1.本发明属于电热合金技术领域,具体的说是一种镍铬高电阻电热合金的制备方法。
背景技术:
2.高电阻电热合金是一种利用材料的电阻产生焦耳热使电能转换为热能的功能性电热工程合金材料,按照化学成分主要分为ni-cr系、ni-cr-fe系和fe-cr-al系合金三大类,具有奥氏体组织的cr20ni80电热合金,在对其使用时需要确保其具有良好的抗腐蚀性和抗氧化性能。
3.公开号cn101899593a一种镍铬高电阻电热合金;在cr20ni80牌号金属合金中添加了金属zr和稀土材料镧、钇和铈等稀土元素,zr与空气接触形成氧化zr保护层,其表面的抗氧化性能得到大大提高,发热均匀,使得其合金钢的最高使用温度可达1300℃,其表面负荷可达到5w/cm,进一步提高了其耐用性、抗腐蚀性和抗氧化性能。
4.在上述技术方案中虽然解决了电热合金的抗腐蚀性和抗氧化性能,但是由于稀土金属属于不可再生的资源,用于大规模工业生产会导致成本较高;而且现有的镍铬高电阻电热合金虽然能适用较高的温度环境,但是由于其内部只添加了金属zr,可能会导致其在高温下的力学性能较差,使用寿命较低。
5.为此,本发明提供一种镍铬高电阻电热合金的制备方法。
技术实现要素:
6.为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
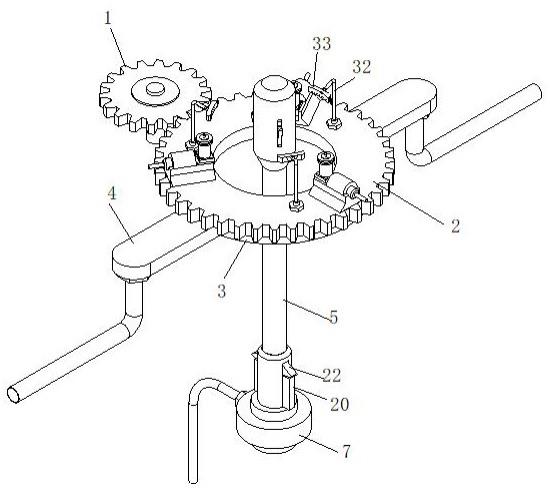
7.本发明解决其技术问题所采用的技术方案是:本发明所述的一种镍铬高电阻电热合金的制备方法,包括以下步骤:s1、将事先配比好的ni、cr、mn、fe、al、co、zr、si采用真空感应熔炼工艺对镍铬高电阻电热合金的原料进行熔炼,并浇筑成直径为220-230mm电极棒;真空浇筑温度为1500-1600℃;s2、将电极棒采用电渣重熔工艺进行熔炼,将熔炼后的产物进行锻造,锻造温度为1000-1100℃;并将锻造后的产物进行热轧盘条,热轧温度为1100-1150℃;最后将产物退火并通入处理座中酸洗,制得电热合金丝材成品;s3、在酸洗过程中需要工作人员将制得的电热合金成品放置于处理座中两侧的定位板之间,对电热合金成品进行定位装夹,之后驱动电机带动转动轴转动,转动轴带动支撑座转动,从而支撑座带动定位板之间的电热合金转动,使处理座内部的清洗液对电热合金进行清理处理,能够去除在经过锻造和热轧过后电热合金表面的氧化铁杂质。
8.通过对镍铬高电阻电热合金中添加zr及co元素,调整合金成分,使产品具有较高的电阻率、良好的表面抗氧化性能及耐蚀性能,温度级别高,且在高温下具有较高的强度,具有良好的可加工性,能够广泛运用于化工、冶金、机械制造等行业发热元器件;采用纯金
属为原料进行冶炼,保证了原料的纯净度;本发明采用锻造 热轧的热加工工艺直接成型,极大的提高了生产效率,保证了产品的批次一致性,制备得到的产品性能稳定,组织均匀性良好。
9.优选的,所述处理座的内部转动连接有转动轴;所述转动轴的外表面固定连接有呈圆周阵列设置的支撑座;每个所述支撑座的外表面均滑动连接有定位板;单个所述支撑座表面定位板的数量有两个;每个所述定位板的表面均开设有滑动槽;所述定位板的表面且位于滑动槽的内部滑动连接有紧固板;需要说明的是,定位板和紧固板与外接电动伸缩杆连接,且定位板和紧固板与电动伸缩杆的连接方式均为现有技术,在本实施例中不做多余赘述;工作时,在对热轧完成的电热合金进行酸洗并去除其表面的氧化杂质时,将合金沿着定位板表面的滑动槽移动至支撑座的表面,启动外接电动伸缩杆,使电动伸缩杆带动两侧的紧固板移动,使紧固板对电热合金进行初步定位处理,随后启动另一组电动伸缩杆并使其带动定位板移动,使两侧的定位板相互靠近,并对电热合金的两侧进行加固,保证了在其进行钝化清理时的稳定性,随后驱动电机带动转动轴转动,转动轴带动支撑座转动,从而支撑座带动不同处的电热合金转动,使处理座内部的清洗液对电热合金进行清理处理,能够去除在经过锻造和热轧过后电热合金表面的氧化铁杂质,方便了对电热合金的后续操作。
10.优选的,每个所述定位板的外表面均固定连接有摩擦环;所述摩擦环的数量设置多个,且呈线性阵列设置在定位板的外表面;工作时,在定位板的表面设置了多个摩擦环,能避免定位板直接与合金接触,使其接触位置难以进行清理,而且多个摩擦环能进一步提高电热合金的稳定性,方便对电热合金表面的清理。
11.优选的,每个所述定位板的外表面均转动连接有连接轴;单个所述定位板外表面连接轴的数量为两个,且呈对称设置;所述连接轴的外表面固定连接有搅拌叶;单个所述连接轴的外表面搅拌叶的数量设置多个,且呈圆周阵列设置在连接轴的外表面;工作时,在转动轴带动支撑座和定位板转动,在定位板表面的搅拌叶与处理座下方的清理液相互接触时,搅拌叶受到液体一定的冲力,从而搅拌叶会带动连接轴转动,使连接轴和搅拌叶对清理液进行一定幅度的搅拌,避免清理液长时间下部分其内部清理剂会沉积到处理座下方,影响电热合金正常清理的问题。
12.优选的,每个所述定位板的表面均开设有定位槽;所述连接轴转动连接在定位槽的内部;所述连接轴的靠后侧且位于定位槽的内部固定连接有扭转弹簧;在搅拌叶带动连接轴转动过程中,连接轴会同时带动其表面的扭转弹簧收紧并呈蓄压状态,在搅拌叶不受力时,扭转弹簧不再受力,从而会由收紧状态回复,并以较高的速度带动连接轴和搅拌叶转动,使搅拌叶表面堆积的部分杂质甩离,保证了搅拌叶的正常使用。
13.优选的,每个所述定位板的表面均开设有柱型槽;每个所述柱型槽的内部固定连接有定位杆;所述定位杆的外表面滑动连接有套接座;所述套接座的外表面固定连接有清理板;所述清理板的外表面固定连接有第一拉绳;所述定位板的外表面转动连接有第一滑轮杆;所述第一拉绳远离清理板的一端缠绕在第一滑轮杆的外表面;所述定位板的外表面且远离第一滑轮杆的一侧转动连接有第二滑轮杆;所述连接轴的外表面套接有第二拉绳;所述第二拉绳的一端环绕在第二滑轮杆的外表面并与第一滑轮杆连接;工作时,在连接轴转动过程中,连接轴会同时拉动其表面的第二拉绳,使第二拉绳通过第二滑轮杆的外表面
带动其另一端的第一滑轮杆转动,第一滑轮杆拉动其表面的第一拉绳并带动清理板移动,使定位板在转动至清理液内部时,清理板能对电热合金表面部分难以去除的氧化铁皮进行刮除,解决了现如今在清洗过程中,部分电热合金的表面存在一些氧化铁皮难以处理的问题。
14.优选的,所述清理板的外表面固定连接有安装板;所述安装板的外表面固定连接有若干限位弹簧;所述若干限位弹簧的表面固定连接有顶板;所述顶板的前表面转动连接有压缩轮;所述压缩轮设置多个,且呈等距离设置在顶板的表面;在使用时,在两侧限位弹簧的作用下,其会抵压顶板和压缩轮在电热合金的表面,使清理板移动过程中,压缩轮会在电热合金的表面转动,使压缩轮能够从下至上缓慢的对电热合金表面的凸起的部分氧化铁皮进行压迫,改变其形态,在清理液的不断冲刷下,能够尽快的对这些杂质去除,维持了电热合金表面的平整度,方便了后期对其的使用。
15.优选的,所述清理板的外表面且位于安装板的上方固定连接有抵压板;所述抵压板的表面固定连接有若干紧压弹簧;所述紧压弹簧的外表面固定连接有刮杆;在使用时,在清理板移动的过程中,清理板会同时带动刮杆移动,刮杆在移动的过程中,能够对压缩轮压迫过后的氧化铁皮进行刮除,保证了电热合金表面的平整度。
16.优选的,所述顶板的表面设置有与压缩轮相适配的转柱;设置了转柱,有利于此压缩轮在电热合金的表面转动,从而方便对其表面的杂质的去除。
17.优选的,所述压缩轮的外表面固定连接有压缩凸起;所述压缩凸起呈圆周阵列设置在压缩轮的表面;设置了压缩凸起,能进一步对部分凸起杂质进行处理。
18.本发明的有益效果如下:1.本发明所述的一种镍铬高电阻电热合金的制备方法,通过对镍铬高电阻电热合金中添加zr及co元素,调整合金成分,使产品具有较高的电阻率、良好的表面抗氧化性能及耐蚀性能,温度级别高,且在高温下具有较高的强度,具有良好的可加工性,能够广泛运用于化工、冶金、机械制造等行业发热元器件;采用纯金属为原料进行冶炼,保证了原料的纯净度;本发明采用锻造 热轧的热加工工艺直接成型,极大的提高了生产效率,保证了产品的批次一致性,制备得到的产品性能稳定,组织均匀性良好。
19.2.本发明所述的一种镍铬高电阻电热合金的制备方法,通过清理板移动过程中,压缩轮会在电热合金的表面转动,使压缩轮能够从下至上缓慢的对电热合金表面的凸起的部分氧化铁皮进行压迫,改变其形态,在清理液的不断冲刷下,能够尽快的对这些杂质去除,维持了电热合金表面的平整度,方便了后期对其的使用。
20.3.本发明所述的一种镍铬高电阻电热合金的制备方法,通过两侧的定位板相互靠近,并对电热合金的两侧进行加固,保证了在其进行钝化清理时的稳定性,随后驱动电机带动转动轴转动,转动轴带动支撑座转动,从而支撑座带动不同处的电热合金转动,使处理座内部的清洗液对电热合金进行清理处理,能够去除在经过锻造和热轧过后电热合金表面的氧化铁杂质。
附图说明
21.下面结合附图对本发明作进一步说明。
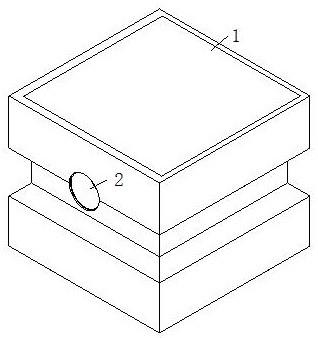
22.图1是本发明处理座的立体图;
图2是本发明支撑座的立体图;图3是本发明中定位板部分结构示意图;图4是本发明中图3的a处结构放大图;图5是本发明中连接轴部分结构示意图;图6是本发明中图5的b处结构放大图;图7是本发明中第一滑轮杆和第二滑轮杆部分结构示意图;图8是本发明中清理板部分结构示意图;图9是本发明中图8的c处结构放大图;图10是本发明中第二种实施例的压缩凸起结构示意图;图11是本发明中方法流程图。
23.图中:1、处理座;2、转动轴;3、支撑座;4、定位板;5、滑动槽;6、紧固板;7、摩擦环;8、连接轴;9、搅拌叶;10、定位槽;11、扭转弹簧;12、柱型槽;13、定位杆;14、套接座;15、清理板;16、第一拉绳;17、第一滑轮杆;18、第二滑轮杆;19、第二拉绳;20、安装板;21、限位弹簧;22、顶板;23、压缩轮;24、抵压板;25、紧压弹簧;26、刮杆;27、压缩凸起。
具体实施方式
24.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
25.如图1至图2以及图11所示,本发明实施例所述的一种镍铬高电阻电热合金的制备方法,包括以下步骤:s1、将事先配比好的ni、cr、mn、fe、al、co、zr、si采用真空感应熔炼工艺对镍铬高电阻电热合金的原料进行熔炼,并浇筑成直径为220-230mm电极棒;真空浇筑温度为1500-1600℃;具体的本发明实施例针对上述各组分提供了详细的配比和工艺参数:各个原料的重量百分比分别为:cr20.0-22.5%、mn0.05-0.13%、fe0.07-0.13%、al0.2-0.52%、co0.15-0.55%、zr0.05-0.18%、si0.65-0.75%,余量为ni及不可避免的杂质;极限真空度为6.67
×
10-3
pa,压升率:4pa/h,坩埚容量:25kg,中频频率:1500-2500hz,熔炼时间为40-80min;s2、将电极棒采用电渣重熔工艺进行熔炼,将熔炼后的产物进行锻造,锻造温度为1000-1100℃;并将锻造后的产物进行热轧盘条,热轧温度为1100-1150℃;最后将产物退火并酸洗,制得电热合金丝材成品;电渣重熔的熔渣电导率为k≤3ω
·
cm,熔炼电流为6000-8000a,熔炼电压为55-75v;s3、在酸洗过程中需要工作人员将制得的电热合金成品放置于处理座1中两侧的定位板4之间,对电热合金成品进行定位装夹,之后驱动电机带动转动轴2转动,转动轴2带动支撑座3转动,从而支撑座3带动定位板4之间的电热合金转动,使处理座1内部的清洗液对电热合金进行清理处理,能够去除在经过锻造和热轧过后电热合金表面的氧化铁杂质。
26.通过对镍铬高电阻电热合金中添加zr及co元素,调整合金成分,使产品具有较高的电阻率、良好的表面抗氧化性能及耐蚀性能,温度级别高,且在高温下具有较高的强度,具有良好的可加工性,能够广泛运用于化工、冶金、机械制造等行业发热元器件;采用纯金属为原料进行冶炼,保证了原料的纯净度;本发明采用锻造 热轧的热加工工艺直接成型,
极大的提高了生产效率,保证了产品的批次一致性,制备得到的产品性能稳定,组织均匀性良好。
27.如图1至图4所示,其中所述处理座1的内部转动连接有转动轴2;所述转动轴2的外表面固定连接有呈圆周阵列设置的支撑座3;每个所述支撑座3的外表面均滑动连接有定位板4;单个所述支撑座3表面定位板4的数量有两个;每个所述定位板4的表面均开设有滑动槽5;所述定位板4的表面且位于滑动槽5的内部滑动连接有紧固板6;需要说明的是,定位板4和紧固板6与外接电动伸缩杆连接,且定位板4和紧固板6与电动伸缩杆的连接方式均为现有技术,在本实施例中不做多余赘述;工作时,在对热轧完成的电热合金进行酸洗并去除其表面的氧化杂质时,将合金沿着定位板4表面的滑动槽5移动至支撑座3的表面,启动外接电动伸缩杆,使电动伸缩杆带动两侧的紧固板6移动,使紧固板6对电热合金进行初步定位处理,随后启动另一组电动伸缩杆并使其带动定位板4移动,使两侧的定位板4相互靠近,并对电热合金的两侧进行加固,保证了在其进行钝化清理时的稳定性,随后驱动电机带动转动轴2转动,转动轴2带动支撑座3转动,从而支撑座3带动不同处的电热合金转动,使处理座1内部的清洗液对电热合金进行清理处理,能够去除在经过锻造和热轧过后电热合金表面的氧化铁杂质,方便了对电热合金的后续操作。
28.其中每个所述定位板4的外表面均固定连接有摩擦环7;所述摩擦环7的数量设置多个,且呈线性阵列设置在定位板4的外表面;工作时,在定位板4的表面设置了多个摩擦环7,能避免定位板4直接与合金接触,使其接触位置难以进行清理,而且多个摩擦环7能进一步提高电热合金的稳定性,方便对电热合金表面的清理。
29.如图5至图6所示,其中每个所述定位板4的外表面均转动连接有连接轴8;单个所述定位板4外表面连接轴8的数量为两个,且呈对称设置;所述连接轴8的外表面固定连接有搅拌叶9;单个所述连接轴8的外表面搅拌叶9的数量设置多个,且呈圆周阵列设置在连接轴8的外表面;工作时,在转动轴2带动支撑座3和定位板4转动,在定位板4表面的搅拌叶9与处理座1下方的清理液相互接触时,搅拌叶9受到液体一定的冲力,从而搅拌叶9会带动连接轴8转动,使连接轴8和搅拌叶9对清理液进行一定幅度的搅拌,避免清理液长时间下部分其内部清理剂会沉积到处理座1下方,影响电热合金正常清理的问题。
30.其中每个所述定位板4的表面均开设有定位槽10;所述连接轴8转动连接在定位槽10的内部;所述连接轴8的靠后侧且位于定位槽10的内部固定连接有扭转弹簧11;在搅拌叶9带动连接轴8转动过程中,连接轴8会同时带动其表面的扭转弹簧11收紧并呈蓄压状态,在搅拌叶9不受力时,扭转弹簧11不再受力,从而会由收紧状态回复,并以较高的速度带动连接轴8和搅拌叶9转动,使搅拌叶9表面堆积的部分杂质甩离,保证了搅拌叶9的正常使用。
31.如图7所示,其中每个所述定位板4的表面均开设有柱型槽12;每个所述柱型槽12的内部固定连接有定位杆13;所述定位杆13的外表面滑动连接有套接座14;所述套接座14的外表面固定连接有清理板15;所述清理板15的外表面固定连接有第一拉绳16;所述定位板4的外表面转动连接有第一滑轮杆17;所述第一拉绳16远离清理板15的一端缠绕在第一滑轮杆17的外表面;所述定位板4的外表面且远离第一滑轮杆17的一侧转动连接有第二滑轮杆18;所述连接轴8的外表面套接有第二拉绳19;所述第二拉绳19的一端环绕在第二滑轮杆18的外表面并与第一滑轮杆17连接;工作时,在连接轴8转动过程中,连接轴8会同时拉动其表面的第二拉绳19,使第二拉绳19通过第二滑轮杆18的外表面带动其另一端的第一滑轮
杆17转动,第一滑轮杆17拉动其表面的第一拉绳16并带动清理板15移动,使定位板4在转动至清理液内部时,清理板15能对电热合金表面部分难以去除的氧化铁皮进行刮除,解决了现如今在清洗过程中,部分电热合金的表面存在一些氧化铁皮难以处理的问题。
32.如图7图9所示,其中所述清理板15的外表面固定连接有安装板20;所述安装板20的外表面固定连接有若干限位弹簧21;所述若干限位弹簧21的表面固定连接有顶板22;所述顶板22的前表面转动连接有压缩轮23;所述压缩轮23设置多个,且呈等距离设置在顶板22的表面;在使用时,在两侧限位弹簧21的作用下,其会抵压顶板22和压缩轮23在电热合金的表面,使清理板15移动过程中,压缩轮23会在电热合金的表面转动,使压缩轮23能够从下至上缓慢的对电热合金表面的凸起的部分氧化铁皮进行压迫,改变其形态,在清理液的不断冲刷下,能够尽快的对这些杂质去除,维持了电热合金表面的平整度,方便了后期对其的使用。
33.所述清理板15的外表面且位于安装板20的上方固定连接有抵压板24;所述抵压板24的表面固定连接有若干紧压弹簧25;所述紧压弹簧25的外表面固定连接有刮杆26;在使用时,在清理板15移动的过程中,清理板15会同时带动刮杆26移动,刮杆26在移动的过程中,能够对压缩轮23压迫过后的氧化铁皮进行刮除,保证了电热合金表面的平整度。
34.所述顶板22的表面设置有与压缩轮23相适配的转柱;设置了转柱,有利于此压缩轮23在电热合金的表面转动,从而方便对其表面的杂质的去除。
35.所述压缩轮23的外表面固定连接有压缩凸起27;所述压缩凸起27呈圆周阵列设置在压缩轮23的表面;设置了压缩凸起27,能进一步对部分凸起杂质进行处理。
36.进一步的,本发明实施例结合具体实施例1和实施例2进行详细的说明:实施例1根据镍铬高电阻电热合金的化学成分进行配料,其化学成分按重量百分比为:cr21.3%、mn0.1%、fe0.09%、al0.45%、co0.35%、zr0.13%、si0.66%,余量为ni及不可避免的杂质;然后通过冶炼、冶炼温度为1500℃,熔炼时间为60min,中频频率:1800hz,真空度为6.67
×
10-3
pa;电渣重熔的熔炼电流为7000a,熔炼电压为60v;锻造、锻造温度为1000℃;热轧盘条、热轧温度为1100℃,并退火,退火温度为160-200℃,之后将退火后的产物通入上述处理座1中,通过处理座1中的机构对产物进行酸洗后得到镍铬电热合金成品;本实施例得到的镍铬高电阻合金成品的最高使用温度为1250℃,熔点为1350℃,密度为8.15g/cm3,显微组织为奥氏体并且为非磁性。
37.实施例2根据镍铬高电阻电热合金的化学成分进行配料,其化学成分按重量百分比为:cr22%、mn0.08%、fe0.09%、al0.36%、co0.43%、zr0.13%、si0.69%,余量为ni及不可避免的杂质;然后通过冶炼、冶炼温度为1500℃,熔炼时间为60min,中频频率:1800hz,真空度为6.67
×
10-3
pa;电渣重熔的熔炼电流为7000a,熔炼电压为60v;锻造、锻造温度为1000℃;热轧盘条、热轧温度为1100℃,并退火,退火温度为160-200℃,之后将退火后的产物通入上述处理座1中,通过处理座1中的机构对产物进行酸洗后得到镍铬电热合金成品;本实施例得到的镍铬高电阻合金成品的最高使用温度为1240℃,熔点为1340℃,密度为8.23g/cm3,显微组织为奥氏体并且为非磁性。
38.工作时,在对热轧完成的电热合金进行酸洗并去除其表面的氧化杂质时,将合金
沿着定位板4表面的滑动槽5移动至支撑座3的表面,启动外接电动伸缩杆,使电动伸缩杆带动两侧的紧固板6移动,使紧固板6对电热合金进行初步定位处理,随后启动另一组电动伸缩杆并使其带动定位板4移动,使两侧的定位板4相互靠近,并对电热合金的两侧进行加固,保证了在其进行钝化清理时的稳定性,随后驱动电机带动转动轴2转动,转动轴2带动支撑座3转动,从而支撑座3带动不同处的电热合金转动,使处理座1内部的清洗液对电热合金进行清理处理,能够去除在经过锻造和热轧过后电热合金表面的氧化铁杂质,方便了对电热合金的后续操作;在定位板4的表面设置了多个摩擦环7,能避免定位板4直接与合金接触,使其接触位置难以进行清理,而且多个摩擦环7能进一步提高电热合金的稳定性,方便对电热合金表面的清理;在转动轴2带动支撑座3和定位板4转动,在定位板4表面的搅拌叶9与处理座1下方的清理液相互接触时,搅拌叶9受到液体一定的冲力,从而搅拌叶9会带动连接轴8转动,使连接轴8和搅拌叶9对清理液进行一定幅度的搅拌,避免清理液长时间下部分其内部清理剂会沉积到处理座1下方,影响电热合金正常清理的问题。
39.在搅拌叶9带动连接轴8转动过程中,连接轴8会同时带动其表面的扭转弹簧11收紧并呈蓄压状态,在搅拌叶9不受力时,扭转弹簧11不再受力,从而会由收紧状态回复,并以较高的速度带动连接轴8和搅拌叶9转动,使搅拌叶9表面堆积的部分杂质甩离,保证了搅拌叶9的正常使用;在连接轴8转动过程中,连接轴8会同时拉动其表面的第二拉绳19,使第二拉绳19通过第二滑轮杆18的外表面带动其另一端的第一滑轮杆17转动,第一滑轮杆17拉动其表面的第一拉绳16并带动清理板15移动,使定位板4在转动至清理液内部时,清理板15能对电热合金表面部分难以去除的氧化铁皮进行刮除,解决了现如今在清洗过程中,部分电热合金的表面存在一些氧化铁皮难以处理的问题;在两侧限位弹簧21的作用下,其会抵压顶板22和压缩轮23在电热合金的表面,使清理板15移动过程中,压缩轮23会在电热合金的表面转动,使压缩轮23能够从下至上缓慢的对电热合金表面的凸起的部分氧化铁皮进行压迫,改变其形态,在清理液的不断冲刷下,能够尽快的对这些杂质去除,维持了电热合金表面的平整度,方便了后期对其的使用;在清理板15移动的过程中,清理板15会同时带动刮杆26移动,刮杆26在移动的过程中,能够对压缩轮23压迫过后的氧化铁皮进行刮除,保证了电热合金表面的平整度。
40.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
41.还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
42.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进
都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。