1.本实用新型涉及热压复合技术,尤其涉及一种热压复合设备。
背景技术:
2.传统制作电子标签使用pp膜作为绝缘膜层,并使用聚氨酯热封胶进行复合,即将一层铝箔涂上聚氨酯胶水,压合在pp膜上,收卷后再将另一层铝箔涂上聚氨酯胶水复合在另一面。
3.因此,目前这种传统制作电子标签的方法中,使用凹版印刷机涂布溶剂型胶水进行复合,每次复合单面,因需要烘干,所以烘道较长,且需要使用rto回收挥发的溶剂成分,不仅耗能高,溶剂的挥发残留还会造成环保问题。
技术实现要素:
4.本实用新型的目的是提供一种热压复合设备,解决了传统pp膜作为绝缘膜层、并使用聚氨酯热封胶进行复合形成电子标签的制作方法所存在的缺陷,本实用新型可实现pe作为绝缘膜层的热压复合工艺,环保不产生voc且相对耗能低。
5.为实现上述目的,本实用新型的技术方案是:
6.一种热压复合设备,其特征在于:它包括用于输送第一铝箔层的第一铝箔层放卷装置、用于输送pe膜的pe膜放卷装置、用于输送第二铝箔层的第二铝箔层放卷装置、热压辊、由气缸控制向热压辊移动的压合辊和收卷装置。
7.所述的热压复合设备,其特征在于:该热压辊与收卷装置之间设有由水冷气缸和水冷却辊构成的水冷装置以对复合后的材料进行冷却。
8.所述的热压复合设备,其特征在于:该第一铝箔层为厚铝箔,在厚铝箔通过第一铝箔层放卷装置向热压辊输送的路径上具有预热烘罩。
9.所述的热压复合设备,其特征在于:在第一铝箔层通过第一铝箔层放卷装置、pe膜通过pe膜放卷装置和第二铝箔层通过第二铝箔层放卷装置向热压辊输送的路径上还分别具有张力调节装置。
10.本实用新型的优点在于:
11.1、与目前使用凹版印刷机涂布溶剂型胶水进行复合,每次复合单面,因需要烘干,所以烘道较长,且需要使用rto回收挥发的溶剂成分,不仅耗能高,溶剂的挥发残留还会造成环保问题。本实用新型使用热压复合工艺只需要1到2组电磁加热辊,环保不产生voc且相对耗能低。
12.2、本实用新型设备所实施的热压复合工艺则是使用pe作为绝缘层,加热熔化的pe将两层铝箔复合在一起,等冷却至常温后,复合牢度与目前的使用复合胶水的复合牢度相当,甚至要强度更高。
附图说明
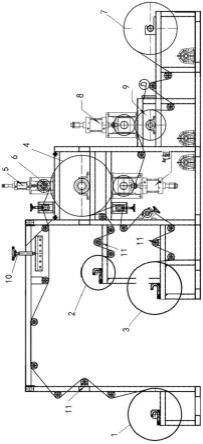
13.图1是本实用新型热压复合设备的结构示意图。
具体实施方式
14.下面结合附图对本实用新型做进一步说明。附图仅用于示例性说明,不能理解为对本专利的限制。
15.为了更简洁的说明本实施例,附图或说明中某些本领域技术人员公知的、但与本创造的主要内容不相关的零部件会有所省略。另外为便于表述,附图中某些零部件会有省略、放大或缩小,但并不代表实际产品的尺寸或全部结构。
16.本实用新型公开了一种热压复合工艺,它采用混有热粘性粒子的pe作为绝缘膜层,在该绝缘膜层两侧分别通过热压复合方式结合铝箔层。
17.本实用新型中,该混有热粘性粒子的pe中混有tpu或eva。
18.作为优选方式,该混有热粘性粒子的pe采用m pe,该m pe(茂金属改性pe)可以选择nf528(三井化学)材料。
19.与现有没有粘性的pp材料作为绝缘膜层相比,本实用新型中混有热粘性粒子的pe在加热后本身就具有粘性,可以直接在其两面复合铝箔材料等导电材料。因此,避免了在绝缘膜层正、反两面涂覆聚氨酯热封胶的操作过程,其操作更加简化,且避免了聚氨酯热封胶所带来的环境问题。
20.以本实用新型中所采用的m pe绝缘膜层为例,与传统pp绝缘膜层的材料对比情况如下表:
[0021] pppe熔点165-175℃120-135℃介电常数2.0-2.52.2-2.4耐酸性良好良好
[0022]
因此,可以得出如下结论:
[0023]
a)pe和pp材料介电常数相当,pe可以替代pp作为rf标签绝缘膜的良好替代。
[0024]
b)pe相比pp材料更加柔软,在蚀刻工艺中产生破洞的风险更低(生产工艺更稳定)。
[0025]
c)pe软化点低,解码过程中可以使用更低的解码温度,更方便操作。
[0026]
在确定了本实用新型热压复合工艺的优点后,本实用新型进一步公开了实现该工艺的具体方式,请参阅图1,它是用于实施如上所述的热压复合工艺的热压复合设备。如图所示:它包括第一铝箔层放卷装置1、pe膜放卷装置2、第二铝箔层放卷装置3、热压辊4、由气缸5控制向热压辊4移动的压合辊6和收卷装置7。
[0027]
该第一铝箔层、pe膜和第二铝箔层分别由第一铝箔层放卷装置1、pe膜放卷装置2、第二铝箔层放卷装置3引向该热压辊4(如:电油加热辊)并形成三者依次叠合的待压合结构;
[0028]
该待压合结构继续由热压辊4牵引输送并输送到热压辊4与压合辊6之间的位置,在输送过程中第一铝箔层、pe膜和第二铝箔层均在热压辊4上进行120-200℃预热;
[0029]
该气缸5控制压合辊6向输送有待压合结构的热压辊4移动直至将第一铝箔层、pe
膜和第二铝箔层复合在一起,其热压复合的温度就是120-200℃;
[0030]
复合后的材料再通过收卷装置7进行收卷。
[0031]
本实用新型装置中,该热压辊4与收卷装置7之间设有由水冷气缸8和水冷却辊9构成的水冷装置以对复合后的材料进行冷却。该水冷却辊9采用18℃冷却水。
[0032]
在具体制作电子标签的实施过程中,该第一铝箔层为厚铝箔50um,第二铝箔层的厚度为10um,pe绝缘膜层的厚度为15um,因此,为了在热压过程中保持三层的热压温度大致相似,在厚铝箔向热压辊4输送的路径上具有预热烘罩10,预加热的温度为80-100℃。
[0033]
作为优选结构,在第一铝箔层、pe膜和第二铝箔层向热压辊4输送的路径上还分别具有张力调节装置11。
[0034]
本实用新型还进一步公开了上述热压复合工艺在电子标签制造中的应用,采用该工艺形成电子标签的绝缘膜层和位于绝缘膜层正、反两面上的铝箔导电层。
[0035]
其中:在绝缘膜层正、反两面上的导电层上加工形成电路;该电路是经网纹辊印刷出需要的电路结构,经过蚀刻形成电路,或者铝箔复合前经模切工序后进行热压复合,直接形成电路。
[0036]
另外,该正面铝箔导电层上覆有面材,该反面铝箔导电层上涂覆热熔胶。
[0037]
综上所述仅为本实用新型的较佳实施例而已,并非用来限定本实用新型的实施范围。即凡依本实用新型申请专利范围的内容所作的等效变化与修饰,都应为本实用新型的技术范畴。
技术特征:
1.一种热压复合设备,其特征在于:它包括用于输送第一铝箔层的第一铝箔层放卷装置(1)、用于输送pe膜的pe膜放卷装置(2)、用于输送第二铝箔层的第二铝箔层放卷装置(3)、热压辊(4)、由气缸(5)控制向热压辊(4)移动的压合辊(6)和收卷装置(7)。2.根据权利要求1所述的热压复合设备,其特征在于:该热压辊(4)与收卷装置(7)之间设有由水冷气缸(8)和水冷却辊(9)构成的水冷装置以对复合后的材料进行冷却。3.根据权利要求1所述的热压复合设备,其特征在于:该第一铝箔层为厚铝箔,在厚铝箔通过第一铝箔层放卷装置(1)向热压辊(4)输送的路径上具有预热烘罩(10)。4.根据权利要求1或2或3所述的热压复合设备,其特征在于:在第一铝箔层通过第一铝箔层放卷装置(1)、pe膜通过pe膜放卷装置(2)和第二铝箔层通过第二铝箔层放卷装置(3)向热压辊(4)输送的路径上还分别具有张力调节装置(11)。
技术总结
本实用新型涉及一种热压复合设备。它包括用于输送第一铝箔层的第一铝箔层放卷装置、用于输送PE膜的PE膜放卷装置、用于输送第二铝箔层的第二铝箔层放卷装置、热压辊、由气缸控制向热压辊移动的压合辊和收卷装置。本实用新型可实现PE作为绝缘膜层的热压复合工艺,环保不产生VOC且相对耗能低。产生VOC且相对耗能低。产生VOC且相对耗能低。
技术研发人员:涂湃 曹根桐 钱良
受保护的技术使用者:齐克庞德电子(江苏)有限公司
技术研发日:2022.07.01
技术公布日:2022/10/25
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。