1.本发明涉及卷烟生产设备技术领域,尤其涉及一种应用于卷烟设备的搓板。
背景技术:
2.zj17卷烟设备的烟支搓接成形系统主要是由搓接鼓轮、搓板和启动块等组成,搓接成形系统的作用是使水松纸包裹“烟组”,从而形成双倍滤嘴烟支。“烟组”在搓板上搓接时,加热的搓板(225℃)使水松纸片上的胶液即时烫干。搓板与搓接鼓轮的间隙一定(烟支直径加0.4mm),由于不同品牌的水松纸规格不一样,其水松纸厚度也不一样,常规水松纸厚度为0.05~0.10mm,所以在搓接过程中,中间粘有水松纸的烟支直径比前后端的烟支直径大0.1~0.2mm,当粘有乳胶的水松纸刚被启动块刮下准备搓接时,由于还未被乳胶粘牢的水松纸率先接触条纹搓板时产生撞击,所以极易发生扭曲或粘接不牢等现象,造成水松纸飞边、泡皱等质量缺陷产品;另外,启动块与搓接之间具有高度差,此高度差易使水松纸刚落到搓板上产生滑移错位,造成搓接不良,产生水松纸皱纹。
技术实现要素:
3.本发明提供了一种应用于卷烟设备的搓板,以解决上述技术问题。
4.本发明采用的技术方案是:提供一种应用于卷烟设备的搓板,包括搓板本体和启动块,所述搓板一端为搓板后缘,另一端为搓板前缘,所述搓板后缘与搓板前缘之间的上表面为向下弯曲的弧面,所述搓板本体上表面的弧面上设置有条形齿纹,所述启动块通过螺钉安装在所述搓板前缘侧壁,所述启动块顶端高于搓板本体上表面的弧面,用于将双倍烟支从搓接鼓轮上刮下;所述搓板本体下表面设置有与搓板底座进行安装的安装部;在距所述搓板前缘12.1mm处设置有腰形槽。
5.进一步的,所述腰形槽的长度为46mm,宽度为5mm,深度为0.5mm。
6.进一步的,所述搓板本体上表面的弧面上的条形齿纹宽度为90-92mm。
7.进一步的,所述搓板本体上设置有温度传感器和两根加热管。
8.进一步的,所述搓板本体上表面的弧面上设置有两根平行于条形齿纹的镶条。
9.进一步的,所述镶条高于所述搓板本体上表面的弧面0.1-0.2mm。
10.本发明的有益效果是:本发明在搓板前缘12.1mm处铣一个腰槽,可防止水松纸撞击搓板时发生移位,从而使得烟支的缺陷率显著降低,不仅提升了水松纸搓接质量,还提升了设备运行效率,具有优异的效果。
附图说明
11.图1为现有技术中烟支搓接成形系统的结构示意图;
12.图2为现有技术中搓接过程示意图;
13.图3为烟组的结构示意图;
14.图4为现有技术中搓接鼓轮与搓板之间间距示意图;
15.图5为现有技术中启动块安装在搓板上的正视图;
16.图6为现有技术中搓板的结构示意图;
17.图7为现有技术中搓板的俯视图;
18.图8为本发明中的启动块安装在搓板上的正视图;
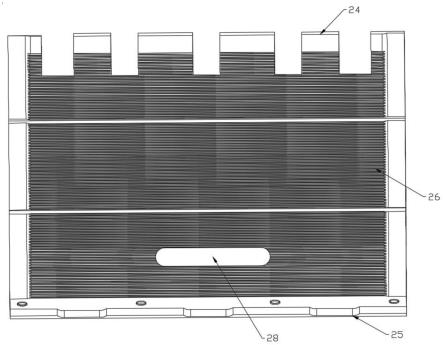
19.图9为本发明中的搓板的结构示意图;
20.图10为本发明中的搓板的俯视图。
21.附图标记:1-搓接鼓轮,2-搓板,20-搓板本体,21-加热管,22-温度传感器,23-安装部,24-搓板后缘,25-搓板前缘,26-条形齿纹,27-镶条,28-腰型槽,3-启动块,4-气缸,5-归位鼓轮,6-螺钉,7-双倍烟支,8-水松纸。
具体实施方式
22.为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步详细描述,但本发明的实施方式不限于此。
23.双倍烟支7:没有粘贴水松纸8的双倍长烟支;
24.烟组:双倍烟支7粘贴在一面有胶水的水松纸8状态下的烟支;
25.双倍滤嘴烟支:经过搓接成型后的双倍长烟支。
26.为了详细说明本实施例的搓板的结构及效果,本实施例先对烟组的搓接过程及原理予以说明。
27.参见图1-3,搓接鼓轮1从靠拢鼓轮处接收粘有水松纸8的“烟组”时,此时水松纸8和“烟组”的状态如图3所示,水松纸8一面粘有胶水,“烟组”粘在平铺的水松纸8的一端,搓接鼓轮1外圆面上气孔将水松纸8平铺在带直纹的外圆面上,“烟组”卡在搓接鼓轮1的轮槽中。搓板通过两颗m6螺钉固定在搓板底座上,“烟组”进入搓接工作位置时,启动块3将“烟组”从轮槽中带出,并使“烟组”在搓接鼓轮1圆弧面与搓板之间滚动(搓接过程无吸风),加热的搓板使水松纸8上的胶水即时烫干,让水松纸8将“烟组”紧密包裹黏合形成双倍滤嘴烟支,成形后的双倍滤嘴烟支在归位鼓轮5的辅助作用下落入轮槽。
28.参见图1,气缸4将搓板2推向或推离搓接鼓轮1,搓板2的运动必须柔和以防止冲击跑位,调节节流阀可以调节搓板的上/下行速度。搓接鼓轮1内的配气座控制搓接鼓轮1的吸风范围,使搓接鼓轮1表面的吸风靠近搓板时停止,离开时搓板接通。搓板2与搓接鼓轮1轮槽的间隙调整要求,通过烟支直径0.4mm的圆柱量棒加以测量。搓板处有一阻尼检测器和温度传感器22。阻尼检测器作用是检测搓板前端的烟支堵塞情况,若堵塞将发生故障停机;温度传感器22的作用是加热搓板2并保持搓板处于225℃,使接装纸片上的胶水即时烫干。
29.进行搓接时,启动块3刮下烟支时,由于搓接鼓轮1顺时针旋转,而搓板2不动,刮下的烟支将逆时针旋转,由于粘有水松纸的地方比双倍烟支的前后两端要厚一点,此时烟支的a点位置(水松纸和双倍烟支粘合的边缘)率先接触搓板上的条形齿纹,从而出现问题一:由于还未被乳胶粘牢的水松纸8率先接触条纹搓板时产生撞击,所以极易发生扭曲或粘接不牢等现象,造成水松纸8飞边、泡皱等质量缺陷产品。
30.另外,参见图4,由于搓板2与搓接鼓轮1轮槽间隙为烟支 0.4mm,而启动块3与搓接鼓轮1轮槽间隙为烟支直径减0.7mm,烟支刮下的距离为0.4 0.7=1.1mm(即启动块3高于搓板本体20上表面的弧面1.1mm),即意味烟支落下的高度1.1mm。以烟支直径7.8mm为例,启动
块3与搓接鼓轮1轮槽间隙为7.1mm,搓接鼓轮1轮槽与搓板之间的间隙为8.2mm,从而形成了1.1mm的高度差,从而出现问题二:此高度差易使水松纸8刚落到搓板上产生滑移错位,造成搓接不良,产生水松纸8皱纹。
31.由于上述两个问题的存在,经过统计发现zj17卷烟机水松纸8皱纹烟支缺陷率如下表:
[0032][0033]
从上表中可以看出,zj17卷烟机水松纸8皱纹平均缺陷率为1.46%,为烟支外观质量缺陷的主要原因,严重影响了zj17卷烟机的产品质量,亟需寻找降低水松纸8皱纹缺陷率的方法。
[0034]
现有的搓板结构如图5-7所示,参见图8-10,本实施例设计一种新的搓板,
[0035]
搓板本体20的左端为搓板后缘24,用于辅助后续的归位鼓轮5传递组烟;搓板本体20的右端为搓板前缘25,其上具有螺纹孔;搓板前缘25和搓板后缘24之间的上表面为向下弯曲的弧面,该弧面的弧度等于搓接鼓轮1的弧度;弧面上设置有条形齿纹26,用于在搓接烟组的过程中提供摩擦力;搓板本体底部(即下表面)设置有与搓板底座进行安装的安装部,安装部上设置有螺纹孔。
[0036]
通过对水松纸8的搓接位置进行比对,可以发现距离搓板前端12.1mm处即为水松纸8撞击搓板的位置,12.1mm大致是双倍烟支周长的一半,也就是双倍烟支逆时针旋转半圈后水松纸会接触搓板条形齿纹。为此,本实施例在距所述搓板前缘12.1mm处设置有腰形槽28,所述腰形槽28的长度为46mm,宽度为5mm,深度为0.5mm。由于腰型槽28具有一定的深度,从而可以避免水松纸8与搓板本体20上的条形齿纹撞击。由于腰型槽28的宽度大于水松纸的宽度,因此即便粘有水松纸的烟支产生了微小的滑移,水松纸也不会与搓板直接接触。
[0037]
现有的搓板前缘25与搓板后缘24之间弧面的宽度为75mm,其中条形齿纹26宽度为63mm(搓板后缘24端部无条形齿纹),烟组在搓板处搓接2.5圈,为了使水松纸8搓接质量得到保障,本实施例相较于原有的搓板本体20弧面增加了27-29mm,条形齿纹26宽度为90-92mm,从而使得烟组在搓板上能搓接3.5圈。
[0038]
现有的搓板上仅设置了一个镶条,镶条安装在搓板本体20上表面设置的凹槽中,本实施例的搓板加长了27-29mm后,将镶条27增加至两根,所述镶条高于所述搓板本体上表面的弧面0.1-0.2mm。镶条27的设置使得水松纸在此翻滚,从而能更好的便于水松纸搓接。由于搓板本体长度增加,因此本实施例将与搓接底座的安装部设置在搓板本体的底部。
[0039]
考虑到原搓板采用了一根加热管21,可能局部温度过高,影响产品质量,为此,可
以将搓板安装两根加热管21,便于将搓板均匀加热,同时在搓板底部设计了隔热垫,防止热量流失。
[0040]
通过上述设计,将本实施例的搓板安装在卷烟机上后,统计了zj17卷烟机水松纸8皱纹烟支缺陷率,见下表:
[0041][0042]
改装后的搓板使得烟支的缺陷率显著降低,不仅提升了水松纸8搓接质量,还提升了设备运行效率,具有优异的效果。
[0043]
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。