1.本实用新型属于砂芯模具制造技术领域,具体涉及到一种联体排气歧管的整体活块结构及其模具。
背景技术:
2.在涡流结构的铸件生产过程中,需要将砂芯组合在一起然后放入造型机中铸造,为了减少砂芯组合之间的间隙,以及组合的工作量,提升生产效率,需要尽可能有更少的砂芯。部分零件的涡流芯结构倒拔模处较多,导致无法使用一个砂芯成型出来。现阶段多采用两个砂芯单独造型后,然后再用胶粘在一起,从而一起组砂。这种方式的弊端就是两个砂芯之间的间隙无法避免,在铸造时会出现披缝、台阶,影响加工。此种现状下,一种新的芯盒模具结构(整体活块形式)便出现了,能够将两个砂芯利用活块的特殊性一起成型出来,避免铸造产品的缺陷,改善产品的质量。
3.中国实用新型专利(申请号cn201821899643.4)公开了一种涡轮增压器壳体流道芯模具,包括动模侧芯盒和定模侧芯盒,所述动模侧芯盒下端设有可动侧顶杆板盖板和可动侧顶杆板,所述可动侧顶杆板盖板和可动侧顶杆板两端设有拉杆,所述拉杆上端套接有限位套,所述动模侧芯盒上端设有可动侧本体,所述定模侧芯盒下端与气缸装置连接储设有固定侧镶块,所述固定侧本体上端中部设有固定侧顶杆板盖板和固定侧顶杆板,所述动模侧芯盒和定模侧芯盒之间设有气缸装置。本模具在未改变流道舌部原始设计状态下,固定镶块成型涡流道时容易产生披缝,台阶,涡流流道的形状结构难以保证,且砂芯流道上有凹陷结构时,难以顺利取出。
4.类似的结构多为涡流芯与外壳之间的连接处。由于涡流芯成型的分型需要,芯盒模具拔模取砂芯时会出现大面积区域的倒拔模结构,这样无法取出砂芯。
5.现有技术的模具中,多采用砂芯粘粘在一起的结构。对于涡流芯与辅助小芯,由于芯盒模具的成型需要,这两个砂芯无法一起成型出来,需要分开为两个。设计为两个砂芯时,由于砂芯之间的毛刺,披缝以及组合误差,会导致此处的定位基准不稳定,对后续的加工会造成更大的加工误差。且由于此处为两个砂芯,相对于整合在一起组成一个砂芯,芯盒模具的数量也需多一个,组合砂芯也需要一定的人工成本。因此,通过特殊的芯盒模具结构将类似的两个砂芯做成一个砂芯将成为一种新的技术趋势。
技术实现要素:
6.本实用新型的目的是针对现有技术存在的问题,提供一种成型效果好、成本低、效率高的联体排气歧管的整体活块结构及其模具。
7.为实现上述目的,本实用新型采用的技术方案是:一种联体排气歧管的整体活块结构,包括镶块组,所述镶块组包含顶杆镶块和底部镶块,所述顶杆镶块的侧面外圈上设置有五个导向块,所述顶杆镶块的底部外圈设置有底部镶块,所述底部镶块顶面上贴合的设置有五个腔体活块,所述腔体活块包含沿顺时针方向设置的第一活块、第二活块、第三活
块、第四活块、第五活块,五个所述腔体活块的内侧面上分别设置有与所述导向块配合的导向限位槽,至少一个所述腔体活块的内侧面宽度大于或等于其外侧面宽度,所述镶块组与所述腔体活块配合形成模具型芯。
8.上述方案中,镶块组用于形成模具型芯的活动部分,顶杆镶块能够连接活块,形成型芯的顶部结构,底部镶块用于形成型芯的底部结构以及支撑配合活块,五个腔体活块的导向限位槽通过导向块进行连接限位,只能够沿着导向块进行平移,镶块组与所述腔体活块配合形成模具型芯,模具型芯上包含有涡流道,在拔模时,活块留在砂芯的涡流道内部,腔体活块的内侧面宽度大于或等于其外侧面宽度,使腔体活块由外侧面向内侧面的宽度逐渐减小,方便人工取出。顶杆镶块和底部镶块通过螺栓进行连接。导向块的高度小于所述顶杆镶块的高度,顶杆镶块的顶部用于形成砂芯上的腔体。
9.设计方案包含一种新的整体活块式的特殊结构。在涡流芯生产过程中,需要先由抽缸后退,然后再通过生产设备向上顶出涡流砂芯。但由于涡流砂芯的内部结构,里面有部分区域(即当前大部分模具为避免此种结构,而分为两个砂芯的区域)为凹型结构,直接取会因凹型区域无法取出,强行取出则会损坏砂芯。在此种情况下,我们设计出特殊结构,这种结构由1个抽缸镶块组和5个活块组成。在抽缸后退的过程中,抽缸镶块组与抽缸连在一起向后退出,放在抽缸镶块上的5个活块则保留在砂芯之中,这样便能完成砂芯成型的生产了。
10.进一步的,五个所述腔体活块的顶部外圈拼合形成圆形的凸起面,所述凸起面与底部镶块之间形成有涡流面。
11.五个所述腔体活块用于形成涡轮壳体内部圆台结构,涡流面与模具之间的部分用于形成涡流道。
12.进一步的,五个所述腔体活块为左右对称结构,所述第一活块的内侧面宽度大于或等于其外侧面宽度,所述第一活块为左右对称结构,所述第二活块与第五活块为镜像结构,所述第三活块与第四活块为镜像结构,第二活块、第三活块的内侧面宽度均小于各自的外侧面宽度。
13.对称结构、镜像结构方便于加工制造,降低成本,只有第一活块的内侧面宽度大于或等于其外侧面宽度,在第一活块与砂芯一起脱落后,首先向中心方向抽出第一活块,再依次取出其他活块。
14.进一步的,五个所述导向块等间距的圆周阵列在所述顶杆镶块的外侧面上。
15.方便加工,使腔体活块与顶杆镶块的连接处均匀分布,受力稳定。
16.进一步的,所述导向限位槽为燕尾槽。
17.设置为燕尾槽能够充分的进行限位,限位腔体活块只能沿导向限位槽平移,防止腔体活块移动或者脱落。
18.进一步的,所述底部镶块上开有若干个顶杆孔。
19.顶杆孔用于配合安装顶杆,在注砂时,顶杆封住顶杆孔配合成型,开模时,顶杆使砂芯与镶块分离。
20.进一步的,所述底部镶块设置于安装镶块上,所述安装镶块上开有与所述顶杆孔对应的通孔,所述安装镶块用于连接抽缸缸头。
21.底部镶块、安装镶块通过螺栓进行连接,通孔用于让顶杆通过,安装镶块与抽缸缸
头连接,抽缸提供动力,驱动安装镶块、镶块组进行移动。
22.一种联体排气歧管的整体活块结构模具,包含上模、下模、导向柱和动力机构,包含上述的整体活块结构,所述整体活块结构横向设置于所述下模的顶面上,所述下模开有与所述整体活块结构配合的腔体结构,所述整体活块结构的底部连接有模具抽缸。
23.上模、下模、导向柱和动力机构配合整体活块结构来形成砂芯型腔,注砂后成型砂芯,整体活块结构横向设置于所述下模的顶面上便于安装维护,模具抽缸对整体活块结构提供动力。
24.模具中包括芯盒本体、抽缸、抽缸镶块、活块。所述芯盒本体即制作砂芯的,用于砂芯整体成型;所述抽缸即用于制作涡流道砂芯,便于涡流芯取出的活动式结构;所述抽缸镶块即安装在抽缸上的用于砂芯成型的结构;所述活块即用于砂芯成型,且拔模有负角,砂芯无法取出时,可以活动顶出,方便取砂芯的结构。
25.与现有技术相比,本实用新型的有益效果是:
26.1、本实用新型成型效果好,避免多砂芯导致配合时的断差和导致铸件产品出现台阶的问题;
27.2、本实用新型能够减少砂芯数量、降低砂芯制造、装配成本;
28.3、本实用新型的镶块、活块制造简单、使用方便,提升生产效率。
附图说明
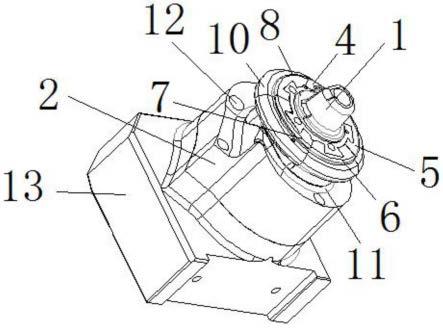
29.图1为本实用新型的实施例1的一种联体排气歧管的整体活块结构的立体结构图;
30.图2为本实用新型的实施例1的一种联体排气歧管的整体活块结构的俯视图;
31.图3为本实用新型的实施例1的一种联体排气歧管的整体活块结构的爆炸视图;
32.图4为本实用新型的实施例2的一种联体排气歧管的整体活块结构模具的下模部分的俯视图;
33.图5为本实用新型的实施例2的一种联体排气歧管的整体活块结构模具的立体结构图;
34.图中:1、顶杆镶块;2、底部镶块;3、导向块;4、第一活块;5、第二活块;6、第三活块;7、第四活块;8、第五活块;9、导向限位槽;10、凸起面;11、涡流面;12、顶杆孔;13、安装镶块;14、下模;15、模具抽缸。
具体实施方式
35.下面将结合本实用新型中的附图,对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动条件下所获得的所有其它实施例,都属于本实用新型保护的范围。在本实用新型的描述中,需要说明的是,术语“前”、“后”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型或简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造或操作,因此不能理解为对本实用新型的限制。
36.实施例1
37.如图1-3所示,一种联体排气歧管的整体活块结构,包括镶块组,所述镶块组包含顶杆镶块1和底部镶块2,所述顶杆镶块1的侧面外圈上设置有五个导向块3,所述顶杆镶块1的底部外圈设置有底部镶块2,所述底部镶块2顶面上贴合的设置有五个腔体活块,所述腔体活块包含沿顺时针方向设置的第一活块4、第二活块5、第三活块6、第四活块7、第五活块 8,五个所述腔体活块的内侧面上分别设置有与所述导向块3配合的导向限位槽9,至少一个所述腔体活块的内侧面宽度大于或等于其外侧面宽度,所述镶块组与所述腔体活块配合形成模具型芯。
38.上述方案中,镶块组用于形成模具型芯的活动部分,顶杆镶块1能够连接活块,形成型芯的顶部结构,底部镶块2用于形成型芯的底部结构以及支撑配合活块,五个腔体活块的导向限位槽9通过导向块3进行连接限位,只能够沿着导向块3进行平移,镶块组与所述腔体活块配合形成模具型芯,模具型芯上包含有涡流道,在拔模时,活块留在砂芯的涡流道内部,腔体活块的内侧面宽度大于或等于其外侧面宽度,使腔体活块由外侧面向内侧面的宽度逐渐减小,方便人工取出。顶杆镶块1和底部镶块2通过螺栓进行连接。导向块3的高度小于所述顶杆镶块1的高度,顶杆镶块1的顶部用于形成砂芯上的腔体。
39.设计方案包含一种新的整体活块式的特殊结构。在涡流芯生产过程中,需要先由抽缸后退,然后再通过生产设备向上顶出涡流砂芯。但由于涡流砂芯的内部结构,里面有部分区域(即当前大部分模具为避免此种结构,而分为两个砂芯的区域)为凹型结构,直接取会因凹型区域无法取出,强行取出则会损坏砂芯。在此种情况下,我们设计出特殊结构,这种结构由1个抽缸镶块组和5个活块组成。在抽缸后退的过程中,抽缸镶块组与抽缸连在一起向后退出,放在抽缸镶块上的5个活块则保留在砂芯之中,这样便能完成砂芯成型的生产了。
40.进一步的,五个所述腔体活块的顶部外圈拼合形成圆形的凸起面10,所述凸起面10与底部镶块2之间形成有涡流面11。
41.五个所述腔体活块用于形成涡轮壳体内部圆台结构,涡流面11与模具之间的部分用于形成涡流道。
42.进一步的,五个所述腔体活块为左右对称结构,所述第一活块4的内侧面宽度大于或等于其外侧面宽度,所述第一活块4为左右对称结构,所述第二活块5与第五活块8为镜像结构,所述第三活块6与第四活块7为镜像结构,第二活块5、第三活块6的内侧面宽度均小于各自的外侧面宽度。
43.对称结构、镜像结构方便于加工制造,降低成本,只有第一活块4的内侧面宽度大于或等于其外侧面宽度,在第一活块4与砂芯一起脱落后,首先向中心方向抽出第一活块4,再依次取出其他活块。
44.进一步的,五个所述导向块3等间距的圆周阵列在所述顶杆镶块1的外侧面上。
45.方便加工,使腔体活块与顶杆镶块1的连接处均匀分布,受力稳定。
46.进一步的,所述导向限位槽9为燕尾槽。
47.设置为燕尾槽能够充分的进行限位,限位腔体活块只能沿导向限位槽9平移,防止腔体活块移动或者脱落。
48.进一步的,所述底部镶块2上开有若干个顶杆孔12。
49.顶杆孔12用于配合安装顶杆,在注砂时,顶杆封住顶杆孔12配合成型,开模时,顶
杆使砂芯与镶块分离。
50.进一步的,所述底部镶块2设置于安装镶块13上,所述安装镶块13上开有与所述顶杆孔12对应的通孔,所述安装镶块13用于连接抽缸缸头。
51.底部镶块2、安装镶块13通过螺栓进行连接,通孔用于让顶杆通过,安装镶块13与抽缸缸头连接,抽缸提供动力,驱动安装镶块13、镶块组进行移动。
52.实施例2
53.如图4-5所示,本实施例的一种联体排气歧管的整体活块结构,在实施例1的基础上进行进一步的优化:
54.一种联体排气歧管的整体活块结构模具,包含上模、下模14、导向柱和动力机构,包含上述的整体活块结构,所述整体活块结构横向设置于所述下模14的顶面上,所述下模14 开有与所述整体活块结构配合的腔体结构,所述整体活块结构的底部连接有模具抽缸15。
55.上模、下模14、导向柱和动力机构配合整体活块结构来形成砂芯型腔,注砂后成型砂芯,整体活块结构横向设置于所述下模14的顶面上便于安装维护,模具抽缸15对整体活块结构提供动力。
56.模具中包括芯盒本体、抽缸、抽缸镶块、活块。所述芯盒本体即制作砂芯的,用于砂芯整体成型;所述抽缸即用于制作涡流道砂芯,便于涡流芯取出的活动式结构;所述抽缸镶块即安装在抽缸上的用于砂芯成型的结构;所述活块即用于砂芯成型,且拔模有负角,砂芯无法取出时,可以活动顶出,方便取砂芯的结构。
57.对于本领域技术人员而言,显然本实用新型专利不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型专利的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型专利内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。