1.本发明涉及焊接检测领域,尤其涉及对不同焊接类型焊点进行点焊质量检测的方法及系统。
背景技术:
2.电阻点焊技术因其成本低廉、工艺技术成熟,在汽车车身制造过程中得以广泛应用,但是,焊点熔核的形成过程复杂,与诸多因素相关,相关因素有:工艺参数(焊接电流、焊接时间、焊接压力等)、板材状态(板材表面污染、板材搭接不良)、设备状态(设备故障)、冷却水(水流量、水温度)、焊接姿态(垂直度、咬边、分流)等,众多因素的随机变化造成焊点质量的不稳定。目前,实际工况中对于焊点质量的检查主要依靠人工识别,识别焊接质量手段有:目视检查、凿检、破检、超声波探测等。
3.但是目视只能根据焊点外观推测焊点质量,准确性不能保证,凿检、破检、磁探测等检测需产品离线,时间很长,人工成本很高;且属于抽检方法,抽检比例很低;此外破检对零件造成损毁,增加检测成本;不能有针对性地对不同类型、不同分布特征的焊点进行分析,不能快速得出结论,对人员要求较高,且不同人员评判标准不一致导致结果偏差。因此急需设计一种对不同焊接类型焊点进行点焊质量检测和评估的方法。
技术实现要素:
4.本发明主要目的在于提供一种对不同焊接类型焊点进行点焊质量检测的方法及系统,可是直接根据焊点的特征值
5.本发明所采用的技术方案是:
6.提供一种对不同焊接类型焊点进行点焊质量检测的方法,包括以下步骤:
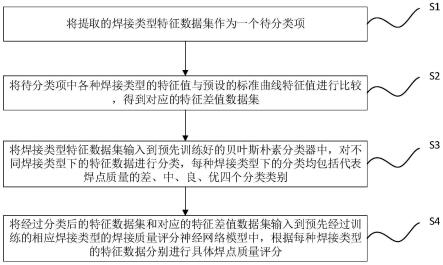
7.s1、将提取的焊接类型特征数据集x
t
={a1,a2,...,am}作为一个待分类项,其中t=(1,2,3,...,k),分别代表k种不同的焊接类型特征数据集,am为特征数据集的第m个焊点数据,am={f1,...,fn},fn为am焊点在焊接过程的第n个特征数据,k、m、n均为自然数;
8.s2、将待分类项中各种焊接类型焊点的特征值与预设的标准曲线特征值进行比较,得到对应的特征差值数据集;
9.s3、将焊接类型特征数据集x
t
输入到预先训练好的贝叶斯朴素分类器中,对不同焊接类型下的特征数据进行分类,每种焊接类型下的分类均包括代表焊点质量的差、中、良、优四个分类类别;
10.s4、将经过分类后的特征数据集和对应的特征差值数据集输入到预先经过训练的相应焊接类型的焊接质量评分神经网络模型中,根据每种焊接类型的特征数据分别进行具体焊点质量评分。
11.接上述技术方案,贝叶斯朴素分类器的分类过程具体为:
12.设类别集合c={y1,y2,y3,y4},y1,y2,y3,y4各对应一个评分范围,分别代表焊点质量的差、中、良、优四个分类类别,;
13.计算概率p(y1|x
t
),p(y2|x
t
),p(y3|x
t
),p(y4|x
t
),分别对应各个点在不同焊接特征类型数据集中处于四个不同分类类别的概率,am焊点在x
t
特征数据集的前提下处于yi范围的概率为:
[0014][0015]
p(yi)为分类为yi的概率,i=(1,2,3,4);p(x
t
)为特征数据集x
t
的概率,p(x
t
|yi)为在分类为yi条件下为数据集x
t
的概率;
[0016]
如果p(yk|x
t
)=max{p(y1|x
t
),p(y2|x
t
),p(y3|x
t
),p(y4|x
t
)},则有x
t
∈yk,表示当am焊点在处于x
t
特征数据集的前提下,被计算为处于yk范围的概率最大,则判定该焊点特征数据am={f1,...,fn}对应的评分范围为yk,其中yk∈(y1,y2,y3,y4),最终得到所属类别的最大概率,完成数据集分类。
[0017]
接上述技术方案,y1,y2,y3,y4分别对应评分范围为[0,60),[60,70),[70,80),[80,100]。
[0018]
接上述技术方案,贝叶斯朴素分类器的训练过程包括:
[0019]
按照焊接类型分别采集各个焊点的特征数据,并由专业人员对每个焊点进行打分,根据打分结果分为差、中、良、优四个分类类别,将分类后的特征数据作为样本集;
[0020]
将样本集分为训练集和测试集,将训练集输入到预先构建的贝叶斯朴素分类器中进行分类训练,并通过测试集进行测试,调整分类器的参数,直到分类结果符合预设标准。
[0021]
接上述技术方案,每个焊接类型的焊接质量评分神经网络模型包括四种,分别代表焊点质量的差、中、良、优四个分类类别。
[0022]
接上述技术方案,每个焊接质量评分神经网络模型的训练过程包括:
[0023]
按照焊接类型分别采集各个焊点的特征数据,并由专业人员对每个焊点进行打分,根据打分结果分为差、中、良、优四个分类类别,将分类后的特征数据作为样本集;
[0024]
对同一种焊接类型的特征数据,根据分类类别建立四个焊接质量评分神经网络模型;
[0025]
将同一种焊接类型的同一个分类类别的样本集分为训练集和测试集,将训练集输入到相应的焊接质量评分神经网络模型中进行分类训练,调整神经网络模型的参数,并通过测试集进行测试,直到评分结果符合预设标准。
[0026]
接上述技术方案,t=(1,2,3),三种焊接类型的焊点在焊接时序上表现的电阻趋势不同。
[0027]
接上述技术方案,焊接质量评分神经网络模型选用bp神经网络模型。
[0028]
本发明还提供一种对不同焊接类型焊点进行点焊质量检测的系统,包括:
[0029]
特征数据提取模块,用于将提取的焊接类型特征数据集x
t
={a1,a2,...,am}作为一个待分类项,其中t=(1,2,3,...,k),分别代表k种不同的焊接类型特征数据集,am为特征数据集的第m个焊点数据,am={f1,...,fn},fn为am焊点在焊接过程的第n个特征数据,k、m、n均为自然数;
[0030]
特征差分数据集,将待分类项中各种焊接类型焊点的特征值与预设的标准曲线特征值进行比较,得到对应的特征差值数据集;
[0031]
贝叶斯朴素分类模块,用于将焊接类型特征数据集x
t
输入到预先训练好的贝叶斯朴素分类器中,对不同焊接类型下的特征数据进行分类,每种焊接类型下的分类均包括代表焊点质量的差、中、良、优四个分类类别;
[0032]
焊接质量评分模块,用于将经过分类后的特征数据集和对应的特征差值数据集输入到预先经过训练的相应焊接类型的焊接质量评分神经网络模型中,根据每种焊接类型的特征数据分别进行具体焊点质量评分。
[0033]
本发明还提供了一种计算机存储介质,其内存储有可被处理器执行的计算机程序,该计算机程序执行上述技术方案的对不同焊接类型焊点进行点焊质量检测的方法。
[0034]
本发明产生的有益效果是:本发明通过智能算法与焊接技术的有机结合,利用朴素贝叶斯分类算法,在不同焊接类型下进行质量的精准分类,并面向各分类数据集,针对不同板材类型不同分布状态下焊接数据分别建立质量评价模型,提升评分模型的准确度,提升训练效率。
附图说明
[0035]
下面将结合附图及实施例对本发明作进一步说明,附图中:
[0036]
图1是本发明实施例的结构示意图;
[0037]
图2a、2b、2c为三种典型焊点电阻曲线示意图;
[0038]
图3为另一实施例中的对不同焊接类型焊点进行点焊质量检测的方法流程图;
[0039]
图4为贝叶斯朴素分类模型的分类流程图;
[0040]
图5为特征值模拟人工打分实际网络结构;
[0041]
图6为焊点质量评分模型及其网络结构。
具体实施方式
[0042]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
[0043]
如图1所示,本发明的对不同焊接类型焊点进行点焊质量检测的方法,包括以下步骤:
[0044]
s1、将提取的焊接类型特征数据集x
t
={a1,a2,...,am}作为一个待分类项,其中t=(1,2,3,...,k),分别代表k种不同的焊接类型特征数据集,am为特征数据集的第m个焊点数据,am={f1,...,fn},fn为am焊点在焊接过程的第n个特征数据,k、m、n均为自然数;
[0045]
s2、将待分类项中各种焊接类型的特征值与预设的标准曲线特征值进行比较,得到对应的特征差值数据集;
[0046]
s3、将焊接类型特征数据集x
t
输入到预先训练好的贝叶斯朴素分类器中,对不同焊接类型下的特征数据进行分类,每种焊接类型下的分类均包括代表焊点质量的差、中、良、优四个分类类别;
[0047]
s4、将经过分类后的特征数据集和对应的特征差值数据集输入到预先经过训练的相应焊接类型的焊接质量评分神经网络模型中,根据每种焊接类型的特征数据分别进行具体焊点质量评分。
[0048]
本发明将不同类型的板材组合进行大量焊接试验,针对焊接过程中电阻曲线的数据特征与人工打分数据,先利用朴素贝叶斯分类算法,对整体数据集进行分类。
[0049]
本发明实施例中,可用不同类型板材试片焊接各300个焊点以上,由专业人员进行质量评分,作为后续模型输入。
[0050]
在实际焊接过程中,会产生三类具有较大区别的焊接点焊电阻信号曲线,分别如图2a、2b、2c所示。
[0051]
由图中可以看出,不同类型的焊点在焊接时序上表现的电阻趋势差别较大,类型1曲线有较为明显曲线上下波动现象,类型2曲线的起伏波动与时序电阻大小与类型1有较大差别,类型3则表现出非常稳定的电阻下降趋势。结合现场工程师经验得到表1,即焊点类型参数与分类信息,根据此焊点分类信息,设定不同的焊接过程特征信息提取方案,并定制针对不同焊接类型的焊点质量评分预测机器学习策略。
[0052]
表1焊点类型参数与分类表
[0053][0054][0055]
所有焊点根据以上参数分类规则,总共可被划分为三种板材焊接类型;
[0056]
本发明主要在三种板材焊接类型下并行进行焊点分类与对应分类的评分预测,板材焊接类型分类规则:
[0057]
1、参考板厚:≤1.2mm;》1.2mm;
[0058]
2、构成焊点钢板层数:2层,3-4层;
[0059]
3、镀层数:《4镀层;≥4镀层;
[0060]
4、钢板类型:三类:钢板基本分类:
[0061]
板1:抗拉强度在440mpa以下;
[0062]
板2:spah440,fb45,fb60,dp450,d550dp,dp590,dp780,h820dpd系列板(超高强钢);
[0063]
板3:dp980,22mnb5,d1300hfd,d1301hfd,d1302hfd,d1303hfd(双相钢以及热成型钢板等);
[0064]
板2、板3分配原则:
[0065]
板2:抗拉强度在440mpa以上(和常规超高强钢的分类略微不同),980mpa以下;
[0066]
板3:在980mpa以上,含热成型钢。
[0067]
5、焊点组合:
[0068]
以上3类钢板组合焊点又可分为:相互组合(两层钢板),以上所有类型(三层钢板),四层钢板同三层;
[0069]
具体分类如下:
[0070]
1类、板1 板1,板1 板2,板1 板3,板1 板1 板2,板1 板1 板3,同普板处理即可;
[0071]
2类、板2 板2,板2 板3,板2 板2 板1,板2 板3 板1,板2 板2 板2;板2 板2 板3;
[0072]
3类、板3 板3,板3 板3 板1,板3 板3 板2。
[0073]
该实施例中,如图3所示,根据上述焊点类型建立一套焊点类型区分处理机制,有针对性地对不同类型的焊点电阻信号曲线特征进行提取并进行特征分析,得到电阻曲线过程特征数据集;建立焊点质量评分范围类别与焊点电阻曲线过程特征的联系,通过贝叶斯朴素分类算法进行分类,主要分为焊点质量优、良、中、差四个列别;创建并训练基于贝叶斯朴素分类算法的焊点质量评分数据集分类模型;将各种类焊点的特征值与对应标准曲线特征值进行比较,得到与全部焊点特征数据集对应的特征差值数据集;针对不同焊接类型下经贝叶斯朴素分类器输出的焊点数据分类,分别建立基于人工神经网络算法的焊点质量评分预测模型,将各类别焊点焊接过程中的电阻曲线特征值和对应特征标准差值作为人工神经网络算法的输入,将对应焊点的人工打分数据作为输入;调整模型参数,多轮训练迭代人工神经网络模型,提升模型的准确度,最终达到准确度要求。
[0074]
相对于其他机器学习算法,贝叶斯分类器有着过程简单速度快,对于多分类问题也同样很有效,复杂度也不会有大程度上升,在分布独立这个假设成立的情况下,贝叶斯分类器效果奇好,会略胜于逻辑回归,同时需要的样本量也更少一点,在分类这一步就可以快速进行,后期评分预测需要面对非线性特征分布,找到特征集合与评分集合之间的对应关系,计算较为复杂,此时,bp神经网络的非线性映射能力、自学习自适应能力、泛化能力优势就凸显出来,两者之间优势互补,结合焊接质量评分实际需求,利用贝叶斯分类器与bp神经网络,完成数据。
[0075]
根据业内普遍做法,人工焊点质量评分设定为百分制,为更好地方便贝叶斯朴素
分类算法对训练数据的评分范围进行分类预测,本发明将焊点质量分为差、中、良、优四类,分别对应人工打分[0,60),[60,70),[70,80),[80,100]四类,为更好地保证后续人工神经网络的训练效果,更加有针对性地达到训练目标,提前对数据进行分类,选择建立贝叶斯朴素分类模型,利用其算法逻辑简单且易于实现,分类过程中时空开销小,算法稳定且健壮性好的优点,使用该分类器模型给焊点数据分配类标签,类标签取自有限集合,判断最佳概率结果,给出实时分类结果,并衔接人工神经网络,进行针对性训练。
[0076]
其中,贝叶斯朴素分类模型的分类步骤如下:
[0077]
步骤1:设特征数据集x
t
={a1,a2,...,am}为一个待分类项,其中x
t
代表焊接类型,其中t=(1,2,3),分别代表三种不同的焊接类型数据集,am为特征数据集的第m个焊点数据,am={f1,...,fn},fn为am焊点在焊接过程的第n个特征数据。
[0078]
步骤2:设类别集合c={y1,y2,y3,y4},代表焊点质量的四个类别,分别对应[0,60),[60,70),[70,80),[80,100]。
[0079]
步骤3:计算概率p(y1|x
t
),p(y2|x
t
),p(y3|x
t
),p(y4|x
t
),分别对应各个点在不同焊接类型特征数据集中处于四个不同分类范围的概率,am焊点在x
t
数据集存在的前提下处于yi范围的概率,即:
[0080][0081]
p(yi)为分类为yi的概率,i=(1,2,3,4);p(x
t
)为数据集为x
t
的概率,p(x
t
|yi)为在分类为yi条件下为数据集x
t
的概率。
[0082]
步骤4:如果p(yk|x
t
)=max{p(y1|x
t
),p(y2|x
t
),p(y3|x
t
),p(y4|x
t
)},则有x
t
∈yk,即am焊点在处于x
t
数据集的前提下,被计算为处于yk范围的概率最大,即可判定该焊点特征数据am={f1,...,fn}对应的评分范围为yk,其中yk∈(y1,y2,y3,y4),最终得到所属类别的最大概率,完成数据集分类,处理流程如图4所示。
[0083]
贝叶斯朴素分类器的训练过程包括:
[0084]
按照焊接类型分别采集各个焊点的特征数据,并由专业人员对每个焊点进行打分,根据打分结果分为差、中、良、优四个分类类别,将分类后的特征数据作为样本集;
[0085]
将样本集分为训练集和测试集,将训练集输入到预先构建的贝叶斯朴素分类器中进行分类训练(见上文训练步骤),并通过测试集进行测试,调整分类器的参数,直到分类结果符合预设标准。
[0086]
每个焊接质量评分神经网络模型的训练过程包括:
[0087]
按照焊接类型分别采集各个焊点的特征数据,并由专业人员对每个焊点进行打分,根据打分结果分为差、中、良、优四个分类类别,将分类后的特征数据作为样本集;
[0088]
对同一种焊接类型的特征数据,根据分类类别建立四个焊接质量评分神经网络模型;
[0089]
将同一种焊接类型的同一个分类类别的样本集分为训练集和测试集,将训练集输入到相应的焊接质量评分神经网络模型中进行分类训练,调整神经网络模型的参数,并通过测试集进行测试,直到评分结果符合预设标准。
[0090]
针对不同焊接类型的特征数据分布,经贝叶斯朴素分类器输出的焊点数据分类,
分别建立人工神经网络训练模型,如图5。焊点质量评分模型及其网络结构如图6,利用神经元算法,调整网络的隐藏层数(多级神经网络)、各隐藏层神经元个数(1~100)、激活函数(sigmoid函数、tanh函数或relu函数)、学习率(确定目标函数能否收敛到局部最小值以及何时收敛到最小值)等参数,经调试对比后得到,在一种模型组合参数输入条件下,输出效果最佳,固化各焊接类型的机器学习模型结构。
[0091]
其中,焊接质量评分模型的训练过程如下:
[0092]
工作信号正向传递过程(前向传播):
[0093]
1、输入层的每个特征am={f1,...,fn},以加权求和 激活方式与隐藏层每个神经元做点对点计算,更新权重;
[0094]
2、利用隐藏层计算出的权重值,;
[0095]
3、隐藏层利用sigmoid(数值范围在0~1之间)作激活函数,输出层为purelin(保持之前任意范围的数值缩放);
[0096]
4、通过网络计算将起初输入层的焊点特征值am={f1,...,fn}分别传播到隐藏层,再通过计算调整权重将结果传输到输出层,即得到各焊点的质量评分数值p
pridict
,最终比较输出值p
pridict
和样本值p
real
作,计算出误差。
[0097]
误差信号反向传递过程(反向传播)
[0098]
1、利用前向传播最后输出的结果即p
pridict
来计算误差的偏导数(前向传播后求偏导);
[0099]
2、再用这个偏导数和前面的隐藏层进行加权求和,主要用于反馈对比权重,对比和正向传播之间的差别,实时调整权重值,直至合适;
[0100]
3、如此一层一层的向前传递(隐藏层间偏导加权求和);
[0101]
4、直到输入层am={f1,...,fn}(不计算输入层)(也就是第一隐藏层到输入层的偏导加权求和);
[0102]
5、最后利用每个节点求出的偏导数来更新隐藏层权重。
[0103]
凿检、破检质量评分回馈过程如下:
[0104]
设输入层为向量featuren,即{f1,...,fn},对于单条特征值输入可得第一个隐藏层的输出为
[0105]
f(w1*featuren b1)
[0106]
w1是权重(也叫连接系数),b1是偏置,函数f为
[0107][0108]
隐藏层到输出层可看为一个多类别的逻辑回归,输出层为
[0109][0110]
表示隐藏层的输出f(w1*featuren b1)
[0111]
wm为第m个隐藏层的权重
[0112]bm
为第m个隐藏层的偏置
[0113]
上述三层公式结合可得输出层为
[0114]
f(x)=softmax(b(m) w
(m)
(s(b
(m-1)
w
(m-1)
(...s(b
(1)
w
(1)
featuren)))))
[0115]
在系统正常运行过程中,利用日常工作中的凿检、破检焊点评分数据及焊接过程曲线数据,对模型进行进一步的训练迭代。
[0116]
本发明还提供了一种对不同焊接类型焊点进行点焊质量检测的系统,其特征在于,包括:
[0117]
特征数据提取模块,用于将提取的焊接类型特征数据集x
t
={a1,a2,...,am}作为一个待分类项,其中t=(1,2,3,...,k),分别代表k种不同的焊接类型特征数据集,am为特征数据集的第m个焊点数据,am={f1,...,fn},fn为am焊点在焊接过程的第n个特征数据,k、m、n均为自然数;
[0118]
特征差分数据集,将待分类项中各种焊接类型焊点的特征值与预设的标准曲线特征值进行比较,得到对应的特征差值数据集;
[0119]
贝叶斯朴素分类模块,用于将焊接类型特征数据集x
t
输入到预先训练好的贝叶斯朴素分类器中,对不同焊接类型下的特征数据进行分类,每种焊接类型下的分类均包括代表焊点质量的差、中、良、优四个分类类别;
[0120]
焊接质量评分模块,用于将经过分类后的特征数据集和对应的特征差值数据集输入到预先经过训练的相应焊接类型的焊接质量评分神经网络模型中,根据每种焊接类型的特征数据分别进行具体焊点质量评分。
[0121]
本发明还提供一种计算机可读存储介质,如闪存、硬盘、多媒体卡、卡型存储器(例如,sd或dx存储器等)、随机访问存储器(ram)、静态随机访问存储器(sram)、只读存储器(rom)、电可擦除可编程只读存储器(eeprom)、可编程只读存储器(prom)、磁性存储器、磁盘、光盘、服务器、app应用商城等等,其上存储有计算机程序,程序被处理器执行时实现相应功能。本实施例的计算机可读存储介质在被处理器执行时实现方法实施例对不同焊接类型焊点进行点焊质量检测的方法。
[0122]
应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。