技术特征:
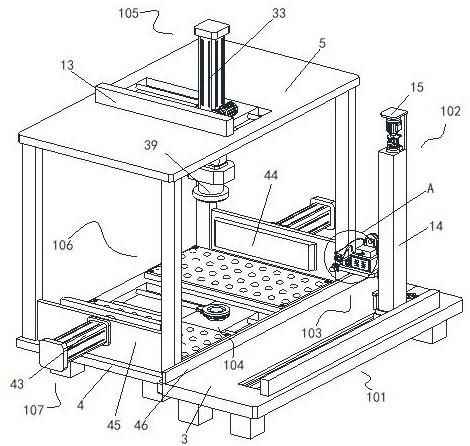
1.货箱快速自动焊接装备,包括自动化焊接机本体,所述自动化焊接机本体包括主控制部(1)和焊接部(2),其特征在于,还包括:焊接承载架(3),所述焊接承载架(3)的一侧通过多个连接螺栓可拆卸安装有货箱承载架(4),所述货箱承载架(4)上固定安装有货板承载架(5),所述货板承载架(5)、货箱承载架(4)和焊接承载架(3)上均开设有驱动通孔,三个所述驱动通孔上均设有横向驱动机构(101);纵向驱动机构(102),所述纵向驱动机构设在位于焊接承载架(3)上的所述横向驱动机构(101)上,所述纵向驱动机构(102)的一侧固定安装有焊接板(6),所述自动化焊接机本体安装在所述焊接板(6)上;焊接精确调节监控机构(103),所述焊接精确调节监控机构(103)安装在所述焊接板(6)的一侧,并且所述焊接部(2)设在焊接精确调节监控机构(103)上;箱底稳定调节机构(104),所述箱底稳定调节机构(104)设在位于货箱承载架(4)上的所述横向驱动机构(101)上;箱板稳定调节机构(105),所述箱板稳定调节机构(105)设在位于货板承载架(5)上的所述横向驱动机构(101)上;位于所述货箱承载架(4)上的两组辅助上料组件(106),两组所述辅助上料组件(106)分别位于货箱承载架(4)上的所述驱动通孔的两侧;位于所述货板承载架(5)上的两组定位组件(107),两组所述定位组件(107)分别位于货板承载架(5)的两侧,并与两组所述辅助上料组件(106)相对应。2.根据权利要求1所述的货箱快速自动焊接装备,其特征在于,所述横向驱动机构(101)包括两个滑杆一(7)、承载滑板一(8)、驱动电机一(9)、精密减速机一(10)、驱动齿轮(11)、驱动齿板(12)和用于防护驱动齿轮(11)和齿板的防护箱(13);两个所述滑杆一(7)均固定安装在所述驱动通孔的内部,所述承载滑板一(8)滑动安装在两个滑杆一(7)上,且承载滑板一(8)的两侧还滑动安装在所述驱动通孔的内部,所述驱动电机一(9)和所述精密减速机一(10)均安装在所述承载滑板一(8)上,所述驱动电机一(9)的输出端与精密减速机一(10)的输入端之间固定安装,所述驱动齿轮(11)固定安装在所述精密减速机一(10)的输出端上,所述货板承载架(5)、货箱承载架(4)和焊接承载架(3)上均安装有所述驱动齿板(12)和所述防护箱(13),所述驱动齿板(12)与驱动齿轮(11)之间相互啮合,并且位于所述防护箱(13)的内部,所述防护箱(13)的一侧开设有用于精密减速机一(10)输出端移动的长通孔。3.根据权利要求2所述的货箱快速自动焊接装备,其特征在于,所述纵向驱动机构(102)包括纵向驱动架(14)、承载座(15)、驱动电机二(16)、精密减速机二(17)、滚珠丝杠组、两个滑杆二(18)和承载滑板二(19);所述纵向驱动架(14)固定安装在位于焊接承载架(3)上的所述承载滑板一(8)上,两个所述滑杆二(18)均固定安装在纵向驱动架(14)的内部,所述承载滑板二(19)滑动安装在两个滑杆二(18)上,并且滑动安装在纵向驱动架(14)上,所述承载座(15)固定安装在所述纵向驱动架(14)的顶端,所述驱动电机二(16)和精密减速机二(17)均安装在承载座(15)的一侧,所述驱动电机二(16)的输出端与精密减速机二(17)的输入端之间固定安装,所述精密减速机二(17)的输出端贯穿至纵向驱动架(14)的内部,所述滚珠丝杠组包括丝杠杆(20)和
运动部(21),所述运动部(21)与承载滑板二(19)之间固定安装,所述丝杠杆(20)的一端与精密减速机二(17)的输出端之间固定安装,另一端与纵向驱动架(14)之间转动安装,所述焊接板(6)安装在所述承载滑板二(19)的一侧。4.根据权利要求3所述的货箱快速自动焊接装备,其特征在于,所述焊接精确调节监控机构(103)包括调节电机(22)、调节电动缸(23)、调节板(24)、调节架(25)、和监控摄像头(26);所述焊接板(6)的另一侧开设有调节凹槽,所述调节板(24)通过调节杆转动安装在所述调节凹槽的内部,所述调节电机(22)安装在所述焊接板(6)的一侧,并且调节电机(22)的输出端与调节杆的一端之间固定安装,所述调节电动缸(23)安装在所述调节板(24)的一侧,并且调节电动缸(23)的输出端穿过调节板(24)并与调节架(25)之间固定安装,所述焊接部(2)安装在所述调节架(25)的上部,所述监控摄像头(26)安装在所述调节架(25)的下部,并与焊接部(2)的焊接端相对应,所述调节架(25)上安装有用于防护监控摄像头(26)的透明防护罩(27)。5.根据权利要求4所述的货箱快速自动焊接装备,其特征在于,所述箱底稳定调节机构(104)包括调节转盘(28)、稳定电机(29)、调节齿轮一(30)、调节齿轮二(31)和强力电磁吸盘一(32);所述调节转盘(28)转动安装在位于货箱承载架(4)上的所述承载滑板一(8)的顶端,所述调节齿轮二(31)固定安装在所述调节转盘(28)的外表面上,所述调节转盘(28)的内部开设有电磁通孔,所述强力电磁吸盘一(32)安装在该承载滑板一(8)上,并且强力电磁吸盘一(32)的吸盘端位于电磁通孔的内部,所述稳定电机(29)安装在该承载滑板一(8)的底端,稳定电机(29)的输出端贯穿至该承载滑板一(8)的上方,并与调节齿轮一(30)之间固定安装,所述调节齿轮一(30)与调节齿轮二(31)之间相互啮合。6.根据权利要求5所述的货箱快速自动焊接装备,其特征在于,所述箱板稳定调节机构(105)包括取料电动缸(33)、角调电动缸(34)、角调架(35)、角调块(36)、角调齿轮(37)、角调齿板(38)、角调凹型板和强力电磁吸盘二(39);所述取料电动缸(33)安装位于货板承载架(5)上的所述承载滑板一(8)的顶端,所述取料电动缸(33)的输出端穿过所在的承载滑板一(8),并与角调架(35)之间固定安装,所述角调架(35)的内部开设有用于定位和限制角调块(36)的角调凹槽,所述角调块(36)通过角调杆转动安装在所述角调凹槽的内部,所述强力电磁吸盘二(39)固定安装在所述角调块(36)上,所述角调杆的一端穿过角调架(35),并与角调齿轮(37)之间固定安装,所述角调凹型板固定安装在所述角调架(35)上,所述角调电动缸(34)安装在所述角调凹型板的一侧,角调电动缸(34)的输出端延伸至角调凹型板的内部,并与角调齿板(38)之间固定安装,所述角调齿板(38)的另一端贯穿至角调凹型板的另一侧,并部分与角调凹型板之间滑动安装,所述角调齿板(38)与所述角调齿轮(37)之间相互啮合。7.根据权利要求6所述的货箱快速自动焊接装备,其特征在于,所述辅助上料组件(106)包括辅助座(40)、滚珠限位板(41)和多个辅助滚珠(42);所述辅助座(40)固定安装在所述货箱承载架(4)上,并且辅助座(40)上开设有多个与辅助滚珠(42)相适配的滚珠凹槽,多个所述辅助滚珠(42)分别设置在多个所述滚珠凹槽的内部,所述滚珠限位板(41)上开设有多个用于限制辅助滚珠(42)位置的滚珠通孔,所述滚
珠限位板(41)通过多个限位螺栓可拆卸安装在所述辅助座(40)上,多个所述辅助滚珠(42)的部分均穿过与之对应的滚珠通孔至滚珠限位板(41)的上部,并且均转动设置在滚珠凹槽和滚珠通孔的内部。8.根据权利要求7所述的货箱快速自动焊接装备,其特征在于,所述定位组件(107)包括定位电动缸(43)、定位板(44)和定位承载板(45);所述定位承载板(45)安装在所述货板承载架(5)上,所述定位电动缸(43)安装在所述定位承载板(45)的一侧,定位电动缸(43)的输出端贯穿至所在定位承载板(45)的另一侧,并与定位板(44)之间固定安装。9.根据权利要求8所述的货箱快速自动焊接装备,其特征在于,所述焊接承载板上固定安装有用于限制货箱位置的货箱限位板(46),所述货箱限位板(46)位于所述货箱承载架(4)的一侧。
技术总结
本发明涉及自动焊接技术领域,具体涉及货箱快速自动焊接装备,包括自动化焊接机本体,自动化焊接机本体包括主控制部和焊接部,还包括:焊接承载架、纵向驱动机构、焊接精确调节监控机构、箱底稳定调节机构、箱板稳定调节机构,焊接承载架的一侧通过多个连接螺栓可拆卸安装有货箱承载架,货箱承载架上固定安装有货板承载架,本发明,其在对货箱板进行焊接的时候,无需点焊,减少预先固定和点焊的步骤,并且可以提高焊接位置的精准度,避免人工定位造成的误差问题,适合多种类型的板材焊接,一次走丝,减少传统焊接存在多处焊接断点的现象发生,焊接位置平整,提高了焊接密封性和焊接质量。提高了焊接密封性和焊接质量。提高了焊接密封性和焊接质量。
技术研发人员:刘祖顺
受保护的技术使用者:定州市宏远机械有限公司
技术研发日:2022.09.15
技术公布日:2022/10/25
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。