1.本发明涉及舵片零位调试技术领域,具体涉及一种舵片零位调试工装及调试方法。
背景技术:
2.常规气动布局的导弹普遍采用可动舵片实施机动控制,多个舵片通过舵轴安装在导弹舱体上,多个舵机也安装在舱体上,每个舵机输出轴与对应的舵轴连接传动。舵片相对于舱体的零位直接影响到导弹控制效果和精度,需要在舱段装配过程中控制舵片的零位精度。
3.常规的方法是提高舱体与舵轴、舱体与舵机、舵轴与舵机、舵轴与舵片等安装结构的尺寸和形位公差,提高相应接口精度,在舵机交付前调试后确定舵机输出轴的零位,舱段总装时直接将舵机、舵轴安装在舱体上,舵片直接安装在舵轴上。为了提高舵片零位精度或降低相关结构件的加工精度,有的轴系结构设计上去掉舵轴,直接将舵片与舵机输出轴连接;有的轴系结构设计上直接将舵片、舵轴设计成一体结构,再与舵机输出轴连接。但是通过提高舵轴系相关结构精度的方法增加了加工难度和加工成本,不利于产品批量生产,且无法避免舱段总装时相关结构存在的安装误差。
技术实现要素:
4.有鉴于此,本发明提供了一种舵片零位调试工装及调试方法,该调试工装结构简单,利用两个相邻舵片的开放空间,通过一次安装定位,实现了相邻两个舵片的零位同步调试,再通过旋转工装实现其它舵片的零位调试,灵活方便,适用于单一舵片调试、相邻两个舵片调试、全部舵片调试等多种场合,能够快速有效地对全部舵片零位进行调试。
5.本发明采用以下具体技术方案:
6.本发明提供了一种舵片零位调试工装,所述工装的截面为扇环形,具有沿其径向设置的内表面和外表面、沿其轴向的前端面和后端面、以及沿其周向的内侧面和外侧面;
7.所述内表面和所述外表面为同心设置的圆弧面;所述内表面的半径与舱体的外圆面半径相等;
8.所述前端面和所述后端面平行设置且垂直于所述舱体的中心轴线;
9.所述内侧面和所述外侧面均为阶梯面且对称设置;所述内侧面包括沿径向从内向外依次相连的第一侧面、第二侧面以及第三侧面,所述第一侧面、所述第二侧面以及所述第三侧面均平行于所述内表面的中心轴线,所述第一侧面与所述第三侧面平行且均沿径向延伸,所述第二侧面与所述第一侧面和所述第三侧面均垂直,所述第一侧面与舵轴之间留有周向间隙,所述第二侧面与所述舵轴之间留有径向间隙,所述第三侧面与舵片之间留有周向间隙。
10.更进一步地,所述内侧面的第一侧面与所述外侧面的第一侧面之间的第一夹角、所述内侧面的第三侧面与所述外侧面的第三侧面之间的第二夹角、以及两个相邻舵片之间
的第三夹角均相等。
11.更进一步地,所述第一夹角为90
°
。
12.更进一步地,所述前端面和所述后端面之间的距离为l3,舵片的长度为l6,l3<l6;
13.所述外侧面的第一侧面和与其相邻的舵轴的中心轴线的距离为l1,舵轴的直径为l4,舵轴沿舱体的外圆面切线方向的安装误差为l7,l1、l4和l7满足下式:
14.l1>l4/2且l1=l4/2 l7;
15.所述外侧面的所述第三侧面和与其相邻的舵轴的中心轴线的距离为l2,舵片的厚度为l5,l2>l5/2;
16.舵片安装在舱体后零位角度精度允许误差为θ;
17.l2、l5、l3以及θ满足下式:
18.l2=l5/2 (l3/2)
·
arctanθ。
19.另外,本发明还提供了一种采用上述舵片零位调试工装的舵片零位调试方法,该调试方法包括以下步骤:
20.第一步骤,将完成装配的舱体固定,使舱体外圆面的中心轴线水平,转动舵片至零位附近;
21.第二步骤,在相邻的第一舵片和第二舵片之间放置舵片零位调试工装,工装的前端面和后端面均布于舵轴的两侧,使工装的内表面与舱体的外圆面贴合:
22.当工装的内表面与舱体的外圆面紧密贴合时,此时,第一舵片和第二舵片的零位调试完成;
23.当工装的内表面与舱体的外圆面未靠紧、两个第三侧面已分别与第一舵片和第二舵片接触且为线接触时,保持工装不动,转动第一舵片,使第一舵片与对应的第三侧面的接触线在第一舵片上靠近舵轴,如远离舵轴则反向转动第一舵片,转动第二舵片,使第二舵片与对应的第三侧面的接触线在第二舵片上靠近舵轴,如远离舵轴,则反向转动第二舵片,直到使工装的内表面与舱体的外圆面靠紧,此时第一舵片和第二舵片的零位调试完成;
24.第三步骤,将工装绕舱体外圆面的中心轴线旋转90
°
,在第一舵片或第二舵片与相邻的第三舵片之间放置工装,使工装的内表面与舱体的外圆面贴合:
25.当工装的内表面与舱体的外圆面靠紧,此时第三舵片的零位调试完成;
26.当工装的内表面与舱体的外圆面未靠紧、且两个第三侧面已分别与两个舵片线接触时,保持工装不动,转动第三舵片,使第三舵片与一个第三侧面的接触线在第三舵片上靠近舵轴,如远离舵轴,则反向转动第三舵片,直到使工装的内表面与舱体的外圆面靠紧,此时第三舵片零位调试完成;
27.第四步骤,重复第三步骤,完成第四舵片的零位调试。
28.有益效果:
29.(1)本发明的舵片零位调试工装采用扇环形截面,具有沿其径向设置的内表面和外表面、沿其轴向的前端面和后端面、以及沿其周向的内侧面和外侧面;内表面为圆弧面,并使内表面的半径与舱体的外圆面半径相等,便于内表面与舱体的外周面形状配合进行定位;内侧面和外侧面均为阶梯面且对称设置,内侧面包括沿径向从内向外依次相连的第一侧面、第二侧面以及第三侧面,第一侧面与第三侧面平行且均沿径向延伸,第二侧面与第一
侧面和第三侧面均垂直,通过第一侧面与舵轴的外周面进行配合,通过第二侧面与舵轴的外端面进行配合,并通过第三侧面对舵片进行调试;
30.上述工装利用舱体的外圆面与工装的内表面形状配合进行接触定位,利用两个相邻舵轴分别与工装的两个第一侧面配合,实现工装在舱体上的精确定位,在舵轴与工装的第一侧面间留有间隙,充分考虑了舵轴在舱体上的安装误差,保证在舱体上可以精确安装定位;
31.上述工装利用两个相邻舵片分别与工装的两个第三侧面配合,实现舵片的零位调试,且在舵片与工装的第三侧面间留有间隙,充分考虑了舵片在舱体上安装后要满足的零位误差范围,在保证舵片零位精度的同时,也降低了舵片零位的调试难度,提高了调试效率;
32.因此,上述工装利用两个相邻舵片的开放空间,通过一次安装定位,就实现了相邻两个舵片的零位同步调试,再通过旋转工装可以实现其它舵片的零位调试,结构简单,调试方法简单实用,能够快速有效地对舵片零位进行调试。
33.(2)当内侧面的第一侧面与外侧面的第一侧面之间的第一夹角、内侧面的第三侧面与外侧面的第三侧面之间的第二夹角、以及两个相邻舵片之间的第三夹角均相同,因此,工装的内表面恰好与两个舵片之间的舵体的外圆面贴合,通过工装可以适配设置任意数量舵片的舵体,从而实现对舵片的零位调节;当第一夹角、第二夹角以及第三夹角均为90
°
时,舵体设置有四个舵片,该工装的弧长为舵体外圆面周长的四分之一,恰好适用于四个舵片的零位调试。
34.(3)采用本发明的舵片零位调试方法可以在舱体装配后再对舵片零位进行调试,适用于多种场合,可根据需求对两个相邻舵片进行同步调整,也可以在一个舵片零位正确的前提下单独对其相邻的一个舵片进行单独调试,降低了舵轴系相关结构设计和加工精度,避免了舱段总装时相关结构存在的安装误差,提高了舵片零位精度,大大降低了加工难度和加工成本,调试灵活方便。
附图说明
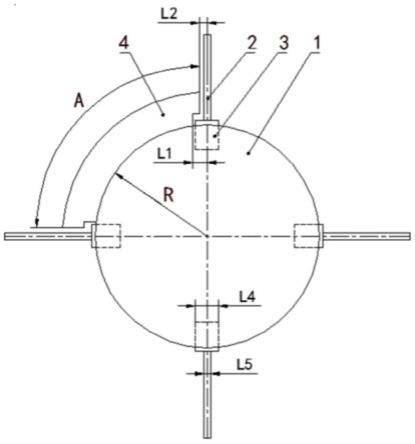
35.图1为本发明舵片零位调试工装的截面结构示意图;
36.图2为采用本发明舵片零位调试工装调试前两个舵片时的结构示意图;
37.图3为图2的左侧视图;
38.图4为采用本发明舵片零位调试工装调试第三个舵片时的结构示意图;
39.图5为采用本发明舵片零位调试工装调试第四个舵片时的结构示意图。
40.其中,1-舱体,2-舵片,3-舵轴,4-舵片零位调试工装,5-内表面,6-外表面,7-前端面,8-内侧面,9-外侧面,10-第一侧面,11-第二侧面,12-第三侧面
具体实施方式
41.下面结合附图并举实施例,对本发明进行详细描述。
42.本实施例提供了一种舵片零位调试工装4,如图1结构所示,工装的截面为扇环形,具有沿其径向设置的内表面5和外表面6、沿其轴向的前端面7和后端面、以及沿其周向的内侧面8和外侧面9;内表面5和外表面6为同心设置的圆弧面;内表面5的半径与舱体1的外圆
面半径r相等;前端面7和后端面平行设置且垂直于舱体1的中心轴线;内侧面8和外侧面9均为阶梯面且对称设置;内侧面8包括沿径向从内向外依次相连的第一侧面10、第二侧面11以及第三侧面12,第一侧面10、第二侧面11以及第三侧面12均平行于内表面5的中心轴线,第一侧面10与第三侧面12平行且均沿径向延伸,第二侧面11与第一侧面10和第三侧面12均垂直,第一侧面10与舵轴3之间留有周向间隙,第二侧面11与舵轴3之间留有径向间隙,第三侧面12与舵片2之间留有周向间隙;
43.如图3结构所示,前端面7和后端面之间的距离为l3,舵片2的长度为l6,l3<l6;
44.如图2结构所示,外侧面9的第一侧面10和与其相邻的舵轴3的中心轴线的距离为l1,舵轴3的直径为l4,舵轴3沿舱体1的外圆面切线方向的安装误差为l7,l1、l4和l7满足下式:l1>l4/2且l1=l4/2 l7;
45.如图2结构所示,外侧面9的第三侧面12和与其相邻的舵轴3的中心轴线的距离为l2,舵片2的厚度为l5,l2>l5/2;
46.舵片2安装在舱体1后零位角度精度允许误差为θ;
47.l2、l5、l3以及θ满足下式:
48.l2=l5/2 (l3/2)
·
arctanθ。
49.采用上述舵片零位调试工装4对舵片2进行调试时,舵片2零位调试方法包括以下步骤:
50.第一步骤,将完成装配的舱体1固定,使舱体1外圆面的中心轴线水平,转动舵片2至零位附近;
51.第二步骤,如图2和图3结构所示,在相邻的第一舵片2和第二舵片2之间放置舵片零位调试工装4,工装的前端面7和后端面均布于舵轴3的两侧,使工装的内表面5与舱体1的外圆面贴合:
52.当工装的内表面5与舱体1的外圆面紧密贴合时,此时,第一舵片2和第二舵片2的零位调试完成;
53.当工装的内表面5与舱体1的外圆面未靠紧、两个第三侧面12已分别与第一舵片2和第二舵片2接触且为线接触时,保持工装不动,转动第一舵片2,使第一舵片2与对应的第三侧面12的接触线在第一舵片2上靠近舵轴3,如远离舵轴3则反向转动第一舵片2,转动第二舵片2,使第二舵片2与对应的第三侧面12的接触线在第二舵片2上靠近舵轴3,如远离舵轴3,则反向转动第二舵片2,直到使工装的内表面5与舱体1的外圆面靠紧,此时第一舵片2和第二舵片2的零位调试完成;
54.第三步骤,如图4结构所示,将工装绕舱体1外圆面的中心轴线旋转90
°
,在第一舵片2或第二舵片2与相邻的第三舵片2之间放置工装,使工装的内表面5与舱体1的外圆面贴合:
55.当工装的内表面5与舱体1的外圆面靠紧,此时第三舵片2的零位调试完成;
56.当工装的内表面5与舱体1的外圆面未靠紧、且两个第三侧面12已分别与两个舵片2线接触时,保持工装不动,转动第三舵片2,使第三舵片2与一个第三侧面12的接触线在第三舵片2上靠近舵轴3,如远离舵轴3,则反向转动第三舵片2,直到使工装的内表面5与舱体1的外圆面靠紧,此时第三舵片2零位调试完成;
57.第四步骤,如图5结构所示,重复第三步骤,完成第四舵片2的零位调试。
58.由于舵片零位调试工装4采用扇环形截面,具有沿其径向设置的内表面5和外表面6、沿其轴向的前端面7和后端面、以及沿其周向的内侧面8和外侧面9;内表面5为圆弧面,并使内表面5的半径与舱体1的外圆面半径相等,便于内表面5与舱体1的外周面形状配合进行定位;内侧面8和外侧面9均为阶梯面且对称设置,内侧面8包括沿径向从内向外依次相连的第一侧面10、第二侧面11以及第三侧面12,第一侧面10与第三侧面12平行且均沿径向延伸,第二侧面11与第一侧面10和第三侧面12均垂直,通过第一侧面10与舵轴3的外周面进行配合,通过第二侧面11与舵轴3的外端面进行配合,并通过第三侧面12对舵片2进行调试;
59.上述工装利用舱体1的外圆面与工装的内表面5形状配合进行接触定位,利用两个相邻舵轴3分别与工装的两个第一侧面10配合,实现工装在舱体1上的精确定位,在舵轴3与工装的第一侧面10间留有间隙,充分考虑了舵轴3在舱体1上的安装误差,保证在舱体1上可以精确安装定位;
60.上述工装利用两个相邻舵片2分别与工装的两个第三侧面12配合,实现舵片2的零位调试,且在舵片2与工装的第三侧面12间留有间隙,充分考虑了舵片2在舱体1上安装后要满足的零位误差范围,在保证舵片2零位精度的同时,也降低了舵片2零位的调试难度,提高了调试效率;
61.因此,上述工装利用两个相邻舵片2的开放空间,通过一次安装定位,就实现了相邻两个舵片2的零位同步调试,再通过旋转工装可以实现其它舵片2的零位调试,结构简单,调试方法简单实用,能够快速有效地对舵片2零位进行调试。
62.采用上述舵片2零位调试方法可以在舱体1装配后再对舵片2零位进行调试,适用于多种场合,可根据需求对两个相邻舵片2进行同步调整,也可以在一个舵片2零位正确的前提下单独对其相邻的一个舵片2进行单独调试,降低了舵轴3系相关结构设计和加工精度,避免了舱段总装时相关结构存在的安装误差,提高了舵片2零位精度,大大降低了加工难度和加工成本,调试灵活方便。
63.上述工装适用于设置有两个或多个舵片2的情况,如图2结构所示,内侧面8的第一侧面10与外侧面9的第一侧面10之间的第一夹角、内侧面8的第三侧面12与外侧面9的第三侧面12之间的第二夹角a、以及两个相邻舵片2之间的第三夹角均相等;第一夹角为90
°
。当第一夹角为90
°
时,舱体1的外周面被四个舵片2分隔为4部分,工装对应的圆心角恰好为90
°
;当舵体的外周面安装有6个舵片2时,则两个舵片2之间的夹角为60
°
,此时,工装的内侧面8和外侧面9形成的圆心角也为60
°
,以此类推,当设置有n个舵片2时,则工装的内侧面8和外侧面9形成的圆心角就为360
°
/n,因此,上述工装适用于具有两个或多个舵片2的情况,均可以对舵片2的零位进行调试,并且工装的结构简单,调节方便。
64.当内侧面8的第一侧面10与外侧面9的第一侧面10之间的第一夹角、内侧面8的第三侧面12与外侧面9的第三侧面12之间的第二夹角a、以及两个相邻舵片2之间的第三夹角均相同,因此,工装的内表面5恰好与两个舵片2之间的舵体的外圆面贴合,通过工装可以适配设置任意数量舵片2的舵体,从而实现对舵片2的零位调节;当第一夹角、第二夹角以及第三夹角均为90
°
时,舵体设置有四个舵片2,该工装的弧长为舵体外圆面周长的四分之一,恰好适用于四个舵片2的零位调试。
65.上述舵片零位调试工装4和方法适用于单个舵片2零位调试、相邻两个舵片2零位同步调试、以及全部舵片2调试等多种场合。
66.综上所述,以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。