1.本发明涉及食品机械技术领域,具体涉及一种带馅小圆子搓圆机构及制作装置。
背景技术:
2.圆子,又称小汤圆,是一种使用糯米粉等做的球形食品,分为带馅的和不带馅的,一般通过人工进行切块并搓圆,这种方式制作的小圆子人工成本较高,效率低,而且规格一致性较差,公开号为cn216229556u的中国专利文献记载了一种便于快速成型的汤圆加工设备,使用辊轴进行搓圆,该辊轴上开设有若干搓圆槽,便于将条状面搓成形状规则的圆球,但是上述装置仅适合大直径的普通汤圆,对于规格较小的圆子并不能适用,而且上述装置制作的汤圆不含有馅料,口感欠佳,无法形成不同的口味。
技术实现要素:
3.本发明提供一种带馅小圆子搓圆机构及制作装置,以解决现有的设备无法实现规格较小的带馅圆子的搓圆与制作的技术问题。
4.为解决上述技术问题,本发明采用如下技术方案:
5.设计一种带馅小圆子搓圆机构,包括至少三个周向排列设置的螺旋输送杆,所述螺旋输送杆包括转轴和叶片,多个所述螺旋输送杆至少一处位于同一高度的叶片相切或交叠,所述叶片与所述转轴共同构成搓圆通道。所述搓圆通道的直径为5-15mm。
6.通过多个并排设置的螺旋输送杆相互交叠,在重合区域形成多个位于同一竖直线的弧形的腔室,随着螺旋输送杆的转动,进入通道的带馅面柱首先被顶端的叶片切断并封口,然后沿着输送杆向下运动,在运动的过程中通过螺旋输送杆的转动由腔室的弧形壁不断搓圆最终出料时形成一个一个带馅的小圆子。
7.进一步的,所述螺旋输送杆顶部的叶片直径小于中部和下部,该中部和下部的叶片直径相同。将第一层叶片直径缩小形成一个开口便于面柱进入,之后面柱在进入第二层使被正常尺寸的叶片切断并封口。
8.本发明的第二方面是设计一种带馅小圆子制作装置,包括:
9.搓圆机构,该搓圆机构包括进料口和出料口,以及
10.面柱成型机构,和所述搓圆机构的进料口相衔接,该面柱成型机构具备内筒和外筒,所述内筒外壁设有螺旋叶片,所述出料口为设置于所述外筒底部的锥形口,所述内筒的末端位于所述锥形口的内部上方;
11.面料输送机构和馅料输送机构,所述面料输送机构和所述面柱成型机构的外筒相连通,所述馅料输送机构和所述面柱成型机构的内筒相连通;
12.圆子输出机构,和所述搓圆机构的出料口相衔接。
13.首先利用内筒输送馅料,外筒输送面料,在出料口的锥形部分汇合形成馅料在中心的带馅面柱,然后该带馅面柱进入搓圆机构制成带馅小圆子,由出料机构输出,整个过程实现自动化,节约人工成本,提高效率,制作的带馅小圆子规格一致性高,通过调整螺旋输
送杆的规格可以设置小圆子尺寸,能够制作出小尺寸的圆子。
14.进一步的,所述圆子输出机构包括倾斜的裹粉板,所述裹粉板的顶端上方设有撒粉盒,其下方设置有接粉盒,所述撒粉盒用于向所述裹粉板撒面粉以防止圆子粘连在裹粉板上。所述裹粉板的下部连接有筛选网,该筛选网上分布有大小相同的筛孔。
15.进一步的,所述搓圆机构的底部设有和其出料口对应的承接板,所述圆子输出机构设置于所述承接板的一侧,所述承接板上位于所述圆子输出机构的对侧设置有鼓风机构。
16.进一步的,所述面料输送机构包括面绞龙,当面绞龙水平设置时末端连接面叶片泵,当面绞龙垂直或倾斜设置时可省略末端的面叶片泵,所述馅料输送机构包括馅绞龙及其末端连接的馅叶片泵,所述面叶片泵和所述搓圆机构的外筒相连通,所述馅叶片泵和所述搓圆机构的内筒相连通。
17.进一步的,所述搓圆机构水平设置、垂直设置或倾斜设置。由于搓圆机构可通过螺旋输送杆的转动将圆子向后输送,并不依赖于圆子的自重,因此该搓圆机构可以根据实际需要采用水平、垂直、倾斜等多种角度进行设置。
18.进一步的,所述面柱成型机构的出料口连接有面柱旋转机构,该面柱旋转机构包括带有齿轮的圆筒以及和齿轮捏合的驱动机构。面柱进入搓圆机构的同时本身自转可以更有效的搓圆。
19.与现有技术相比,本发明的有益技术效果在于:
20.1.本发明利用多个螺旋输送杆相互交叠,在中间形成运输通道,通道中由叶片分为一个一个相连的腔室,面柱进入搓圆机构中后首先被顶层的叶片切断并封口,然后在向下运输的过程中被螺旋输送杆不断搓圆,最终形成带馅的小尺寸圆子。
21.2.本发明利用两个或多个绞龙加入馅料和面料,通过内筒输送馅料,外筒输送面料,然后在面柱成型机构的锥形口汇合形成内部是馅的面柱,与搓圆机构进行衔接实现进料到成品小圆子全自动制作,节约人工成本,工作效率高。
22.3.本发明圆子输出机构设置裹粉板对成型的圆子上撒一层面粉防止输送的时候粘连在输送机构上,在裹粉板的对侧设置鼓风机构,圆子落下以后将其吹送到裹粉板上,提高输出效率,也能更好的防止粘连。
23.4.本发明面柱成型机构输出的面柱可以自转,有利于后续搓圆机构更好的搓圆,提高搓圆的品质。
附图说明
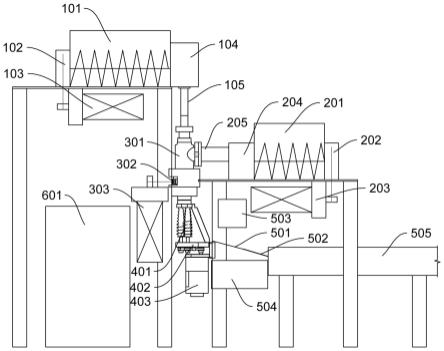
24.图1为本发明实施例1的结构示意图。
25.图2为本发明的面柱成型机构的结构示意图。
26.图3为本发明的搓圆机构的主视图。
27.图4为本发明的搓圆机构的俯视图。
28.图5为本发明的圆子输出机构的结构示意图。
29.图6为本发明实施例2的结构示意图。
30.图7为本发明实施例3的结构示意图。
31.图中,馅斗101,馅齿轮箱102,馅绞龙电机103,馅叶片泵104,馅管道105,面斗201,
面齿轮箱202,面绞龙电机203,面叶片泵204,面管道205,面柱成型机构301,齿轮302,面柱旋转电机303,搓圆机构401,承接板402,搓圆驱动电机403,裹粉板501,筛选网502,撒粉盒503,接粉盒504,输送带505,气嘴506,冷却水设备601,内筒3011,螺旋叶片3012,外筒3013,锥形口3014,出馅通道3015,面柱通道3016,第一螺旋输送杆4011,第二螺旋输送杆4012,第三螺旋输送杆4013,搓圆通道4014。
具体实施方式
32.下面结合附图和实施例来说明本发明的具体实施方式,但以下实施例只是用来详细说明本发明,并不以任何方式限制本发明的范围。
33.实施例1:一种带馅小圆子制作装置,参见图1,包括馅料输送机构、面料输送机构、面柱成型机构、搓圆机构、圆子输出机构。其中,馅料输送机构包括位于顶部的馅斗101,馅斗101中含有绞龙,其左侧安装有和绞龙连接的馅齿轮箱102,下方固定有馅绞龙电机103,馅斗101的右侧安装有馅叶片泵104,馅叶片泵104的下方则与馅管道105连通。将馅料置于馅斗101中,馅绞龙电机103通过馅齿轮箱102驱动馅斗101内的绞龙转动,使馅料向右进入馅叶片泵104中,而馅叶片泵104则将馅料泵送入馅管道105中。采用叶片泵而非直接将馅料挤压进馅管道105中能够保持馅料的松软而且输送更加均匀稳定。
34.面料输送机构和馅料输送机构结构基本一致,其包括面斗201,面斗201中含有绞龙,右侧安装有和绞龙连接的面齿轮箱202,下方固定有面绞龙电机203,面斗201的左侧安装有面叶片泵204,面叶片泵204的左侧则与面管道205连通,当面绞龙垂直或倾斜设置时,可省略面叶片泵,直接将绞龙的出料口和面管道205相连。将糯米粉或糯米面团置于面斗201中,加适量水,面绞龙电机203通过面齿轮箱202驱动面斗201内的绞龙转动,使面料向左进入面叶片泵104中,而面叶片泵104则将面料泵送入面管道205中。
35.面柱成型机构参见图2,包括内筒3011和外筒3013,内筒3011的顶部和馅叶片泵104连通,外筒3013的侧面和面叶片泵204连通。在内筒3011的外壁设有螺旋叶片3012,内筒中向下输送馅料,外筒中外筒3013的底部为锥形口3014,锥形口3014的底端直径即为面柱的直径,在内筒3011的底部设有直径较小的出馅通道3015,出馅通道3015的直径即为馅料直径,出料口为设置于外筒3013底部的锥形口3014,内筒3011的末端位于锥形口3014的内部上方。外筒3013中的面料和内筒3011中的馅料在锥形口3014处汇合形成外面是面里面是馅的面柱进入到面柱通道3016。
36.面柱成型机构的出料口连接有面柱旋转机构,该面柱旋转机构包括设置于面柱通道3016顶部的齿轮以及和齿轮捏合的面柱旋转电机303,面柱通道3016和锥形口3014通过轴承可旋转连接,经过螺旋输送叶片3012和可旋转的面柱通道3016的共同作用使面柱成型机构输出的面柱是自旋转的,这样进入搓圆机构能够更均匀的搓圆,品相更好。
37.面柱成型机构的下方为搓圆机构401,参见图3和图4,包括三个并排设置的螺旋输送杆,在一些其它实施例中螺旋输送杆的数量也可以是三个以上。在本实施例中,螺旋输送杆包括第一螺旋输送杆4011、第二螺旋输送杆4012、第三螺旋输送杆4013,在俯视图中三个螺旋输送杆的中心形成等边三角形,每一个螺旋输送杆形状相同,都包括转轴和叶片,三个螺旋输送杆位于同一高度但是角度不同,使得三个螺旋输送杆的位于同一高度的叶片相接触,这样在三个螺旋输送杆的中心处形成多个位于同一竖直线的弧形的腔室构成搓圆通道
4014,输送通道的直径为5-15mm。
38.通过多个并排设置的螺旋输送杆相互交叠,在中心区域形成搓圆通道4014,面柱成型机构出料口的面柱旋转进入搓圆机构,随着螺旋输送杆的转动,进入通道的带馅面柱首先被顶端的叶片切断并封口,然后沿着输送杆向下运动,在运动的过程中通过螺旋输送杆的转动由通道的弧形壁不断搓圆最终出料时形成一个一个带馅的小圆子。为了方便面柱进入,螺旋输送杆的顶层叶片的直径小于其它位置,将第一层叶片直径缩小便于面柱进入同时进行预切断,之后面柱在进入第二层使被正常尺寸的叶片完全切断并封口(或者有细微的连线,在圆子输出时自动断开)。
39.上述搓圆机构安装在承接板402上,承接板402下方为搓圆驱动电机403,电机通过齿轮驱动搓圆机构的螺旋输送杆。搓圆机构制作的圆子落在承接板402上,承接板402 右侧为圆子输出机构,包括向下倾斜的裹粉板501,裹粉板501的上方设有撒粉盒503,其下方设置有对应的接粉盒504,撒粉盒501用于向裹粉板撒面粉以防止圆子粘连在裹粉板501上,撒粉盒503底面设有撒粉孔,内部设置毛刷或者振动器。在裹粉板501的下部连接有筛选网502,筛选网502的末端则衔接输送带505。筛选网502上分布有大小相同的筛孔,能够将小于正常尺寸的不合格圆子筛选出来掉落到接粉和504内,使最终进入输送带505的圆子都是合格尺寸。为了使搓圆机构输出的圆子更快速的进入裹粉板501同时也防止粘连,在承接板402的左侧设置鼓风机构,即气嘴506,参见图5,搓圆机构连续输出带馅小圆子到承接板402上,气嘴506连续吹起将承接板402上的圆子向右吹向裹粉板501,此外,承接板402也可以设置为向下的倾斜面。
40.上述带馅小圆子制作装置首先利用馅斗101向面柱成型机构的内筒3011输送馅料,利用面斗201向面柱成型机构的外筒3013输送面料,面料和馅料在面柱成型机构的锥形出口处汇合形成馅料在中心的带馅面柱,然后该带馅面柱进入搓圆机构,随着螺旋输送杆的旋转面柱被切断并搓圆形成带馅小圆子向下传输落入承接板402,然后被气嘴506吹到裹粉板501上,最终由输送带505输出。整个过程实现自动化,节约人工成本,提高效率,制作的带馅小圆子规格一致性高,通过调整螺旋输送杆的规格可以设置小圆子尺寸,能够制作出小尺寸的圆子。
41.实施例2:参见图6,与实施例1不同之处在于,面柱成型机构301和搓圆机构401水平设置,在顶部馅叶片泵104居左,面叶片泵204居右,面料从面管道205竖直输送至面柱成型机构301的外筒,馅管道105则先竖直后水平将馅料输送至面柱成型机构301的内筒,面柱成型机构301制作的面柱送入搓圆机构401,生成小圆子以后到达末端的承接板402,由于本实施例中承接板402竖直,可不设气嘴506,圆子自动落入到裹粉板501上,经过筛选网502最终由输送带505输出。
42.实施例2:参见图7,与实施例1不同之处在于,面柱成型机构301和搓圆机构401倾斜设置,在顶部馅叶片泵104和面叶片泵204位于中心线两侧,面料从面管道205竖直输送至面柱成型机构301的外筒,馅管道105则呈倾斜状将馅料输送至面柱成型机构301的内筒,面柱成型后由搓圆机构401切断并搓圆,生成小圆子以后到达末端的承接板402,由于本实施例中承接板402倾斜向下,也可不设气嘴506,圆子自动落入到裹粉板501上,经过筛选网502最终由输送带505输出。
43.上面结合附图和实施例对本发明作了详细的说明,但是,所属技术领域的技术人
员能够理解,在不脱离本发明宗旨的前提下,还可以对上述实施例中的各个具体参数进行变更,形成多个具体的实施例,均为本发明的常见变化范围,在此不再一一详述。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。