1.本发明涉及锻压件技术领域,具体为一种大型金属锻压件。
背景技术:
2.锻压定义:对坯料施加外力,使其产生塑性变形改变尺寸、形状及性能,用以制造毛坯、机械零件的成形加工方法。是锻造与冲压的总称。锻压是锻造和冲压的合称,是利用锻压机械的锤头、砧块、冲头或通过模具对坯料施加压力,使之产生塑性变形,从而获得所需形状和尺寸的制件的成形加工方法,分类:锻压主要按成形方式和变形温度进行分类。按成形方式锻压可分为锻造和冲压两大类;按变形温度锻压可分为热锻压、冷锻压、温锻压和等温锻压等锻压。
3.现有的锻压件往往都是结构较小的零部件,并且锻压件内部结构比较简单。因此需要一种大型金属锻压件。
技术实现要素:
4.本发明的目的在于提供一种大型金属锻压件,以解决上述背景技术中提出现有的锻压件往往都是结构较小的零部件,并且锻压件内部结构比较简单的问题。
5.为实现上述目的,本发明提供如下技术方案:一种大型金属锻压件,包括件体和底座,所述的件体安装在底座上方,所述的件体整体结构为圆柱体,件体包括外壳,所述的外壳的内底部设置有底圈,所述的外壳内部中部设置有内层,所述的外壳的顶部设置有顶圈,并且顶圈与外壳为一体式结构,顶圈为圆弧型结构。
6.优选的,所述的外壳上设置有壳边,所述的壳边竖直视图为条形结构,壳边与壳边为间隔结构,所述的壳边与壳边间隔内设置有凹槽,所述的凹槽俯视为弧形结构,凹槽呈现间隔分布。
7.优选的,所述的底圈为圆弧型结构,底圈被分隔成多段,并且底圈每段上设置有条形固定件,并固定件上设置有多组焊点。
8.优选的,所述的内层与外壳内部为一体式结构,所述的内层包括筋板,筋板俯视中部呈圆形结构,所述的筋板上方设置有立板,并且立板呈阵列分布,所述的立板为三角型结构,立板与立板之间设置有开孔,开孔为椭圆形结构,并且开孔贯穿筋板。
9.优选的,所述的立板为直角三角型结构,立板的一条直角边与筋板焊接,立板的另一条直角边与外壳内壁焊接。
10.优选的,所述的底座包括连接板,连接板设置在底座的正上方,并且连接板为圆形板,所述的底圈放置在连接板上方,所述的底座的两侧设置有支撑座,支撑座正剖视为三角型结构。
11.优选的,所述的支撑座上铺设有防滑橡胶层。
12.与现有技术相比,本发明的有益效果是:该大型金属锻压件,采用了件体和外壳,外壳外部整体由锻压制成,整体结构刚性更强,并且外壳上开设有凹槽和壳边,功能性更
强,运用环境更为广泛,采用了底座,底座上通过连接板与上方的件体连接更为便捷,并且采用了支撑座,辅助支撑效果更佳,使得底座整体支撑性能更好,采用了内层,通过内层整体结构对外壳内部进行支撑,使得外壳内部得到全面支撑,使得件体整体结构更为稳定,使用寿命更长。
附图说明
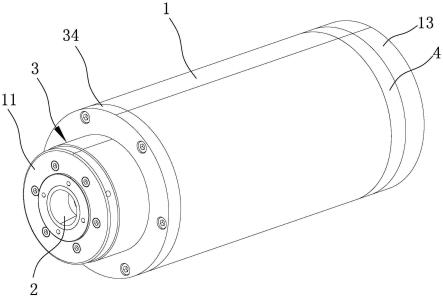
13.图1为本发明的主视结构示意图;
14.图2为本发明的俯视结构图;
15.图3为本发明的侧视结构图;
16.图4为本发明的底座结构示意图。
17.图中:1、件体;2、外壳;201、壳边;3、凹槽;4、底圈;5、内层;501、开孔;502、立板;6、筋板;7、顶圈;8、底座;9、支撑座;10、连接板。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.请参阅图1-4,本发明提供的一种实施例:一种大型金属锻压件,包括件体1和底座8,件体1安装在底座8上方,件体1整体结构为圆柱体,件体1包括外壳2,外壳2整体为一体式结构,整体结构刚性更强,外壳2的内底部设置有底圈4,底圈4对外壳2进行底部支撑,外壳2内部中部设置有内层5,内层5通过筋板6和立板502的组合对外壳2内部进行支撑,外壳2的顶部设置有顶圈7,并且顶圈7与外壳2为一体式结构,顶圈7为圆弧型结构,顶圈7用于与上方结构连接。
20.进一步,所述的外壳2上设置有壳边201,壳边201竖直视图为条形结构,壳边201与壳边201为间隔结构,壳边201与壳边201间隔内设置有凹槽3,凹槽3俯视为弧形结构,凹槽3呈现间隔分布,壳边201与凹槽3组合,功能性更强,运用环境更为广泛。
21.进一步,所述的底圈4为圆弧型结构,底圈4被分隔成多段,并且底圈4每段上设置有条形固定件,并固定件上设置有多组焊点,条形固定件与焊点组合对底圈4进行加固。
22.进一步,所述的内层5与外壳2内部为一体式结构,内层5包括筋板6,筋板6俯视中部呈圆形结构,筋板6上方设置有立板502,并且立板502呈阵列分布,立板502为三角型结构,三角型结构更为稳定,立板502与立板502之间设置有开孔501,开孔501满足实际使用需求,开孔501为椭圆形结构,并且开孔501贯穿筋板6。
23.进一步,所述的立板502为直角三角型结构,立板502的一条直角边与筋板6焊接,立板502的另一条直角边与外壳2内壁焊接。
24.进一步,所述的底座8包括连接板10,连接板10设置在底座8的正上方,并且连接板10为圆形板,圆形板复合底圈4结构,便于连接,底圈4放置在连接板10上方,底座8的两侧设置有支撑座9,支撑座9正剖视为三角型结构,支撑座9满足工人站立需求和两侧加固需求。
25.进一步,所述的支撑座9上铺设有防滑橡胶层,两侧起到防滑的效果,避免工人操
作站在该位置时滑倒。
26.工作原理:根据图1-4所示,在使用该大型金属锻压件,通过件体1和外壳2,外壳2外部整体由锻压制成,整体结构刚性更强,并且外壳2上开设有凹槽3和壳边201,功能性更强,运用环境更为广泛,通过底座8,底座8上通过连接板10与上方的件体1连接更为便捷,并且采用了支撑座9,辅助支撑效果更佳,使得底座8整体支撑性能更好,通过内层5,通过内层5整体结构对外壳2内部进行支撑,使得外壳2内部得到全面支撑,使得件体1整体结构更为稳定,使用寿命更长。
27.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种大型金属锻压件,包括件体(1)和底座(8),其特征在于:所述的件体(1)安装在底座(8)上方,所述的件体(1)整体结构为圆柱体,件体(1)包括外壳(2),所述的外壳(2)的内底部设置有底圈(4),所述的外壳(2)内部中部设置有内层(5),所述的外壳(2)的顶部设置有顶圈(7),并且顶圈(7)与外壳(2)为一体式结构,顶圈(7)为圆弧型结构。2.根据权利要求1所述的一种大型金属锻压件,其特征在于:所述的外壳(2)上设置有壳边(201),所述的壳边(201)竖直视图为条形结构,壳边(201)与壳边(201)为间隔结构,所述的壳边(201)与壳边(201)间隔内设置有凹槽(3),所述的凹槽(3)俯视为弧形结构,凹槽(3)呈现间隔分布。3.根据权利要求2所述的一种大型金属锻压件,其特征在于:所述的底圈(4)为圆弧型结构,底圈(4)被分隔成多段,并且底圈(4)每段上设置有条形固定件,并固定件上设置有多组焊点。4.根据权利要求3所述的一种大型金属锻压件,其特征在于:所述的内层(5)与外壳(2)内部为一体式结构,所述的内层(5)包括筋板(6),筋板(6)俯视中部呈圆形结构,所述的筋板(6)上方设置有立板(502),并且立板(502)呈阵列分布,所述的立板(502)为三角型结构,立板(502)与立板(502)之间设置有开孔(501),开孔(501)为椭圆形结构,并且开孔(501)贯穿筋板(6)。5.根据权利要求4所述的一种大型金属锻压件,其特征在于:所述的立板(502)为直角三角型结构,立板(502)的一条直角边与筋板(6)焊接,立板(502)的另一条直角边与外壳(2)内壁焊接。6.根据权利要求5所述的一种大型金属锻压件,其特征在于:所述的底座(8)包括连接板(10),连接板(10)设置在底座(8)的正上方,并且连接板(10)为圆形板,所述的底圈(4)放置在连接板(10)上方,所述的底座(8)的两侧设置有支撑座(9),支撑座(9)正剖视为三角型结构。7.根据权利要求6所述的一种大型金属锻压件,其特征在于:所述的支撑座(9)上铺设有防滑橡胶层。
技术总结
本发明公开了一种大型金属锻压件,包括件体和底座,件体安装在底座上方,件体整体结构为圆柱体,件体包括外壳,外壳的内底部设置有底圈,外壳内部中部设置有内层,外壳的顶部设置有顶圈,并且顶圈与外壳为一体式结构,顶圈为圆弧型结构。采用了件体和外壳,外壳外部整体由锻压制成,整体结构刚性更强,并且外壳上开设有凹槽和壳边,功能性更强,运用环境更为广泛,采用了底座,底座上通过连接板与上方的件体连接更为便捷,并且采用了支撑座,辅助支撑效果更佳,使得底座整体支撑性能更好,采用了内层,通过内层整体结构对外壳内部进行支撑,使得外壳内部得到全面支撑,使得件体整体结构更为稳定,使用寿命更长。使用寿命更长。使用寿命更长。
技术研发人员:毛胜 李友会
受保护的技术使用者:盐城胜达锻压件有限公司
技术研发日:2022.08.17
技术公布日:2022/10/18
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。