1.本发明涉及一种亲水涂料双层涂覆设备及其涂覆方法。
背景技术:
2.大部分的超亲水聚合物涂层虽然具有较好的柔韧性,但同时也表现出较弱的机械强度,容易遭受物理磨损和失去超亲水性能,导致使用寿命急剧缩短。
3.亲水涂料吸湿性能的增强,就造成涂覆在一些金属基材上容易发生电化学腐蚀从而破坏基材。且严重的吸湿性也会始终使这样的亲水表面存在一层薄的水膜影响光学应用和可能缩短涂层使用寿命。
4.光固化时间由于体系中使用的活性稀释剂是单官能团活性稀释剂,固化速度慢,所以液态树脂必须在uv灯下光照足够的时间才能保证不饱和双键反应完全。
5.当固化时间分别为60s和90s时,涂膜表面会发粘,耐水性差,失重率大,说明不饱和双键还没有完全反应,交联密度小。实验发现,当固化时间达到120s后,涂膜表面已经干燥硬化,单体和低聚物反应完全,再增加固化时间,涂膜的耐水性能增加不明显,所以涂膜的最佳固化时间为120s。
技术实现要素:
6.本发明设计了一种亲水涂料双层涂覆设备及其涂覆方法,其解决的技术问题是现有技术中亲水材料喷涂进行双层涂覆时,亲水材料不易固化,影响喷涂固化效率。
7.为了解决上述存在的技术问题,本发明采用了以下方案:
8.一种亲水涂料双层涂覆设备,其特征在于:包括上层传送带、下层传送带、涂覆装置、紫外线固化装置以及同步传动机构,上传送带和下传送带设置喷涂对象,喷涂对象能够通过上传送带和下传送带上移动,涂覆装置喷涂的双层亲水涂料组分相同或不同,同步传动机构能够将涂覆装置和紫外线固化装置同步移动,涂覆装置移动至下层传送带上方对喷涂对象进行亲水涂料的双层喷涂时,紫外线固化装置也移动至上层传送带上方对已经喷涂亲水涂料的喷涂对象进行紫外光固化照射;或者,涂覆装置移动至上层传送带上方对喷涂对象进行亲水涂料的双层喷涂时,紫外线固化装置也移动至下层传送带上方对已经喷涂亲水涂料的喷涂对象进行紫外光固化照射。
9.优选地,同步传动机构包括第一电机、传动齿轮、第一传动齿块以及第二传动齿块,第一电机的转轴驱动传动齿轮旋转,传动齿轮一侧与第一传动齿块啮合,传动齿轮另一侧与第二传动齿块啮合,第一电机使得第一传动齿块和第二传动齿块反向移动,第一传动齿块与紫外线固化装置连接,第二传动齿块与涂覆装置连接。
10.优选地,第一传动齿块通过第一旋转机构与紫外线固化装置连接,第一旋转机构包括第二电机、第一安装支架、第一传动皮带、第一驱动皮带轮以及第一传动皮带轮,第一安装支架与第一传动齿块连接,第一安装支架上设有第二电机和第一转轴,第二电机的转轴与第一驱动皮带轮轴孔固定连接并且带动第一驱动皮带轮旋转,第一传动皮带轮安装在
第一转轴上并且能够绕着第一转轴旋转,第一驱动皮带轮与第一传动皮带轮通过第一传动皮带连接,紫外线固化装置的u型连接部两臂分别与第一传动皮带轮的顶面与底面连接;第二电机工作能够使得紫外线固化装置旋转。
11.优选地,紫外线固化装置在上层传送带和下层传送带之间移动时,紫外线固化装置与第一安装支架形成
°
夹角,紫外线固化装置对上层传送带或下层传送带上的喷涂对象进行紫外光固化照射时,紫外线固化装置与第一安装支架形成
°
夹角。
12.优选地,第二传动齿块通过第二旋转机构与涂覆装置连接,第二旋转机构包括第三电机、第二安装支架、第二传动皮带、第二驱动皮带轮以及第二传动皮带轮,第二安装支架与第二传动齿块连接,第二安装支架上设有第三电机和第二转轴,第三电机的转轴与第二驱动皮带轮轴孔固定连接并且带动第二驱动皮带轮旋转,第二传动皮带轮安装在第二转轴上并且能够绕着第二转轴旋转,第二驱动皮带轮与第二传动皮带轮通过第二传动皮带连接,涂覆装置的u型连接部两臂分别与第二传动皮带轮的顶面与底面连接;第三电机工作能够使得涂覆装置旋转90
°
。
13.优选地,涂覆装置在上层传送带和下层传送带之间移动时,涂覆装置与第二安装支架形成180
°
夹角,涂覆装置对上层传送带或下层传送带上的喷涂对象进行喷涂亲水涂料时,涂覆装置与第二安装支架形成90
°
夹角。
14.优选地,上层传送带包括第一上传送带和第二上传送带,下层传送带包括第一下传送带和第二下传送带,第一上传送带位于第一下传送带正上方,第二上传送带位于第二下传送带正上方;两个第一传送带和两个第二传送带之间存在空隙供涂覆装置和紫外线固化装置上下移动。
15.优选地,第一传动齿块的两端分别被两个导向块进行限位确保做垂直方向的直线移动,第二传动齿块的两端分别被两个导向块进行限位确保做垂直方向的直线移动。
16.本发明亲水涂料双层涂覆设备的涂覆方法,包括以下步骤:
17.步骤1、上传送带设置已经喷涂亲水涂料的喷涂对象,下传送带设置未喷涂亲水涂料的喷涂对象;
18.步骤2、涂覆装置与第二安装支架形成180
°
夹角使得涂覆装置垂直移动过程中不会被传送带阻挡,紫外线固化装置与第一安装支架形成180
°
夹角得紫外线固化装置垂直移动过程中不会被传送带阻挡;
19.步骤3、同步传动机构驱使涂覆装置移动至下层传送带上方,紫外线固化装置同步也移动至上层传送带上方;
20.步骤4、紫外线固化装置与第一安装支架形成90
°
夹角,紫外线固化装置对上层传送带上的喷涂对象进行紫外光固化照射;涂覆装置与第二安装支架形成90
°
夹角,涂覆装置对下层传送带上的喷涂对象进行喷涂亲水涂料;
21.步骤5、上传送带移动过程中使得喷涂对象不同部位被紫外线固化装置进行照射,下传送带移动过程中使得喷涂对象不同部位被亲水涂料进行双层喷涂。
22.步骤6、将被紫外线固化装置固化完毕的喷涂对象移离上传送带上,在上传送带上设置未喷涂亲水涂料的喷涂对象;
23.步骤7、重复步骤2;
24.步骤8、同步传动机构驱使涂覆装置移动至上层传送带上方,紫外线固化装置同步
也移动至下层传送带上方;
25.步骤9、紫外线固化装置与第一安装支架形成90
°
夹角,紫外线固化装置对下层传送带上的喷涂对象进行紫外光固化照射;涂覆装置与第二安装支架形成90
°
夹角,涂覆装置对上层传送带上的喷涂对象进行喷涂亲水涂料;
26.步骤10、下传送带移动过程中使得喷涂对象不同部位被紫外线固化装置进行照射,上传送带移动过程中使得喷涂对象不同部位被亲水涂料进行双层喷涂;
27.步骤11、重复步骤1-10。
28.该亲水涂料双层涂覆设备及其涂覆方法具有以下有益效果:
29.(1)本发明克服了亲水涂料固化时间长导致涂覆效率低下,使得喷涂和固化同步进行大大提高涂覆效率,也改变了传统的先喷涂完再固化的模式,并且通过紫外线进行固化的效果更佳。
30.(2)本发明通过同步传动机构使得喷涂装置和紫外线固化装置能够在不同层的传送带上始终工作,并且鉴于紫外线照射时间较长,采用双层喷涂的模式,使得喷涂层的质量更好,机械性能更佳。
31.(3)本发明同步传动机构使得喷涂和固化实现自动化,减少人力成本,并且喷涂和固化质量得到保障。
附图说明
32.图1:本发明亲水涂料双层涂覆设备第一工作状态示意图;
33.图2:图1中双层传送带示意图;
34.图3:本发明亲水涂料双层涂覆设备第二工作状态示意图;
35.图4:图3中双层传送带示意图;
36.图5:本发明亲水涂料双层涂覆设备第三工作状态示意图;
37.图6:图5中双层传送带示意图;
38.图7:本发明中同步传动机构的第一工作状态示意图;
39.图8:本发明中同步传动机构的第二工作状态示意图;
40.图9:本发明中传动齿条限位结构示意图;
41.图10:本发明中第一传动皮带轮与紫外线固化装置连接示意图;
42.图11:本发明中第二传动皮带轮与涂覆装置连接示意图。
43.附图标记说明:
44.11—第一上传送带;12—第二上传送带;21—第一下传送带;22—第二下传送带;3—同步传动机构;30—第一电机;31—第一旋转机构;32—紫外线固化装置;321—u型连接部;33—第一传动齿块;34—第二电机;35—第一安装支架;36—第一传动皮带;37—第一驱动皮带轮;38—第一传动皮带轮;39—传动齿轮;311—导向块;
45.41—第二旋转机构;42—涂覆装置;421—u型连接部;43—第二传动齿块;44—第三电机;45—第二安装支架;46—第二传动皮带;47—第二驱动皮带轮;48—第二传动皮带轮。
具体实施方式
46.下面结合图1至图11,对本发明做进一步说明:
47.如图1所示,一种亲水涂料双层涂覆设备,包括上层传送带、下层传送带、涂覆装置42、紫外线固化装置32以及同步传动机构3,上传送带和下传送带设置喷涂对象,喷涂对象能够通过上传送带和下传送带移动,同步传动机构3能够将涂覆装置42和紫外线固化装置32同步移动,涂覆装置42移动至下层传送带上方对喷涂对象进行亲水涂料的双层喷涂时,紫外线固化装置32也移动至上层传送带上方对已经喷涂亲水涂料的喷涂对象进行紫外光固化照射;或者,涂覆装置42移动至上层传送带上方对喷涂对象喷涂亲水涂料时,紫外线固化装置32也移动至下层传送带上方对已经喷涂亲水涂料的喷涂对象进行紫外光固化照射。
48.本发明亲水涂料双层涂覆设备的涂覆方法,工作原理如下:
49.步骤1、上传送带设置已经喷涂亲水涂料的喷涂对象,下传送带设置未喷涂亲水涂料的喷涂对象。
50.步骤2、涂覆装置42与第二安装支架45形成180
°
夹角使得涂覆装置42垂直移动过程中不会被传送带阻挡,紫外线固化装置32与第一安装支架35形成180
°
夹角得紫外线固化装置32垂直移动过程中不会被传送带阻挡。
51.步骤3、同步传动机构3驱使涂覆装置42移动至下层传送带上方,紫外线固化装置32同步也移动至上层传送带上方,如图1和图2所示。
52.步骤4、紫外线固化装置32与第一安装支架35形成90
°
夹角,紫外线固化装置32对上层传送带上的喷涂对象进行紫外光固化照射;涂覆装置42与第二安装支架45形成90
°
夹角,涂覆装置42对下层传送带上的喷涂对象进行喷涂亲水涂料;
53.步骤5、上传送带移动过程中使得喷涂对象不同部位被紫外线固化装置32进行照射,下传送带移动过程中使得喷涂对象不同部位被亲水涂料进行双层喷涂。
54.步骤6、将被紫外线固化装置32固化完毕的喷涂对象移离上传送带上,在上传送带上设置未喷涂亲水涂料的喷涂对象;
55.步骤7、涂覆装置42与第二安装支架45形成180
°
夹角使得涂覆装置42垂直移动过程中不会被传送带阻挡,紫外线固化装置32与第一安装支架35形成180
°
夹角得紫外线固化装置32垂直移动过程中不会被传送带阻挡,如图3和图4所示。
56.步骤8、同步传动机构3驱使涂覆装置42移动至上层传送带上方,紫外线固化装置32同步也移动至下层传送带上方。
57.步骤9、紫外线固化装置32与第一安装支架35形成90
°
夹角,紫外线固化装置32对下层传送带上的喷涂对象进行紫外光固化照射;涂覆装置42与第二安装支架45形成90
°
夹角,涂覆装置42对上层传送带上的喷涂对象进行喷涂亲水涂料,如图5和图6所示。
58.步骤10、下传送带移动过程中使得喷涂对象不同部位被紫外线固化装置32进行照射,上传送带移动过程中使得喷涂对象不同部位被亲水涂料进行双层喷涂。
59.步骤11、重复步骤1-10。
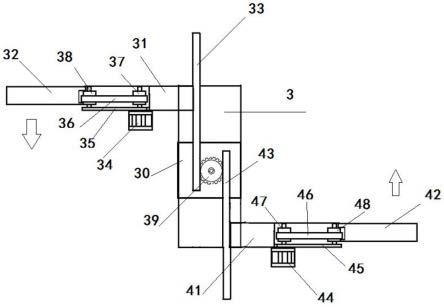
60.如图7和图8所示,同步传动机构3包括第一电机30、传动齿轮39、第一传动齿块33以及第二传动齿块43,第一电机30的转轴驱动传动齿轮39旋转,传动齿轮39一侧与第一传动齿块33啮合,传动齿轮39另一侧与第二传动齿块43啮合,第一电机30使得第一传动齿块33和第二传动齿块43反向移动,第一传动齿块33与紫外线固化装置32连接,第二传动齿块
43与涂覆装置42连接。
61.第一传动齿块33通过第一旋转机构31与紫外线固化装置32连接,第一旋转机构31包括第二电机34、第一安装支架35、第一传动皮带36、第一驱动皮带轮37以及第一传动皮带轮38,第一安装支架35与第一传动齿块33连接,第一安装支架35上设有第二电机34和第一转轴,第二电机34的转轴与第一驱动皮带轮37轴孔固定连接并且带动第一驱动皮带轮37旋转,第一传动皮带轮38安装在第一转轴上并且能够绕着第一转轴旋转,第一驱动皮带轮37与第一传动皮带轮38通过第一传动皮带36连接,如图10所示,紫外线固化装置32的u型连接部321两臂分别与第一传动皮带轮38的顶面与底面连接;第二电机34工作能够使得紫外线固化装置32旋转。
62.紫外线固化装置32在上层传送带和下层传送带之间移动时,紫外线固化装置32与第一安装支架35形成180
°
夹角,紫外线固化装置32对上层传送带或下层传送带上的喷涂对象进行紫外光固化照射时,紫外线固化装置32与第一安装支架35形成90
°
夹角。
63.第二传动齿块43通过第二旋转机构41与涂覆装置42连接,第二旋转机构41包括第三电机44、第二安装支架45、第二传动皮带46、第二驱动皮带轮47以及第二传动皮带轮48,第二安装支架45与第二传动齿块43连接,第二安装支架45上设有第三电机44和第二转轴,第三电机44的转轴与第二驱动皮带轮47轴孔固定连接并且带动第二驱动皮带轮47旋转,第二传动皮带轮48安装在第二转轴上并且能够绕着第二转轴旋转,第二驱动皮带轮47与第二传动皮带轮48通过第二传动皮带46连接,如图11所示,涂覆装置42的u型连接部421两臂分别与第二传动皮带轮48的顶面与底面连接;第三电机44工作能够使得涂覆装置42旋转90
°
。
64.涂覆装置42在上层传送带和下层传送带之间移动时,涂覆装置42与第二安装支架45形成180
°
夹角,涂覆装置42对上层传送带或下层传送带上的喷涂对象进行喷涂亲水涂料时,涂覆装置42与第二安装支架45形成90
°
夹角。
65.上层传送带包括第一上传送带11和第二上传送带12,下层传送带包括第一下传送带21和第二下传送带22,第一上传送带11位于第一下传送带21正上方,第二上传送带12位于第二下传送带22正上方;两个第一传送带和两个第二传送带之间存在空隙供涂覆装置42和紫外线固化装置32上下移动。
66.如图9所述,第一传动齿块33的两端分别被两个导向块311进行限位确保做垂直方向的直线移动,第二传动齿块43的两端分别被两个导向块进行限位确保做垂直方向的直线移动。
67.上面结合附图对本发明进行了示例性的描述,显然本发明的实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。