组件12可提供更大的耐磨性、更长的工作持续时间、提高的性能、降低的变形风险以及需要维护或更换的更低的可能性。另外,可修改衬套100的大小和厚度、弧段的数量和位置,以及本文中论述的其它方面以适应不同的履带组件12和/或机器10。
53.当衬套100、200用于履带组件12中时,包括外部构件120、220的衬套100、200的所公开的方面可为衬套100、200的接触链轮16的部分提供耐磨性。因此,履带衬套磨损寿命可增加,从而降低车队的底盘维护成本。
54.如上文所述,外部构件120、220可由白口铁制成,其提供耐磨性。外部构件120、220的白口铁材料可与下面的管状衬套基底110、210的材料不同。因此,外部构件120、220可用作赋予衬套100、200耐磨性的专用耐磨层,同时避免使整个衬套由相同耐磨材料构成的潜在费用。此外,衬套100、200可由较薄材料形成,其中外部构件120、220有助于增加耐磨性。管状衬套基底110、210可另外具有耐磨特性,例如,如上文所述的高碳铬钢组合物或渗碳层。因此,如果外部构件120、220变得磨损,则衬套100、200仍可以一定程度的耐磨性起作用。
55.此外,外部构件120、220(例如,弧段122、124中的每一个等)经由界面136、236联接到管状衬套基底110、210,其中界面136、236处的每个表面包括平坦面。在这方面,例如,具有平坦外表面134的钎焊平坦内表面132可有助于允许钎焊材料(例如,钎焊填料415和/或钎焊膏425)在管状衬套基底110与外部构件120之间流动。平坦的界面136、236还可有助于增加外部构件120与管状衬套基底110之间的联接的接触面积和/或强度。而且,平坦的界面
136、236可有助于使不良粘结、分离等的风险最小化,因为(例如,外部构件120与管状衬套基底110之间的)热膨胀差异和/或其它材料特性影响接触面积、界面136、236和/或钎焊材料的风险可能降低。
56.如上文所述,外部构件120、220可由诸如弧段122、124等的多个较小构件组装而成。因此,在生产多个白口铁弧段比连续的单件白口铁套筒或磨损元件更具成本效益的情况下,可潜在地便于衬套100、200的生产。此外,在某些实施例中,构成外部构件120、220的弧段可覆盖小于管状衬套基底110、210的整个圆周,由此与覆盖整个圆周的套筒或磨损元件相比,潜在地允许降低外部构件120、220的成本。
57.如上文所述,外部构件120、220可设置在形成在管状衬套基底110的外表面112中的一个或多个凹部126中。凹部126可提供关于包括外部构件120的衬套100的整体外径的设计灵活性。例如,如果形成外部构件120的弧段的厚度被约束到有限范围的厚度,则仍可基于凹部126的深度来设定衬套100的总外径。此外,管状衬套基底110、210可由挤出钢形成,并且切割成单个管状衬套基底110、210,这可减少和/或改进生产时间。
58.如上文所述,保持器400和/或软管夹435可用于将外部构件120、220的弧段(例如,122、124等)钎焊到管状衬套基底110、210。因此,保持器400和/或软管夹435可便于生产具有固定到管状衬套基底110、210的多段外部构件120、220的衬套100、200。
59.在不偏离本公开的范围的情况下,可对所公开的系统进行各种修改和更改,这对本领域技术人员是显而易见的。考虑到本文公开的用于履带组件的衬套的说明和实践,系统的其它实施例对本领域技术人员是显而易见的。说明书和示例旨在仅被认为是示例性的,本公开的真实范围由下文的权利要求书及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。