一种cnc自动加工定位装置
技术领域
1.本实用新型涉及cnc定位装置技术领域,尤其涉及一种cnc自动加工定位装置。
背景技术:
2.现有的cnc加工定位装置,在加工定位玻璃产品时,多是通过人工定位玻璃产品,具体是采用靠角的方式将玻璃产品放置在cnc加工位置中心。如此操作,耗时费力,工作效率低,很难保证将多个玻璃产品定位在统一的加工位置,进而无法保证对玻璃产品的加工精度。
3.授权公告号为cn212145457u的中国专利公开了一种cnc自动加工定位装置,在定位产品时,作业员先把产品放置在上底板上的产品放置区域,通过动力件带动活动板向上运动,迫使活动杆在锁紧件的作用下沿弧形孔由上至下运动,由于弧形孔由上至下与定位柱中心轴线间的水平距离逐渐增大,又立板可滑动设置在活动板上,使得立板沿开口槽向产品移动,即通过活动杆与弧形孔配合实现立板在上升的同时向产品靠拢,六个定位柱之间形成用于固定产品的定位空间,实现对产品自动定位。
4.但是上述已公开方案存在如下不足之处:六个定位柱的移动距离比例为定值,因此要求所加工的工件到定位柱的距离也必须是定比例数值,如果工件尺寸不符合要求,六个定位柱在移动夹紧过程中就很容易夹坏工件,特别是玻璃产品,很容易导致产品碎裂。
技术实现要素:
5.本实用新型目的是针对背景技术中存在的问题,提出一种能快速夹紧且不损伤工件的cnc自动加工定位装置。
6.本实用新型的技术方案:一种cnc自动加工定位装置,包括底板、筒体、渐变导向块、载物板、滑板a和夹紧组件;夹紧组件包括固定板、夹板、弹簧b和支撑块;
7.底板底部设置电机a,电机a的输出轴与筒体底部封闭端外壁连接,筒体转动设置在底板上;渐变导向块在筒体内壁上等距设置多组,渐变导向块在顺时针方向上距离筒体轴线距离逐渐减小;载物板底部设置多组支撑柱b,支撑柱b底部与底板顶部连接,载物板上沿圆周方向设置多组供滑板a穿过的避让槽;滑板a滑动设置在载物板上,滑板a底部插入筒体内并与渐变导向块的渐变弧形面接触,滑板a设置多组;
8.固定板设置在载物板上,固定板朝向滑板a的端面上设置弹簧a,弹簧a端部与滑板a连接;滑板a背向固定板的端面上设置导向筒,导向筒内周壁上滑动设置滑板b,滑板a上设置有带动滑板b滑动的夹紧力调整组件;夹板上设置多组导向杆,导向杆穿过滑板b,夹板和滑板b之间通过弹簧b连接;支撑块设置在滑板b上,支撑块上设置压力传感器;夹紧组件设置多组;底板上设置控制系统。
9.优选的,底板底部设置多组支撑柱a。
10.优选的,底板底部设置防护罩a,电机a位于防护罩a内。
11.优选的,滑板a上设置滑块,载物板底部设置滑轨,滑块配合插入滑轨内。
12.优选的,夹紧力调整组件包括电机b和螺杆;电机b设置在滑板a朝向固定板的端面上,弹簧a端部与电机b连接,电机b的输出轴与螺杆连接,螺杆穿过滑板a和滑板b,滑板b上设置有与螺杆配合的螺纹孔。
13.优选的,滑板a朝向固定板的端面上设置防护罩b,电机b位于防护罩b内,弹簧a端部与防护罩b连接。
14.优选的,滑板a设置四组,四组滑板a分别位于待定位工件四周。
15.与现有技术相比,本实用新型具有如下有益的技术效果:将代加工工件放置在载物板上使其位于多组夹板之间,电机a工作带动筒体转动,在渐变导向块的作用下,多组滑板a同时向工件移动,夹板接触工件后继续移动,弹簧b受压收缩,夹板与压力传感器接触,压力传感器实时检测压力值大小,当压力值过大时夹紧力调整组件工作带动滑板b朝远离夹板的方向移动,直到压力测量值在设定范围内,多组压力传感器的压力值均在设定范围内后,电机a停止工作。电机a工作即可带动多组滑板a同步移动,靠多组夹板快速将工件定位夹紧,定位效率高,且通过弹簧b和夹紧力调整组件能动态调整夹板对工件的挤压力,保证挤压力在合理的设定范围内,能有效防止夹板对工件造成的损伤。
附图说明
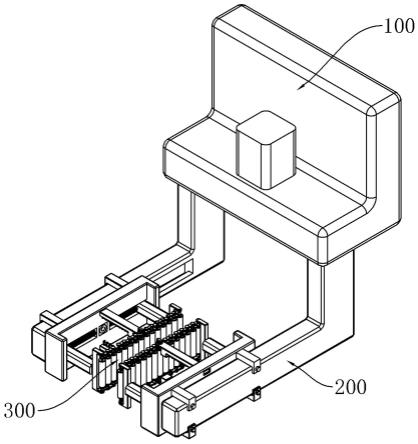
16.图1为本实用新型一种实施例的结构示意图;
17.图2为图1的俯视剖视图;
18.图3为夹紧组件的结构示意图;
19.图4为夹紧组件的剖视图的局部示意图。
20.附图标记:1、底板;2、支撑柱a;3、防护罩a;4、筒体;5、渐变导向块;6、载物板;7、避让槽;8、滑板a;9、滑块;10、滑轨;11、固定板;12、弹簧a;13、防护罩b;14、电机b;15、螺杆;16、滑板b;17、导向杆;18、夹板;19、弹簧b;20、支撑块;21、压力传感器;22、支撑柱b。
具体实施方式
21.实施例一
22.如图1-4所示,本实用新型提出的一种cnc自动加工定位装置,包括底板1、筒体4、渐变导向块5、载物板6、滑板a8和夹紧组件;夹紧组件包括固定板11、夹板18、弹簧b19和支撑块20;
23.底板1底部设置多组支撑柱a2,底板1底部设置电机a,电机a的输出轴与筒体4底部封闭端外壁连接,底板1底部设置防护罩a3,电机a位于防护罩a3内,筒体4转动设置在底板1上;渐变导向块5在筒体4内壁上等距设置多组,渐变导向块5在顺时针方向上距离筒体4轴线距离逐渐减小;载物板6底部设置多组支撑柱b22,支撑柱b22底部与底板1顶部连接,载物板6上沿圆周方向设置多组供滑板a8穿过的避让槽7;滑板a8滑动设置在载物板6上,滑板a8上设置滑块9,载物板6底部设置滑轨10,滑块9配合插入滑轨10内,滑板a8滑动方向为靠近或远离筒体4轴线,滑板a8底部插入筒体4内并与渐变导向块5的渐变弧形面接触,滑板a8设置多组;
24.固定板11设置在载物板6上,固定板11朝向滑板a8的端面上设置弹簧a12,弹簧a12端部与滑板a8连接;滑板a8背向固定板11的端面上设置导向筒,导向筒内周壁上滑动设置
滑板b16,滑板a8上设置有带动滑板b16滑动的夹紧力调整组件;夹板18上设置多组导向杆17,导向杆17穿过滑板b16,夹板18和滑板b16之间通过弹簧b19连接;支撑块20设置在滑板b16上,支撑块20朝向夹板18的端面上设置压力传感器21;夹紧组件设置多组;底板1上设置控制系统,控制系统与电机a、电机b14以及夹紧力调整组件均控制连接,控制系统与压力传感器21电性连接。
25.本实施例中,将代加工工件放置在载物板6上使其位于多组夹板18之间,电机a工作带动筒体4转动,在渐变导向块5的作用下,多组滑板a8同时向工件移动,夹板18接触工件后继续移动,弹簧b19受压收缩,夹板18与压力传感器21接触,压力传感器21实时检测压力值大小,当压力值过大时夹紧力调整组件工作带动滑板b16朝远离夹板18的方向移动,直到压力测量值在设定范围内,多组压力传感器21的压力值均在设定范围内后,电机a停止工作。本实施例中,电机a工作即可带动多组滑板a8同步移动,靠多组夹板18快速将工件定位夹紧,定位效率高,且通过弹簧b19和夹紧力调整组件能动态调整夹板18对工件的挤压力,保证挤压力在合理的设定范围内,能有效防止夹板18对工件造成的损伤。
26.实施例二
27.如图3-4所示,本实用新型提出的一种cnc自动加工定位装置,相较于实施例一,夹紧力调整组件包括电机b14和螺杆15;电机b14设置在滑板a8朝向固定板11的端面上,电机b14的输出轴与螺杆15连接,螺杆15穿过滑板a8和滑板b16,滑板b16上设置有与螺杆15配合的螺纹孔。滑板a8朝向固定板11的端面上设置防护罩b13,电机b14位于防护罩b13内,弹簧a12端部与防护罩b13连接。
28.本实施例中,当压力传感器21测定压力值过大时,电机b14带动螺杆15转动,使滑板b16朝远离夹板18的方向移动来动态平衡挤压力,防止挤压力过大损伤工件。
29.实施例三
30.如图1-2所示,本实用新型提出的一种cnc自动加工定位装置,相较于实施例一,滑板a8设置四组,四组滑板a8分别位于待定位工件四周。四组滑板a8分别从工件的四个侧面对工件进行夹紧,夹紧可靠牢固。
31.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本实用新型宗旨的前提下还可以作出各种变化。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。