1.本发明涉及裁剪技术领域,尤其涉及一种绝热层裁剪装置。
背景技术:
2.固体火箭发动机壳体的内绝热层包括筒体直线段、前封头段和后封头段三部分。固体火箭发动机的内绝热层是位于壳体内表面与推进剂之间的热防护材料,它可以通过自身的不断分解、烧蚀带走大部分热量以减缓燃气的高温向壳体的传播速度,避免发动机壳体在高温、高压燃气的环境下达到危机其结构完整性的温度,保证发动机的正常工作。
3.目前,用于固体火箭发动机绝热层的裁剪仍为手工作业方式,在裁剪前先找基准划线,该作业方式效率低、操作空间狭窄且复杂、费时费力、定位不准确且尺寸公差难以控制,由于绝热层材质较硬,工人在作业时难以一次性切割下来,切割速度慢且刀具更换频率高。
技术实现要素:
4.本发明要解决的技术问题
5.本发明提供了一种绝热层裁剪装置,以解决现有手工裁剪工作方式带来的工作效率低,定位不准等问题。
6.为解决技术问题本发明采用的技术方案
7.本发明提供的一种绝热层裁剪装置,包括手轮组件、螺杆、夹紧块、夹紧连杆组件、定位环、连接杆、限位板组件、销钉、切割刀具、拉簧、筒体、绝热层及锁紧螺母,所述螺杆通过夹紧连杆组件与手轮组件固定连接,所述锁紧螺母通过夹紧连杆组件将夹紧块和筒体锁紧,所述定位环通过连接杆与限位板组件相连接,所述切割刀具通过销钉及拉簧固定在限位板组件右侧,所述绝热层粘接在筒体内壁。
8.进一步地,所述手轮组件包括手轮、固定环i和四根加强杆,所述手轮通过四根加强杆与固定环i固定连接。
9.进一步地,所述夹紧块内圆弧面与筒体外径相等,夹紧块外圆弧面加工为平面。
10.进一步地,所述夹紧连杆组件包括四根夹紧连杆和固定环ii,四根夹紧连杆与固定环ii成90
°
焊接固定,夹紧连杆上加工有螺纹。
11.进一步地,所述定位环中心孔为螺纹孔,且与螺杆上的螺纹相配合,定位环上加工有四个连接杆固定孔,四个连接杆固定孔成90
°
分布,定位环上加工有四处象限对位线,四处象限对位线与固定孔中心线成45
°
分布。
12.进一步地,所述定位环上设有四个视窗口,四个视窗口成90
°
分布。
13.进一步地,所述限位板组件包括限位板和限位滑槽,限位板上固定有限位滑槽,限位滑槽成90
°
分布且上面开设有销钉安装孔i。
14.进一步地,所述切割刀具成t型状,一端为切削刀刃,其四周表面为75
°
的斜面,另一端为与中心线成60
°
的刀具锥形面,与螺杆锥面角度一致,切割刀具上开设有销钉安装孔
ii。
15.进一步地,所述绝热层粘接在筒体内壁,绝热层通过切割刀具切割后会有四个燕尾槽,每个燕尾槽中线处对应有象限符号,成90
°
分布。
16.进一步地,所述螺杆直线段上加工有螺纹,螺杆一端与中心线成60
°
锥形面。
17.本发明的有益效果
18.本发明采用了上述技术方案,精确尺寸的切削刀刃贴合绝热层切削,以实现达到所需产品尺寸要求;它具有结构简单、定位精准、使用方便、设计合理、便与制造、节约成本;能够一次性将绝热层裁剪到位,达到解放人力,节省时间的目的。
附图说明
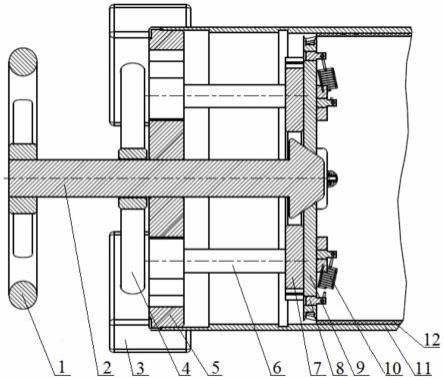
19.图1:绝热层裁剪装置的结构示意图;
20.图2:锁紧结构示意图;
21.图3:手轮组件结构示意图;
22.图4:夹紧连杆组件结构示意图;
23.图5:定位环结构示意图;
24.图6:限位板组件结构示意图;
25.图7:切割刀具结构示意图;
26.图8:绝热层切割后端部结构示意图。
27.图中:1-手轮组件,2-螺杆,3-夹紧块,4-夹紧连杆组件,5-定位环,6-连接杆,7-限位板组件,8-销钉,9-切割刀具,10-拉簧,11-筒体,12-绝热层,13-锁紧螺母,101-手轮,102-固定环i,103-加强杆,401-夹紧连杆,402-固定环ii,501-视窗口,502-连接杆固定孔,503-螺纹孔,504-象限对位线,701-限位板,702-限位滑槽,703-销钉安装孔i,901-刀具锥形面,902-销钉安装孔ii,903-切削刀刃,1201-燕尾槽,1202-象限符号。
具体实施方式
28.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
29.下面结合附图和具体实施方式对本发明作进一步说明。
30.如图1至图7所示的一种绝热层裁剪装置,包括手轮组件1、螺杆2、夹紧块3、夹紧连杆组件4、定位环5、连接杆6、限位板组件7、销钉8、切割刀具9、拉簧10、筒体11、绝热层12、锁紧螺母13。
31.手轮组件1包括手轮101、固定环i 102和加强杆103;且手轮101、固定环i 102和四根加强杆103焊接固定在一起。
32.螺杆2直线段上加工有螺纹;所述螺杆2一端与中心线成60
°
锥形面。
33.夹紧块3内圆弧面与筒体11外径相等,能够保证两者圆弧面密切配合;所述夹紧块3外圆弧面加工为平面,且平面上开设有孔,四根夹紧连杆401分别对应穿过四个夹紧块3上面的孔,然后用锁紧螺母13通过夹紧连杆401将夹紧块3和筒体11之间锁紧。
34.夹紧连杆组件4包括四根夹紧连杆401和固定环ii 402;四根夹紧连杆401和固定
环ii 402成90
°
焊接固定在一起;夹紧连杆401上加工有螺纹,与锁紧螺母13相配合使用。
35.定位环5中心孔为螺纹孔503,且与螺杆2上的螺纹相配合使用;所述定位环5上加工有四个视窗口501,四个视窗口501成90
°
分布,通过视窗口501可以清楚地看到切割刀具9和绝热层12之间的对位情况;所述定位环5上加工有四个连接杆固定孔502,四个连接杆固定孔502成90
°
分布;所述定位环5上加工有四处象限对位线504,四处象限对位线504与连接杆固定孔502的中心线成45
°
分布。
36.限位板组件7包括限位板701和限位滑槽702,限位板701上固定有限位滑槽702,限位滑槽702在限位板701上成90
°
分布,限位滑槽702上开设有销钉安装孔i 703,其为螺纹孔,将销钉8固定在销钉安装孔i 703上,用来连接拉簧10的一端。
37.切割刀具9成t型状,一端为切削刀刃903,切削刀刃903为燕尾槽1201形状,其四周表面为75
°
的斜面;所述切割刀具9另一端为与中心线成60
°
的刀具锥形面901,其与螺杆2锥面角度一致;所述切割刀具9上开设有销钉安装孔ii 902,其为螺纹孔,将销钉8固定在销钉安装孔ii 902上,用来连接拉簧10的另一端。
38.拉簧10用来连接限位滑槽702和切割刀具9,当切割刀具9完成切割后可通过拉簧10进行收回,可有效保护工人安全和刀刃。
39.绝热层12粘接在筒体11内壁,绝热层12在切割后会有四个燕尾槽1201;所述每个燕尾槽1201中线处对应有象限符号1202,四个燕尾槽1201成90
°
分布。
40.螺杆2在安装时先穿过定位环5和夹紧连杆组件4,然后螺杆2与手轮组件1焊接固定在一起;所述螺杆2、定位环5和夹紧连杆组件4焊接装配好后与限位板组件7通过连接杆6焊接固定在一起;所述切割刀具9穿过限位板701上的限位滑槽702,确保切割刀具9可以在限位滑槽702中自由移动。
41.本发明的具体工作过程如下:
42.首先,将绝热层裁剪装置伸入筒体11中,定位环5上的象限对位线504与筒体11上对应的象限对位线对齐,然后将四个夹紧块3分别穿过对应的夹紧连杆401,通过四个锁紧螺母13和四根夹紧连杆401之间的螺纹配合将夹紧块3和筒体11之间锁紧;其次,顺时针旋转手轮组件1,带动螺杆2直线运动直至与切割刀具9上的刀具锥形面901相接触,继续顺时针旋转手轮组件1,带动螺杆2继续向前直线运动,随着螺杆2前端的锥形面与刀具锥形面901切合角度越来越大,从而带动四个切割刀具9分别沿着对应的限位滑槽702滑动,当四个切割刀具9触碰到绝热层12时,继续用力顺时针旋转手轮组件1,直至将绝热层12上的燕尾槽1201形状切割出来,切割完成后逆时针旋转手轮组件1,带动螺杆2直线运动直至与切割刀具9上的刀具锥形面901之间离开,在拉簧10的作用下,将四个切割刀具9沿着对应的限位滑槽702收回,从而完成一个循环的切割。
43.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
