1.本发明涉及绝热层生产技术领域,尤其涉及一种梯形绝热层成型装置。
背景技术:
2.目前,用于固体火箭发动机绝热层的成型仍为手工作业方式,在成型前先找基准划线,该作业方式效率低、费时费力、定位不准确且尺寸公差难以控制,由于绝热层材质较硬,在作业时难以一次性成型下来,成型速度慢且刀具更换频率高。
技术实现要素:
3.本发明要解决的技术问题
4.本发明提供一种梯形绝热层成型装置,以解决现有手工作业方式的效率低,定位不准且尺寸公差难以控制等问题。
5.为解决技术问题本发明采用的技术方案
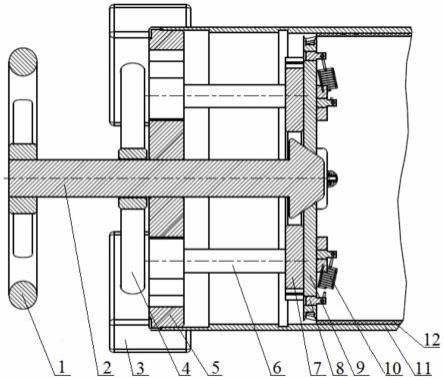
6.本发明提供的一种梯形绝热层成型装置,包括导轨i1,左旋导块2,右旋导块3,左挡板5,导轨ii6,导轨调节螺杆7,螺母i8,导槽挡板i9,导槽挡板ii10,底座11,导槽调节螺杆12,螺母ii13,螺钉14,支撑杆15,轴承i16,刀架组件17,刀架角度调节螺钉18,轴承ii19及右挡板20,所述导轨i1和导轨ii6通过导轨调节螺杆7及螺母8分别固定在底座11工作区,所述左旋导块2和右旋导块3分别与导轨i1和导轨ii6固定连接,所述左挡板5和右挡板20通过螺钉14与导轨i1和导轨ii6固定连接,所述轴承i16和轴承ii19固定在左挡板5和右挡板20上,所述支撑杆15固定在轴承i16上,所述刀架组件17分别通过左旋导块2和右旋导块3与底座11固定连接,所述导槽挡板i9和导槽挡板ii10通过导槽调节螺杆12及螺母ii13安装固定在底座11的导入区。
7.进一步地,所述导轨i和导轨ii上加工有梯形滑槽101、高度调节螺纹孔i102和挡板紧固螺纹孔i103,通过调节导轨调节螺杆7来调整导轨i1和导轨ii6的高度。
8.进一步地,该装置还包括旋转导块调节螺杆4,所述导块调节螺杆4穿过左旋导块2和右旋导块3固定在轴承ii19上,旋转导块调节螺杆调整左旋导块与右旋导块同时向外或向内运动。
9.进一步地,所述通过调节导槽调节螺杆12可调整导槽挡板i9和导槽挡板ii10之间的宽度距离。
10.进一步地,所述刀架组件17双排分布,其包括刀片紧固螺钉1701、刀片1702、切削刀刃1703和刀架1704,所述刀片1702通过刀片紧固螺钉1701固定在刀架1704上,所述切削刀刃1703为75
°
的斜面。
11.进一步地,所述的刀架组件17的开合角度a可通过刀架角度调节螺钉18来调整,其调整范围为0
°
~45
°
。
12.进一步地,所述左旋导块2上加工有梯形滑轨201、导向u形槽202、刀架紧固螺纹孔i203;及左旋螺纹孔204,所述左旋导块2前后端的梯形滑轨201与导轨i1和导轨ii6上的梯
形滑槽101配合安装。
13.进一步地,所述右旋导块3上加工有梯形滑轨301、导向u形槽302、刀架紧固螺纹孔i303及右旋螺纹孔304,所述左旋导块3前后端的梯形滑轨301与导轨i1和导轨ii6上的梯形滑槽101配合安装。
14.本发明的有益效果:
15.本发明采用了上述技术方案,精确尺寸的切削刀刃贴合绝热层切削,以实现达到所需产品尺寸和绝热层梯形要求;它具有结构简单、定位精准、使用方便、设计合理、便与制造、节约成本;能够一次性将绝热层成型到位,达到解放人力,节省时间的目的。
附图说明
16.图1为本发明一种梯形绝热层成型装置的结构示意图;
17.图2为本发明的导轨i结构示意图;
18.图3为本发明的左旋导块结构示意图;
19.图4为本发明的右旋导块结构示意图;
20.图5为本发明的底座结构示意图;
21.图6为本发明的刀架组件结构示意图;
22.图7为本发明的开合角度结构示意图。
23.图中:1-导轨i,2-左旋导块,3-右旋导块,4-导块调节螺杆,5-左挡板,6-导轨ii,7-导轨调节螺杆,8-螺母i,9-导槽挡板i,10-导槽挡板ii,11-底座,12-导槽调节螺杆,13-螺母ii,14-螺钉,15-支撑杆,16-轴承i,17-刀架组件,18-刀架角度调节螺钉,19-轴承ii,20-右挡板,101-梯形滑槽,102-高度调节螺纹孔i,103-挡板紧固螺纹孔i,201-梯形滑轨,202-导向u形槽,203-刀架紧固螺纹孔i,204-左旋螺纹孔,301-梯形滑轨,302-导向u形槽,303-刀架紧固螺纹孔ii,304-右旋螺纹孔,1101-刀架紧固螺纹孔iii,1102-高度调节螺纹孔ii,1103-导槽挡板调节螺纹孔,1701-刀片紧固螺钉,1702-刀片,1703-切削刀刃,1704-刀架。
具体实施方式
24.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
25.下面结合附图和具体实施方式对本发明作进一步说明。
26.如图1至图7所示的一种梯形绝热层成型装置,包括导轨i1;左旋导块2;右旋导块3;导块调节螺杆4;左挡板5;导轨ii6;导轨调节螺杆7;螺母i8;导槽挡板i9;导槽挡板ii10;底座11;导槽调节螺杆12;螺母ii13;螺钉14;支撑杆15;轴承i16;刀架组件17;刀架角度调节螺钉18;轴承ii19;右挡板20。
27.所述导轨i1和导轨ii6上加工有梯形滑槽101、高度调节螺纹孔i102和挡板紧固螺纹孔i103。所述导轨i1和导轨ii6通过导轨调节螺杆7和螺母i8固定在底座11上,通过调节导轨调节螺杆7可调整导轨i1和导轨ii6的高度,待调整到合适位置后通过螺母i8进行锁紧;所述左挡板5和右挡板20通过螺钉14固定在导轨i1和导轨ii6上。
28.所述轴承i16和轴承ii19固定在左挡板5和右挡板20上;所述支撑杆穿过导向u形槽202和导向u形槽302固定在轴承i16上;所述导块调节螺杆4穿过左旋螺纹孔204和右旋螺纹孔304固定在轴承ii19上,通过旋转导块调节螺杆4可调整左旋导块2与右旋导块3同时向外或向内运动,从而控制左旋导块2与右旋导块3之间的开合距离。
29.所述左旋导块2上加工有梯形滑轨201、导向u形槽202、刀架紧固螺纹孔i203;所述左旋导块2上加工有左旋螺纹孔204;所述右旋导块3上加工有梯形滑轨301、导向u形槽302、刀架紧固螺纹孔i303;所述右旋导块3上加工有右旋螺纹孔304;所述左旋导块2和右旋导块3前后两端的梯形滑轨201和梯形滑轨301分别与导轨i1和导轨ii6上的梯形滑槽101配合安装。
30.所述底座11上加工有刀架紧固螺纹孔iii1101、高度调节螺纹孔ii1102和导槽挡板调节螺纹孔1103;所述导槽挡板i9和导槽挡板ii10通过导槽调节螺杆12和螺母ii13固定在底座11上,通过调节导槽调节螺杆12可调整导槽挡板i9和导槽挡板ii10之间的宽度距离,待调整到合适位置后通过螺母ii13进行锁紧。
31.所述刀架组件17双排分布,其包括刀片紧固螺钉1701、刀片1702、切削刀刃1703和刀架1704;所述刀片1702通过刀片紧固螺钉1701固定在刀架1704上;所述刀架组件17其上端通过刀架角度调节螺钉18固定在左旋导块2上的刀架紧固螺纹孔i203和右旋导块3上的刀架紧固螺纹孔ii303,其下端通过刀架角度调节螺钉18固定在底座11上的刀架紧固螺纹孔iii;所述切削刀刃1703为75
°
的斜面。
32.所述开合角度a可通过刀架角度调节螺钉18来调整,其调整范围为0
°
~45
°
。
33.本发明的具体工作过程如下:
34.首先,依据梯形绝热层成型要求,将导槽挡板i9和导槽挡板ii10调整到绝热层合适宽度,将左旋导块2与右旋导块3调整到合适宽度,将刀架组件17调整到合适角度;然后将外形为矩形的绝热层沿着图1箭头方向伸到导槽挡板i9和导槽挡板ii10之间的槽里,矩形绝热层继续向前伸展,先通过支撑杆15进行擀压,然后通过第一组刀具a进行成型粗加工切割,继续向前通过支撑杆15进行二次擀压,最后通过第二组刀具b进行成型精加工切割,当所有的绝热层都通过后则完成梯形绝热层成型切割。
35.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。