技术特征:
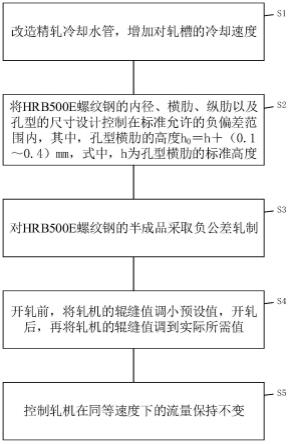
1.一种hrb500e螺纹钢的负偏差综合控制方法,其特征在于,所述方法包括:改造精轧冷却水管,增加对轧槽的冷却速度;将hrb500e螺纹钢的内径、横肋、纵肋以及孔型的尺寸设计控制在标准允许的负偏差范围内,其中,孔型横肋的高度h0=h (0.1~0.4)mm,式中,h为孔型横肋的标准高度;对所述hrb500e螺纹钢的半成品采取负公差轧制;开轧前,将轧机的辊缝值调小预设值,开轧后,再将轧机的辊缝值调到实际所需值;控制轧机在同等速度下的流量保持不变。2.根据权利要求1所述的hrb500e螺纹钢的负偏差综合控制方法,其特征在于,所述改造精轧冷却水管,增加对轧槽的冷却水量的步骤包括:将所述精轧冷却水管的喷嘴设计为扁圆形。3.根据权利要求1所述的hrb500e螺纹钢的负偏差综合控制方法,其特征在于,所述改造精轧冷却水管,增加对轧槽的冷却水量的步骤包括:将所述精轧冷却水管的喷嘴的喷水角度以所述轧槽的出口为中心。4.根据权利要求1所述的hrb500e螺纹钢的负偏差综合控制方法,其特征在于,所述改造精轧冷却水管,增加对轧槽的冷却水量的步骤包括:控制所述精轧冷却水管喷出的冷却水的压能不低于1.3mpa、水流量不低于614m3/h。5.根据权利要求1所述的hrb500e螺纹钢的负偏差综合控制方法,其特征在于,所述将hrb500e螺纹钢的内径、横肋、纵肋以及孔型的尺寸设计控制在标准允许的负偏差范围内的步骤包括:控制内径,将k1孔选为扩张角为30
°
的双半径椭圆孔。6.根据权利要求1所述的hrb500e螺纹钢的负偏差综合控制方法,其特征在于,所述将hrb500e螺纹钢的内径、横肋、纵肋以及孔型的尺寸设计控制在标准允许的负偏差范围内的步骤包括:横肋顶部的宽度b0=b (0~0.2)mm,式中,b为横肋顶部的标准宽度;横肋斜角r=70
°
。7.根据权利要求1所述的hrb500e螺纹钢的负偏差综合控制方法,其特征在于,所述将hrb500e螺纹钢的内径、横肋、纵肋以及孔型的尺寸设计控制在标准允许的负偏差范围内的步骤还包括:孔型基圆直径d0=[d-(1/3~2/3)δ]
×
1.01,式中,d为孔型基圆标准直径,δ为成品内径允许最大负偏差;孔型辊缝值a0=a-(0~0.1)mm,式中,a为孔型辊缝标准值。8.根据权利要求1所述的hrb500e螺纹钢的负偏差综合控制方法,其特征在于,所述对所述hrb500e螺纹钢的半成品采取负公差轧制的步骤包括:对粗轧的来料控制要求以8#料为基准,且控制所述8#料收小0.1mm;对中轧的来料控制要求以14#料为基准,且控制所述14#料收小0.1mm。9.根据权利要求1所述的hrb500e螺纹钢的负偏差综合控制方法,其特征在于,所述对所述hrb500e螺纹钢的半成品采取负公差轧制的步骤包括:控制k2孔的充满度为90%、k1孔完全充满。10.根据权利要求1所述的hrb500e螺纹钢的负偏差综合控制方法,其特征在于,所述开
轧前,将粗轧机和中轧机的辊缝值调小预设值,开轧后,再将粗轧机和中轧机的辊缝值调到实际所需值的步骤包括:开轧前,将粗轧机和中轧机的立柱销锁紧,将粗轧机和中轧机的辊缝值调小0.2mm~0.3mm,精轧机的辊缝值调小0.1mm,开轧后,再将轧机的辊缝值调到实际所需值。
技术总结
本发明的实施例提供了一种HRB500E螺纹钢的负偏差综合控制方法,涉及特轧厂技术领域。方法包括:改造精轧冷却水管,增加对轧槽的冷却速度;将螺纹钢的内径、横肋、纵肋以及孔型的尺寸设计控制在标准允许的负偏差范围内,其中,孔型横肋的高度h0=h (0.1~0.4)mm,式中,h为孔型横肋的标准高度;对螺纹钢的半成品采取负公差轧制;开轧前,将轧机的辊缝值调小预设值,开轧后,再将轧机的辊缝值调到实际所需值;控制轧机在同等速度下的流量保持不变。该控制方法能够将HRB500E螺纹钢的负偏差控制在合格范围内,提高产品的合格率和成材率。提高产品的合格率和成材率。提高产品的合格率和成材率。
技术研发人员:钱建光 陈小星 陈海明 邓智彪 谷丹 黄雪菲 钟继翀 叶锦營
受保护的技术使用者:广东韶钢松山股份有限公司
技术研发日:2022.07.27
技术公布日:2022/10/20
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。