1.本发明涉及航空发动机压气机机匣技术领域,尤其涉及一种带集气腔结构的复合功能压气机机匣。
背景技术:
2.压气机机匣是航空发动机的重要零件之一,是整个发动机的基座,是发动机的主要承力壳体之一,工作时承受着扭矩、轴向力、相邻组合件传来的弯矩以及热负荷、振动负荷等各种载荷,同时又是气流通道的几何外壁,是实现发动机气动性能的重要载体之一。根据其结构及工作特点,航空发动机压气机机匣的一般设计要求为,重量轻、强度高、刚度高,能够承受各种载荷且机匣的变形在允许范围内,这也是目前压气机机匣设计的主要导向和准则,国内外学者做了大量的相关研究。然而随着航空发动机设计技术的发展及功能需求的细化,对压气机机匣的功能需求也呈多样化,结构设计更趋复杂化,对复合功能性压气机机匣的设计日趋重要。
技术实现要素:
3.本发明的主要目的是提出一种带集气腔结构的复合功能压气机机匣,以解决具有引气需求的压气机机匣的设计问题,同时兼顾压气机机匣的易安装及可检测功能设计。
4.为实现上述目的,本发明提出一种带集气腔结构的复合功能压气机机匣,包括机匣壳体、以及一号腔外壳、二号腔外壳组成的环形匣体;在机匣壳体的周面上设置有两个环形腔;一号腔外壳封盖在其中一个环形腔上形成一号环形集气腔;二号腔外壳封盖在另一个环形腔形成二号环形集气腔;在一号腔外壳上设置有一号腔抽气孔;在二号腔外壳上设置有二号腔抽气孔;在环形匣体上设置有两组定位销凸耳,两组定位销凸耳相距180
°
纵向排列,每组设置有多个定位销凸耳;在机匣壳体的内侧壁上与每个定位销凸耳相对位置处设置有定位销过孔;在环形匣体上设置有多个观察窗凸耳;在机匣壳体的内侧壁上设置有一号集气腔通气孔连通至一号环形集气腔,以及设置有二号集气腔通气孔连通至二号环形集气腔。
5.优选的,在机匣壳体上设置有锁底结构,一号腔外壳和二号腔外壳分别搭接在锁优选的,在一号腔抽气孔处焊接有一号腔抽气安装座;在二号腔抽气孔处焊接有二号腔抽气安装座。
6.优选的,所述定位销凸耳、观察窗凸耳均采用焊接的方式固定在环形匣体上,焊接后的定位销凸耳、观察窗凸耳通过组合加工方式进行钻孔加工,所钻孔均为通孔。
7.优选的,在所述机匣壳体的后端内表面上环形均布有八个销钉,销钉通过扩口的方式固定于机匣壳体后端内表面上;所述销钉用于与发动机导流窗上的“u”型槽进行配合,以对导流窗的周向位置进行固定。
8.优选的,在所述机匣壳体的前端设置有前安装边,后端设置有后安装边;在前安装边上设置有前安装孔,在后安装边上设置有后安装孔。
9.优选的,每组定位销凸耳中,定位销凸耳的数量为六个。
10.优选的,所述一号腔外壳上设置的一号腔抽气孔数量为三个
11.优选的,所述二号腔外壳上设置的二号腔抽气孔数量为两个。
12.优选的,所述观察窗凸耳的数量为三个,三个观察窗凸耳呈纵向排列设置。
13.由于采用了上述技术方案,本发明的有益效果如下:
14.本发明通过机匣壳体、以及一号腔外壳、二号腔外壳组成的整环式机匣结构,刚度分布均匀,各位置的刚性均匀,相对于分半机匣,机匣的圆度更易保持;一号环形集气腔与二号环形集气腔的设置,解决了涡轮冷却及飞机座舱空调引气问题,采用集气腔结构加强了引气时的稳定性和持续性,同时双层环腔结构增强了环形匣体的强度和刚度;环形匣体外部设置的两组纵向排列的定位销凸耳,可以搭配定位销,可同时对从前至后多级整流器的周向位置进行定位,结构简单、高效,相较于通常螺栓固定整流器的方法,还有明显减重效果;设置多处观察窗凸耳,满足了压气机的日常可检测可维护性功能;本发明结构简单,加工成本低,机匣强度及刚性高,兼顾引起、安装定位、可检测维护等功能,具有较好的应用前景和较高的经济效益。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
16.图1为本发明的结构剖视图;
17.图2为本发明中抽气安装座、抽气孔及观察窗凸耳的安装示意图;
18.图3为本发明中机匣壳体的结构示意图;
19.图4为本发明中机匣壳体的前安装边结构示意图;
20.图5为本发明中机匣壳体的后安装边结构示意图;
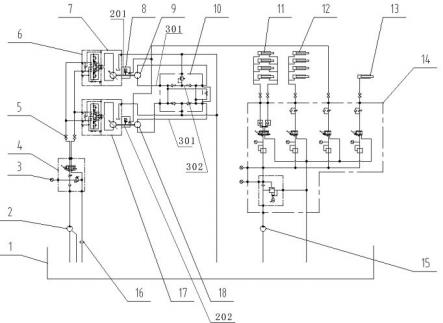
21.图6为本发明所提供的压气机匣与涡轮引气管、座舱引气管连接的示意图;
22.图7为本发明所提供的压气机匣通过定位销与整流器连接的示意图;
23.图8为发动机上导流窗及其“u”型槽的示意图;
24.图9为本发明中机匣壳体的前安装边与一号机匣连接的示意图;
25.图10为本发明中机匣壳体的后安装边与扩压器连接的示意图;
26.图11为观察窗堵头示意图。
27.附图标号说明:1、环形匣体;2、机匣壳体;201、定位销过孔;3、一号腔外壳;4、二号腔外壳;5、一号腔抽气安装座;6、二号腔抽气安装座;7、定位销凸耳;8、观察窗凸耳;9、销钉;10、一号环形集气腔;11、二号环形集气腔;12、前安装孔;13、后安装孔;14、第一螺栓;15、垫圈;16、第二螺栓;17、调整圈;18、螺母;19、一号机匣;20、扩压器;21、锁底结构;22、一号集气腔通气孔;23、二号集气腔通气孔;24、一号腔抽气孔;25、二号腔抽气孔;26、涡轮引气管;27、座舱引气管;28、定位销;29、6级整流器;30、导流窗;31、“u”型槽;32、观察窗堵头。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
30.另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
31.结合图1至图3所示,一种带集气腔结构的复合功能压气机机匣,其特征在于,包括机匣壳体2、以及一号腔外壳3、二号腔外壳4组成的环形匣体1;
32.在机匣壳体2的周面上设置有两个环形腔;机匣壳体2采用锻件机加而成,一号腔外壳3、二号腔外壳4采用板材弯曲而成。
33.一号腔外壳3封盖在其中一个环形腔上形成一号环形集气腔10;二号腔外壳4封盖在另一个环形腔形成二号环形集气腔11;
34.在一号腔外壳3上设置有一号腔抽气孔24;在二号腔外壳4上设置有二号腔抽气孔25;在一号腔抽气孔24处焊接有一号腔抽气安装座5;在二号腔抽气孔25处焊接有二号腔抽气安装座6,利用焊接的方式连接,有利于保证连接处的密封性能。
35.在环形匣体1上设置有两组定位销凸耳7,两组定位销凸耳7相距180
°
纵向排列,每组设置有六个定位销凸耳7;在机匣壳体2的内侧壁上与每个定位销凸耳7相对位置处设置有定位销过孔201;
36.在环形匣体1上设置有多个观察窗凸耳8;
37.在机匣壳体2的内侧壁上均布设置有一号集气腔通气孔22连通至一号环形集气腔10,以及均布设置有二号集气腔通气孔23连通至二号环形集气腔11。
38.结合图3所示,在机匣壳体2上设置有锁底结构21,锁底结构21截面为凹形止口结构,一号腔外壳3和二号腔外壳4分别搭接在锁底结构21上,且与机匣壳体2进行焊接。
39.结合图1、图2所示,所述定位销凸耳7、观察窗凸耳8均采用焊接的方式固定在环形匣体1上,焊接后的定位销凸耳7、观察窗凸耳8通过组合加工方式进行钻孔加工,所钻孔均为通孔。
40.结合图1、图8所示,在所述机匣壳体2的后端内表面上环形均布有八个销钉9,销钉9通过扩口的方式固定于机匣壳体2后端内表面上;所述销钉9用于与发动机导流窗上的“u”型槽进行配合,以对导流窗的周向位置进行固定。
41.结合图4、图5所示,在所述机匣壳体2的前端设置有前安装边,后端设置有后安装边;在前安装边上设置有前安装孔12,在后安装边上设置有后安装孔13。
42.在本实施例中,所述一号腔外壳3上设置的一号腔抽气孔24数量为三个,所述二号腔外壳4上设置的二号腔抽气孔25数量为两个。所述观察窗凸耳8的数量为三个,三个观察窗凸耳8呈纵向排列设置。
43.本发明的使用原理如下:
44.结合图9、图10、以及图6、图7所示,装配时,机匣壳体2的前安装边通过第一螺栓14、垫圈15与一号机匣19连接,后安装边第二螺栓16、调整圈17、螺母18与扩压器20连接。三个一号腔抽气安装座5与涡轮引气管26连接、两个二号腔抽气安装座6与座舱引气管27连接,气流通过一号集气腔通气孔22、二号集气腔通气孔23分别进入一号环形集气腔10、二号环形集气腔11后,通过涡轮引气管26、座舱引气管27到达涡轮及座舱用气部位,两组定位销凸耳7(每组具备六个定位销耳朵7)与定位销28配合,对总计六级整流器29的周向位置进行固定,每级整流器通过周向180
°
方向的两个定位销28进行固定,机匣壳体2后端内表面的八个销钉9通过与导流窗30上的“u”型槽31进行配合,对导流窗30的周向位置进行固定,所述三个观察窗凸耳8与观察窗堵头32进行配合,在发动机工作时锁紧,检修时取下,具有较好的维护性及可检测性。
45.实际运用效果如下
46.强度方面,环形匣体1通过了在最高工作温度、两倍最大工作压力条件下承载能力试验的考核,试验后环形匣体1经煤油-白垩法检查,结果显示无裂纹,未发生破坏;引气方面,在全工况范围内,满足了涡轮叶片的冷却引气的需求,以及飞行员的安全用气需求;装配方面,装配方式简单,易操作,节省人力;维护性方面,可达性、可操作性、可检测性高。解决了集承力、引气、安装、维护等需求为一体的复合功能压气机机匣的设计运用问题。
47.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所做的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。