1.本发明涉及新能源汽车交流充电枪领域,具体为一种端子组装防水圈组装工艺。
背景技术:
2.在新能源领域,电动汽车日益进入千家万户,推动了充电领域的技术发展,尤其是充电枪的销售与技术革新,在充电枪生产中,因为安全功能的要求,需要进行多配件的组装,这就对工艺的要求提出了更高的要求,需要在生产中提高生产效率并保证产品质量的稳定性,因为端子是充电枪必备的结构配件,为了保证防水需求,必须加装防水圈实现其要求。
3.现有的很多装配方式是以手动方式将防水圈顶开并与端子进行组装的,在组装中耗时耗力,成本过高,为了解决此问题,需要将自动化工艺技术导入到此生产中,提高生产效率,降低成本,使充电枪价格降低,推动新能源的发展,为此亟需一种端子组装防水圈组装工艺。
技术实现要素:
4.基于此,本发明的目的是提供一种端子组装防水圈组装工艺,以解决现有生产的组装复杂,生产效率低,制程不良高,成本过高的技术问题。
5.为实现上述目的,本发明提供如下技术方案:一种端子组装防水圈组装工艺,包括:
6.a:依照防水圈的位置与要求设计一款可将防水圈撑开的治具;
7.b:将防水圈放置在治具上,踩动脚踏开关,大气缸作业,治具会将防水圈撑开;
8.c:将铜端子装配防水圈端放进治具内,治具会将防水圈自动套到铜端子上;
9.d:在防水圈支撑针退回,防水圈套在铜端子上后,小气缸作业,铜端子下方的端子顶针升起,将铜端子顶出,完成安装的整个过程。
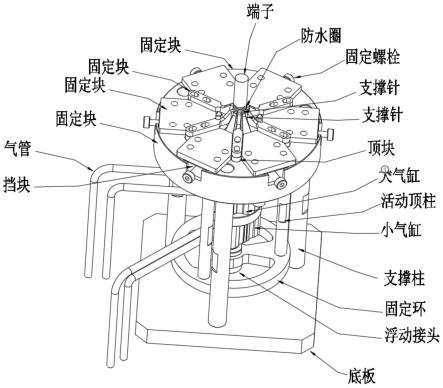
10.优选地,所述治具包括有防水圈支撑针、活动顶柱、防水圈、铜端子、大气缸、小气缸、端子顶针、端子顶块,且防水圈位于防水圈支撑针的上方,且铜端子位于防水圈的上方,所述端子顶针位于防水圈支撑针的下方,且端子顶块位于端子顶针的下方,所述活动顶柱位于端子顶块的下方,且大气缸位于活动顶柱的下方,所述小气缸位于大气缸的下方。
11.优选地,所述铜端子需求为需要防水需求的动力线端子。
12.优选地,所述防水圈,是由硅橡胶经过注塑工艺得来。
13.优选地,所述铜端子,是由精密数控车床加工得来。
14.优选地,所述防水圈为“o”形圈结构。
15.优选地,所述大气缸和小气缸的一侧皆安装有气管。
16.与现有技术相比,本发明的有益效果是:
17.1、本发明采用治具将防水圈与铜端子进行装配,减少加工时间,采用工装批量作业,制程稳定,效率高等特点,使用夹具组装相对于手工安装,生产效率提升200%以上,减
少生产不良,人工成本过高,效率过低问题。
附图说明
18.图1为本发明的治具俯视结构示意图;
19.图2为本发明的治具正视结构示意图;
20.图3为本发明的爆炸结构示意图示意图;
21.图4为本发明的作业方式示意图。
22.图中:1、防水圈支撑针;2、活动顶柱;3、防水圈;4、铜端子;5、大气缸;6、小气缸;7、端子顶针;8、端子顶块。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
24.下面根据本发明的整体结构,对其实施例进行说明。
25.实施例1
26.一种将铜端子与防水圈自动安装的装配工艺包括:
27.a:设计支撑治具,使用支撑针将o型圈有效撑开;
28.b:将铜端子放进撑开的o型圈内,脚踏开关松开后,大气缸停止工作,支撑针松开,o型圈自动套在铜端子对应的位置;
29.c:在防水圈支撑针退回,防水圈套在端子上后,小气缸作业,端子下方的端子顶针升起,将端子平顺推出,完成安装的整个过程。
30.通过该装配方式生产的端子可直接到下个工站进行组装。
31.使用治具快捷准确将防水圈与端子进行装配;解决了防水圈难装,效率低下的问题。
32.将防水圈放置在治具上,会与端子自动进行组配。
33.通过该装配方式生产的产品,现有动力端子的防水圈都可以进行o型防水圈的组装,提高了产品的适配性与提升了生产效率。
34.采用此治具将各种型号的动力铜端子与防水圈组装的方式,减少加工时间,制程稳定,效率高等特点,生产效率提升200%以上,减少生产制程安装不到位,效率低等问题。
35.本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
36.术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本发明的简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本发明保护内容的限制。
37.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种端子组装防水圈组装工艺,其特征在于,包括:a:依照防水圈的位置与要求设计一款可将防水圈撑开的治具;b:将防水圈放置在治具上,踩动脚踏开关,大气缸作业,治具会将防水圈撑开;c:将铜端子装配防水圈端放进治具内,治具会将防水圈自动套到铜端子上;d:在防水圈支撑针退回,防水圈套在铜端子上后,小气缸作业,铜端子下方的端子顶针升起,将铜端子顶出,完成安装的整个过程。2.根据权利要求1所述的一种端子组装防水圈组装工艺,其特征在于:所述治具包括有防水圈支撑针(1)、活动顶柱(2)、防水圈(3)、铜端子(4)、大气缸(5)、小气缸(6)、端子顶针(7)、端子顶块(8),且防水圈(3)位于防水圈支撑针(1)的上方,且铜端子(4)位于防水圈(3)的上方,所述端子顶针(7)位于防水圈支撑针(1)的下方,且端子顶块(8)位于端子顶针(7)的下方,所述活动顶柱(2)位于端子顶块(8)的下方,且大气缸(5)位于活动顶柱(2)的下方,所述小气缸(6)位于大气缸(5)的下方。3.根据权利要求1所述的一种端子组装防水圈组装工艺,其特征在于:所述铜端子需求为需要防水需求的动力线端子。4.根据权利要求1所述的一种端子组装防水圈组装工艺,其特征在于:所述防水圈,是由硅橡胶经过注塑工艺得来。5.根据权利要求1所述的一种端子组装防水圈组装工艺,其特征在于:所述铜端子,是由精密数控车床加工得来。6.根据权利要求1所述的一种端子组装防水圈组装工艺,其特征在于:所述防水圈为“o”形圈结构。7.根据权利要求2所述的一种端子组装防水圈组装工艺,其特征在于:所述大气缸(5)和小气缸(6)的一侧皆安装有气管。
技术总结
本发明公开了一种端子组装防水圈组装工艺,涉及新能源汽车交流充电枪领域,包括:A:依照防水圈的位置与要求设计一款可将防水圈撑开的治具;B:将防水圈放置在治具上,踩动脚踏开关,大气缸作业,治具会将防水圈撑开;C:将铜端子装配防水圈端放进治具内,治具会将防水圈自动套到铜端子上;D:在防水圈支撑针退回,防水圈套在铜端子上后,小气缸作业,铜端子下方的端子顶针升起,将铜端子顶出,完成安装的整个过程。本发明采用六撑脚方式,自动撑开防水圈,并与端子进行装配,减少加工时间,降低作业强度,采用工装批量作业,制程稳定,效率高等特点,自动化装配方式,生产效率提升,减少生产制程中装配不良,效率低下的问题。效率低下的问题。效率低下的问题。
技术研发人员:杨伟 叶宁 刘根旺 杨奕
受保护的技术使用者:苏州一航电子科技股份有限公司
技术研发日:2022.09.07
技术公布日:2022/10/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。