1.本发明属于无缝钢管生产制造领域,尤其涉及一种钢管平直度通长检测的设备和方法。
背景技术:
2.现阶段的钢管平直度通长检测,还存在市场技术空白,在现代化的信息技术中,科技技术发展的突飞猛进,视觉软件开发及算力已经满足市场要求;由于冶金行业属于基础工业,现场环境复杂,在传统的钢管制造企业,钢管平直度通长检测依然使用人眼观察,“平直度通长”是专业术语,指的是钢管一端到另一端连续的平直度,既包括平直度信息,又包括通长信息;由于钢管长度、直径、环境光等因素,操作人员需要很丰富的经验肉眼检测钢管弯曲度,加上现场工况差(高噪音、高粉尘、高温、高危),员工的职业归属感低,企业面临招人难,留人更难,进而影响产品的生产效率和质量;企业寻求可持续发展,大力支持高端装备研发投入,提升产品竞争力,从问题根源出发,做技术论证、研究,经过2年多的技术沉淀,适合钢管平直度通长检测的设备投入商用,这中间的核心技术问题——如何不影响生产节拍和钢管任意轻微跳动的情况下,一次性检出钢管的平直度显得极为重要,需要很好的解决。
技术实现要素:
3.本发明所要解决的技术问题是如何取代人工检测钢管平直度通长。
4.本发明是通过如下技术方案来实现的:
5.一种钢管平直度通长检测的设备,包括控制系统,检测支架,输送支架,输送模块以及多个3d线扫光切,用于输送所述钢管的所述输送模块设置在所述输送支架上,其特征在于:所述多个3d线扫光切设置于所述检测支架内,用于采集所述钢管的轮廓信息和在输送过程中跳动信息,所述控制系统通过所述轮廓信息和所述跳动信息获得所述钢管平直度通长信息。
6.根据前述的设备,其特征在于:还包括光切固定板,所述光切固定板设置于所述检测支架内。
7.根据前述的设备,其特征在于:所述多个3d线扫光切包括七个3d线扫光切,按照钢管输送方向,在所述检测支架内依次设置一号3d线扫光切,所述光切固定板,六号3d线扫光切和七号3d线扫光切,其中所述光切固定板的四个对角上分别设置有二号3d线扫光切,三号3d线扫光切,四号3d线扫光切和五号3d线扫光切。
8.根据前述的设备,其特征在于:所述一号3d线扫光切,所述六号3d线扫光切和所述七号3d线扫光切用于检测所述钢管的在输送过程中的所述跳动信息。
9.根据前述的设备,其特征在于:所述二号3d线扫光切,所述三号3d线扫光切,所述四号3d线扫光切和所述五号3d线扫光切以相邻之间的所述3d线扫光切的轴线垂直的方式布置,用于检测钢管360度的轮廓信息。
10.根据前述的设备,其特征在于:所述输送模块包括由两组合金辊筒组以两侧倾斜形成v字形的钢管输送路径,每组所述合金辊筒组的每个合金辊筒之间具有间隔。
11.根据前述的设备,其特征在于:在所述输送模块的入口和出口两端设置有用于检测钢管长度的传感器。
12.根据前述的设备,其特征在于:所述输送模块的入口端的所述传感器还用于检测和发送所述钢管进入信号,所述进入信号触发各所述3d线扫光切。
13.一种钢管平直度通长检测的方法,其特征在于包括以下步骤:
14.步骤1,输送模块入口处的入口传感器检测到钢管首端被送入,发送钢管进入信号至控制系统中,所述控制系统发送信号触发各3d线扫光切发射扫描光线。
15.步骤2,在光切固定板2上四个对角设置的二号3d线扫光切,三号3d线扫光切,四号3d线扫光切和五号3d线扫光切均发出扫描光线,记录钢管周向轮廓信息。
16.步骤3,一号3d线扫光切,六号3d线扫光切和七号3d线扫光切共同发出扫描光线检测钢管在输送过程中的跳动信息。
17.步骤4,所述输送模块出口处的出口传感器检测钢管尾端被送出后,各所述3d扫描光切分别将所述轮廓信息和所述跳动信息发送至所述控制系统,所述控制系统根据所述轮廓信息和所述跳动信息计算得出该钢管的所述平直度通长信息。
18.本发明的有益效果是,在检测钢管平直度通长时,完全不需要人工进行检测,以机器深度视觉的原理进行测量,就能实现准确的钢管平直度通长测量,避免了工人在钢厂恶劣的环境下长时间的工作,减少了人力成本,提高了工作的准确度和效率。
附图说明
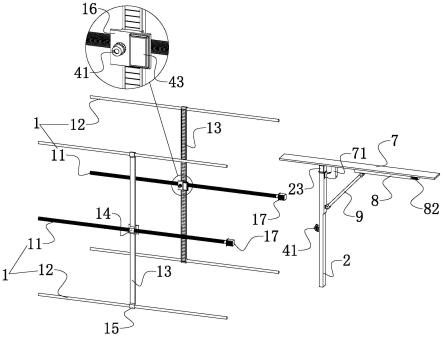
19.图1为本发明的钢管平直度通长检测的设备结构图;
20.图2为本发明的钢管平直度通长检测的设备正视图;
21.图3为本发明的光切固定板的结构示意图。
具体实施方式
22.下面结合实施例对本发明作进一步说明。
23.实施例
24.如图1-图3所示的一种钢管平直度通长检测的设备,其中,该钢管平直度通长检测的设备包括控制系统,检测支架13和输送支架14以及多个3d线扫光切,其中,3d线扫光切能够发出结构光,用于钢管的平直度通长检测;光切固定板2设置于检测支架13内,四个3d线扫光切分别设置于光切固定板2四个对角位置,朝向钢管发出扫描光线,用于检测钢管轮廓,还包括设置于检测支架13上的三个3d线扫光切,用于检测钢管的输送过程中的跳动度;输送支架14上设置有输送模块15,输送模块15包括由两组合金辊筒组5以两侧倾斜形成v字形的钢管输送路径,在两侧合金辊筒组5的各倾斜斜面交叉形成的v字形中间位置用于输送钢管,合金辊筒组5的每个合金辊筒具有间隔,该间隔能够使得3d线扫光切发出的扫描光线直接照射在钢管上,输送模块15还包括直线导轨7,标定块8通过直线导轨7能够在输送模块15上移动,用于3d线扫光切的深度校准;在输送模块15的入口和出口两端设置有传感器,用于检测钢管长度,其中在输送模块15入口的传感器61还用于检测和发送钢管进入的信号至
控制系统,用于触发3d线扫光切。
25.具体的,如图1所示,按照钢管输送的方向,依次设置一号3d线扫光切1,光切固定板2,六号3d线扫光切3和七号3d线扫光切4,其中光切固定板2的四个对角上分别设置有二号3d线扫光切9,三号3d线扫光切10,四号3d线扫光切11和五号3d线扫光切12;进一步的,一号3d线扫光切1,六号3d线扫光切3和七号3d线扫光切4用于检测钢管的跳动度;一号3d线扫光切1设置于靠近钢管入口端,其发出的扫描光线的横切面平行于一侧的合金辊筒组5的倾斜平面,六号3d线扫光切3和七号3d线扫光切4依次交错设置于钢管输送路径上,且六号3d线扫光切3发出的扫描光线平行于一侧的合金辊筒组5的倾斜平面,七号3d线扫光切4发出的扫描光线平行于另一侧的合金辊筒组5的倾斜平面;光切固定板2的四个对角上的二号3d线扫光切9,三号3d线扫光切10,四号3d线扫光切11和五号3d线扫光切12以相邻之间的3d线扫光切的轴线垂直的方式布置,用于检测钢管360度的轮廓。
26.钢管平直度通长检测的具体方法是:
27.步骤1,输送模块15入口处的传感器61检测到钢管首端被送入,发送钢管进入信号至控制系统中,控制系统发送信号触发各3d线扫光切发射扫描光线。
28.步骤2,在光切固定板2上四个对角设置的二号3d线扫光切9,三号3d线扫光切10,四号3d线扫光切11和五号3d线扫光切12均发出扫描光线,记录钢管周向轮廓信息。
29.步骤3,一号3d线扫光切1,六号3d线扫光切3和七号3d线扫光切4共同发出扫描光线检测钢管在输送过程中的跳动信息。
30.步骤4,输送模块15出口处的传感器6检测钢管尾端被送出后,各扫描光切分别将轮廓信息和跳动信息发送至控制系统,控制系统根据轮廓信息和跳动信息计算,得出该钢管的平直度通长信息。
31.特别提出的,通过轮廓信息和跳动信息获得平直度通长信息是基于多个3d线扫光切深度信息通过拟合计算得到了。
32.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本领域的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本领域内普通的技术人员的简单更改和替换都是本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。