1.本实用新型涉及阀门装配技术领域,特别涉及一种阀杆唇形密封圈装入工具。其属于阀门颈部与阀杆密封唇形密封圈安装方法的改进,主要用于阀门阀杆密封唇形密封圈高效平稳安装。
背景技术:
2.阀门的阀杆密封是阀门上重要密封之一,唇形密封圈以密封性能好、承压大、使用寿命长等优点在阀门行业被广泛应用。但由于唇形密封圈的结构特殊,安装时必须按照指定方向进行装入,装入时开口方向为压力正向,在弹性元件的作用下开口较大,在阀杆唇型密封圈装入时,必须是开口方向朝内进行安装,并且阀门颈部填料箱与阀杆密封处间隙较小、深度较深,使得唇形密封圈在传统安装过程中比较困难,容易造成唇形密封圈变形或损坏,最终导致唇形密封圈密封失效。
技术实现要素:
3.为解决上述问题,本实用新型提供了一种阀杆唇形密封圈装入工具。其基本操作原理:唇形密封圈与并紧环预先装入导向套内(由于唇形密封圈为反装,容易装入),并用紧定螺钉将并紧环进行限位,然后把该装入工具借助阀体原有的螺纹孔采用相匹配的螺柱和螺母固定在阀体上,随后把四颗并紧螺钉装入导向套螺栓孔中,同时均匀的旋紧四颗并紧螺钉,并紧环和唇形密封圈跟随着并紧螺钉平滑稳定进入阀体中,实现唇形密封圈的快速平稳安装,提高安装效率的目的,同时保证在唇型圈在装配过程中不被损坏。
4.为解决以上技术问题,本实用新型提供了一种阀杆唇形密封圈装入工具,包括阀体和阀杆,在所述阀体内开设有阀杆孔、唇形密封圈安装孔和导向套安装孔,所述阀杆孔、唇形密封圈安装孔和导向套安装孔由下至上依次设置且直径依次递增,所述阀杆配装于所述阀杆孔中并依次穿过所述唇形密封圈安装孔和导向套安装孔后伸出所述阀体,并还包括:
5.一导向套,所述导向套具有一在安装时固定在所述阀体上的法兰盘,和开设在所述法兰盘中心供阀杆穿过的中心孔,以及在安装时插入所述导向套安装孔内的导向部,在所述导向部内设置有一与所述中心孔贯通的导向孔;在所述法兰盘上周向开设有至少一个并紧螺钉孔,至少一个并紧螺钉孔的圆心所在的圆周直径大于所述中心孔的直径并小于所述导向孔至少一部分的直径;所述中心孔的直径与所述阀杆的直径相匹配;
6.一并紧环,所述并紧环滑动配置在所述导向孔内并通过径向配置在所述导向部上的紧定螺钉进行轴向极限位置进行限定,在所述并紧环内设置有一供所述阀杆穿过的并紧环内孔;
7.至少一个并紧螺钉,所述并紧螺钉旋过所述并紧螺钉孔后延伸进入所述导向孔内;安装时,所述并紧螺钉的尾部作用在所述并紧环上,驱动所述并紧环向所述唇形密封圈安装孔方向运动,将唇形密封圈压入所述唇形密封圈安装孔内。
8.在本实用新型的一个优选实施例中,所述导向孔分为上段导向孔和下段导向孔,其中所述上段导向孔的直径大于所述下段导向孔的直径,且所述下段导向孔的直径与所述唇形密封圈安装孔的直径相等;所述并紧螺钉孔所在的圆周直径小于所述上段导向孔的直径。
9.在本实用新型的一个优选实施例中,所述并紧螺钉孔的圆心所在的圆周直径等于所述下段导向孔的直径。
10.在本实用新型的一个优选实施例中,所述并紧螺钉孔的圆心所在的圆周直径加上所述并紧螺钉的直径之和小于所述上段导向孔的直径。
11.在本实用新型的一个优选实施例中,在所述并紧环的外周设置有一圈槽,所述紧定螺钉嵌入所述圈槽内。
12.在本实用新型一个优选实施例中,所述并紧环内孔的直径与所述阀杆的直径相滑动匹配。
13.在本实用新型的一个优选实施例中,所述并紧环的外周直径等于所述下段导向孔的直径和所述唇形密封圈安装孔的直径。
14.在本实用新型的一个优选实施例中,在所述法兰盘上开设有与安装在所述阀体上的螺柱数量匹配的螺栓孔;安装时,所述螺柱穿过对应的螺栓孔后采用螺母并紧,使得所述法兰盘固定在所述阀体上。
15.由于采用了如上的技术方案,本实用新型实现唇形密封圈的快速平稳安装,提高安装效率的目的,同时保证在唇型圈在装配过程中不被损坏。
附图说明
16.图1为唇形密封圈的结构示意图。
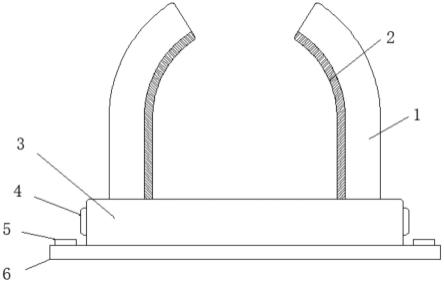
17.图2为阀体、阀杆、唇形密封圈的装配示意图。
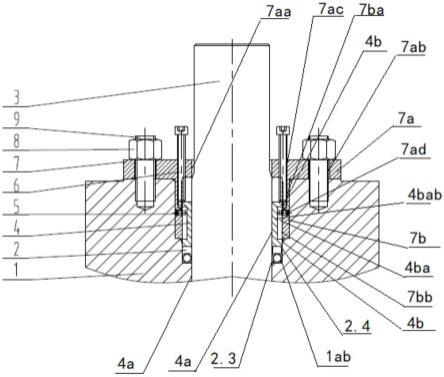
18.图3为将本实用新型的阀杆唇形密封圈装入工具安装到阀体上的示意图。
19.图4为图3的俯视图。
20.图5为本实用新型的阀杆唇形密封圈装入工具将唇形密封圈压入阀体的唇形密封圈安装孔中的示意图。
21.图6为图5的俯视图。
具体实施方式
22.下面结合附图,对本实用新型做进一步说明:
23.其中已知阀体1、唇形密封圈2、已知阀杆3为原有零件,本实用新型是将目标唇形密封圈2平稳、完好、高效的装入到已知阀体1和已知阀杆3之间的唇形安装孔1ab内。
24.参见图1,该唇形密封圈2包含塑料密封体2.1和金属环形弹簧2.2,密封形式为单向密封,只能是压力来自于开口方向才能实现密封,这种结构在安装时必须按照指定的方向安装才有密封效果,因此阀杆3位置的安装方向为唇形密封圈2开口朝向已知阀体1的阀杆孔1a的唇形安装孔1ab孔底平面1aba。但是由于唇形密封圈2的结构特性,唇型密封圈2的内孔2.3和外圆 2.4的两个密封壁特别薄,在由开口方向朝内安装时极易造成变形或损坏,因此安装困难,相反当从开口方向的背面进行安装时则很顺利,并且不易损坏。
25.如图2所示,本实用新型的唇形密封圈2的安装位置相对较深,空间极小,并且已知阀体1的导向套安装孔1aa与唇形密封圈安装孔1ab之间还带有台阶1aaa,即便是在阀杆3设置了锥形倒角3a和在台阶1aaa设置了圆弧倒角1d,依然很难操作,甚至无法安装,采用传统的敲击方式极易导致唇形密封圈2损坏。
26.阀体1内的阀杆孔1c、唇形密封圈安装孔1b和导向套安装孔1a由下至上依次设置且直径依次递增,阀杆3配装于阀杆孔1a中并依次穿过唇形密封圈安装孔1ab和导向套安装孔1aa后伸出阀体1。唇型密封圈2的内孔2.3 的直径与阀杆3的直径相匹配,外圆2.4的直径与唇形密封圈安装孔1b的直径相匹配。
27.如图3和图4所述,本实用新型的阀杆唇形密封圈装入工具主要有并紧环4、紧定螺钉5、并紧螺钉6、导向套7、螺母8、螺柱9组成,其中并紧螺钉6为四个,螺柱9为两个,螺母8为两个,紧定螺钉5为两个,其余为一个。
28.导向套7具有一在安装时固定在阀体1上的法兰盘7a,和开设在法兰盘 7a中心供阀杆3穿过的中心孔7aa,以及在安装时插入导向套安装孔1a内的导向部7b,导向部7b的上部与法兰盘7a连为一体。中心孔7aa的直径与阀杆3的直径相匹配。
29.两个螺柱9旋入到阀体1的两个螺柱孔1e内。在法兰盘7a上周向均布开设有两个螺柱孔7ab和四个并紧螺钉孔7ac,四个并紧螺钉孔7ac的圆心所在的圆周直径大于中心孔7aa的直径但小于两个螺柱孔7ab的圆心所在圆周的直径。
30.在导向部7b内设置有一与中心孔7aa贯通的导向孔,该导向孔分为上段导向孔7ba和下段导向孔7bb,其中上段导向孔7ba的直径大于下段导向孔 7bb的直径,且下段导向孔7bb的直径与唇形密封圈安装孔1ab的直径相等;四个并紧螺钉孔7ac所在的圆周直径小于上段导向孔7ba的直径并等于下段导向孔7bb的直径。
31.四个并紧螺钉6旋过对应的并紧螺钉孔7ac后延伸进入上段导向孔7ba 内;四个并紧螺钉孔7ac的圆心所在的圆周直径加上并紧螺钉6的直径之和略小于上段导向孔7ba的直径。
32.在导向套7对应下段导向孔7bb的位置周向均布开设有两个径向贯通导向套7的紧定螺钉孔7ad。
33.并紧环4滑动配置在导向孔内并通过径向配置在导向部7b上的两个紧定螺钉5进行轴向极限位置进行限定。具体是:在并紧环4内设置有一供阀杆3 穿过的并紧环内孔4a,并紧环内孔4a的直径与阀杆3的直径相滑动匹配并等于唇型密封圈2的内孔2.3的直径。
34.并紧环4的外周4b直径等于下段导向孔7bb的直径和唇形密封圈安装孔的直径以及唇型密封圈2的外圆2.4的直径。在并紧环4的外周4b设置有一圈槽4ba。
35.两个紧定螺钉5分别旋过对应的紧定螺钉孔4ad后突出下段导向孔7bb 的孔壁并伸入圈槽4ba内但未接触到圈槽4ba的竖槽壁4bab外表面,这样两个紧定螺钉5可以对并紧环4在导向套7的导向孔内进行滑动的上下极限位置进行限定,使得并紧环4可以在导向套7的导向孔内进行滑动,但不会轴向脱出。
36.安装时,首先将唇型密封圈2反向装入到导向套7的下段导向孔7bb内,因为唇型密封圈2是反向装入,因此装配容易,不会破坏唇型密封圈2的内孔2.3和外圆2.4的两个密封壁。此时由于唇型密封圈2的装入,并紧环4 会向上运动,直到受到两个紧定螺钉5的阻挡停留在最上极限位置。
37.接着将四个并紧螺钉6旋入到法兰盘7a上的四个并紧螺钉孔7ac内但不突出上段导向孔7ba太深,这样四个并紧螺钉6不会因为整个装入工具挪动而脱落,同时使得四个并紧螺钉6的末端与并紧环4的上端面接触,但不造成对并紧环4的滑动或未接触到并紧环4。
38.接着将导向套7和安装到阀体1上,具体是:将法兰盘7a的中心孔7aa、导向部7b的导向孔和并紧环4的并紧环内孔4a以及唇型密封圈2的内孔2.3 套在阀杆3上,然后下压导向套7使得导向部7b和并紧环4压入到导向套安装孔1aa,同时使得法兰盘7a上的两个螺柱孔7ab套上对应的螺柱9,直到法兰盘7a的底面与阀体1接触,此时然后将两个螺母8旋在两个螺柱9上,拧紧两个螺母8,使得法兰盘7a固定在阀体1上。
39.如图5和图6所示,本实用新型的阀杆唇形密封圈装入工具在装配完成后,只需将圆周均布的四个并紧螺钉6同时缓慢的旋转并向下移动,推动并紧环4向下运动,向下运动的并紧环4将唇形密封圈2平稳的推入到唇形密封圈安装孔1ab内,直到两个紧定螺钉5对并紧环4限位,使得并紧环4位于最下极限位置,此时唇形密封圈2安装到位。
40.在唇形密封圈2安装到位后,拆掉松掉螺柱9和螺母8,再将整个阀杆唇形密封圈装入工具从阀体1上拆除,即可完成唇形密封圈2的装入步骤。
41.最后有必要在此说明的是:
42.以上实施例只用于对本实用新型的技术方案作进一步详细地说明,不能理解为对本实用新型的保护范围的限制;本领域的技术人员根据本实用新型的上述内容作出的一些非本质的改进和调整均属于本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。