1.本发明实施例涉及标识技术,尤其涉及一种柔性材料的尺寸标识控制装置及方法。
背景技术:
2.柔性材料多由高分子聚合物复合而成,具有一定的柔性与刚度,例如,柔性材料可以为布料,海绵,皮料等。来料时一般为大型卷状,目前来说,柔性材料的尺寸测量缺少有效的测量方法,测量方法多为人工利用刻度尺进行反复测量,这样测量误差较大,测量效率较低。
技术实现要素:
3.本发明提供一种柔性材料的尺寸标识控制装置及方法,实现了自动对柔性材料的尺寸标注,从而减少了后续柔性材料的测量误差,提升了测量效率。
4.第一方面,本发明实施例提供了一种柔性材料的尺寸标识控制装置,该装置包括标识设备、标识收集设备和控制单元;
5.待标识柔性材料的首端与所述标识收集设备固定连接;所述待标识柔性材料的一端与所述标识设备相接触;所述标识设备包括至少一个标识印记;
6.所述控制单元,用于驱动所述标识设备转动以使各所述标识印记印在所述待标识柔性材料上;并同时驱动所述标识收集设备转动以带动所述待标识柔性材料卷曲在所述标识收集设备上。
7.可选的,所述控制单元,还用于控制所述标识设备及所述标识收集设备以相同的线速度转动。
8.可选的,所述标识收集设备包括半径识别器;所述半径识别器与所述控制单元电连接;
9.所述半径识别器,用于识别所述标识收集设备的半径变化,并将所述标识收集设备的半径变化发送至所述控制单元;
10.所述控制单元,具体还用于当所述标识收集设备的半径增加时,调节所述标识设备的角速度和/或所述标识收集设备的角速度以使所述标识设备及所述标识收集设备以相同的线速度转动。
11.可选的,调节所述标识设备的角速度和/或所述标识收集设备的角速度以使所述标识设备及所述标识收集设备以相同的线速度运转,包括:
12.当所述标识收集设备的半径增加时,调节增加所述标识设备的角速度以使所述标识设备及所述标识收集设备以相同的线速度运转;和/或,
13.当所述标识收集设备的半径增加时,调节降低所述标识收集设备的角速度以使所述标识设备及所述标识收集设备以相同的线速度运转;
14.当所述标识设备的角速度增加到第一预设角速度阈值时,调节降低所述标识收集
设备的角速度以使所述标识设备及所述标识收集设备以相同的线速度运转。
15.可选的,还包括:警示单元;
16.所述警示单元,用于当所述标识收集设备的角速降低到第二预设角速度阈值时,报警警示以提示停止标识。
17.可选的,所述标识设备包括第一线速度传感器;所述标识收集设备包括第二线速度传感器;
18.所述第一线速度传感器,用于检测所述标识设备的线速度,并将所述标识设备的线速度发送至所述控制单元;
19.所述第二线速度传感器,用于检测所述标识收集设备的线速度,并将所述标识收集设备的线速度发送至所述控制单元;
20.所述控制单元,还用于检测所述标识设备的线速度及所述标识收集设备的线速度是否相同。
21.第二方面,本发明实施例还提供了一种柔性材料的尺寸标识控制方法,该方法应用于上述第一方面所述的柔性材料的尺寸标识控制装置;所述尺寸标识控制方法包括:
22.驱动所述标识设备转动以使各所述标识印记印在所述待标识柔性材料上;
23.驱动所述标识收集设备转动以带动所述待标识柔性材料卷曲在所述标识收集设备上。
24.可选的,还包括:
25.控制所述标识设备及所述标识收集设备以相同的线速度转动。
26.可选的,所述标识设备包括半径识别器;所述尺寸标识控制方法还包括:
27.获取所述半径识别器识别的所述标识收集设备的半径变化;
28.当所述标识收集设备的半径增加时,调节所述标识设备的角速度和/或所述标识收集设备的角速度以使所述标识设备及所述标识收集设备以相同的线速度转动。
29.可选的,当所述标识收集设备的半径增加时,调节所述标识设备的角速度和/或所述标识收集设备的角速度以使所述标识设备及所述标识收集设备以相同的线速度转动,包括:
30.当所述标识收集设备的半径增加时,调节增加所述标识设备的角速度以使所述标识设备及所述标识收集设备以相同的线速度运转;和/或
31.当所述标识收集设备的半径增加时,调节降低所述标识收集设备的角速度以使所述标识设备及所述标识收集设备以相同的线速度运转;
32.当所述标识设备的角速度增加到第一预设角速度阈值时,调节降低所述标识收集设备的角速度以使所述标识设备及所述标识收集设备以相同的线速度运转;
33.所述尺寸标识控制方法还包括:
34.当所述标识收集设备的角速度降低到所述第二预设角速度阈值时,控制报警单元工作以提示停止标识。
35.本发明实施例,通过控制单元驱动标识设备转动以使各标识印记印在待标识柔性材料上,并同时驱动标识收集设备转动以带动待标识柔性材料卷曲在标识收集设备上,如此实现了自动对柔性材料的尺寸标注,从而减少了后期柔性材料的测量误差,提升了测量效率。
附图说明
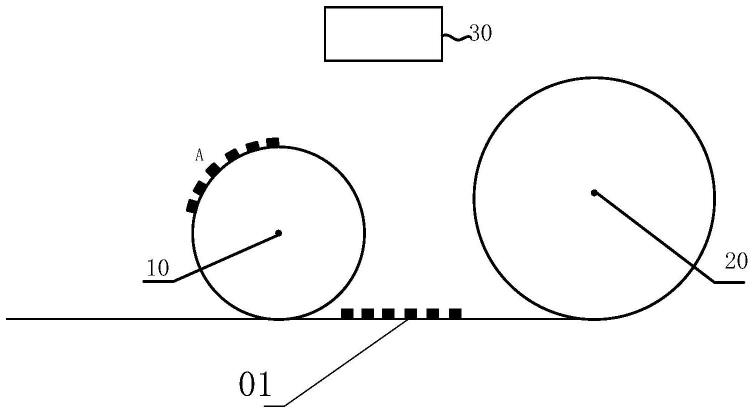
36.图1是本发明实施例提供的一种柔性材料的尺寸标识控制装置的结构示意图;
37.图2是本发明实施例提供的另一种柔性材料的尺寸标识控制装置的结构示意图;
38.图3是本发明实施例提供的一种柔性材料的尺寸标识控制方法的流程图;
39.图4是本发明实施例提供的另一种柔性材料的尺寸标识控制方法的流程图;
40.图5是本发明实施例提供的又一种柔性材料的尺寸标识控制方法的流程图。
具体实施方式
41.下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
42.图1是本发明实施例提供的一种柔性材料的尺寸标识控制装置的结构示意图,如图1所示,该柔性材料的尺寸标识控制装置包括标识设备10、标识收集设备20和控制单元30;待标识柔性材料01的首端与标识收集设备20固定连接;待标识柔性材料01的一端与标识设备10相接触;标识设备10包括至少一个标识印记a;控制单元30,用于驱动标识设备10转动以使各标识印记a印在待标识柔性材料01上;并同时驱动标识收集设备20转动以带动待标识柔性材料01卷曲在标识收集设备20上。
43.其中,标识设备10及标识收集设备20均为圆柱体设备;标识设备10的半径固定设置;标识收集设备20的半径会随着待标识柔性材料01的不断卷曲,其半径是可变的;待标识柔性材料01未卷曲时,标识收集设备20的半径可以大于标识设备10的半径大小,标识收集设备20的半径也可以小于标识设备10的半径大小,这里对标识设备10及标识收集设备20的半径大小不作具体的限定。
44.本方案通过控制单元30驱动标识设备10绕其中心轴转动可以将各标识印记a通过烫印、压印、移印、印刷等方式在待标识柔性材料01上做标识;标识收集设备20与待标识柔性材料01的首端固定连接,例如:待标识柔性材料01的首端通过胶带、固定夹固定连接,控制单元30同时驱动标识收集设备20绕其中心轴转动时,带有标识印记a的待标识柔性材料01会不断地卷曲在标识收集设备20上,待驱动结束后,可以从标识收集设备20上收集带有标识印记a的待标识柔性材料01,如此实现了自动对柔性材料的尺寸标注。
45.可选的,控制单元30,还用于控制标识设备10及标识收集设备20以相同的线速度转动。
46.进一步的,控制单元30控制标识设备10及标识收集设备20以相同的线速度转动,保证标识设备10在柔性材料上的标识长度与卷曲在标识收集设备上的柔性材料的长度相同,从而保证柔性材料上的标识分布均匀,从而减少了后期柔性材料的测量误差,提升了测量效率。
47.可选的,在上述方案的基础上,进一步细化,图2是本发明实施例提供的另一种柔性材料的尺寸标识控制装置的结构示意图,如图2所示,标识收集设备20包括半径识别器21;半径识别器21与控制单元30电连接;半径识别器30,用于识别标识收集设备20的半径变化;并将标识收集设备20的半径变化发送至控制单元30;控制单元30,具体还用于当标识收集设备20的半径增加时,调节标识设备10的角速度和/或标识收集设备20的角速度以使标
识设备10及标识收集设备20以相同的线速度转动。
48.其中,标识设备10包括第一角速度传感器11;标识收集设备20还包括第二角速度传感器22;第一角速度传感器11及第二角速度传感器22均与控制单元30电连接;当控制单元驱动标识设备10开始转动,同时驱动标识收集设备20开始转动,第一角速度传感器11可以检测标识设备10的角速度wa,并将标识设备10的角速度wa发送至控制单元30;第二角速度传感器22可以检测标识收集设备20的角速度wb,并将标识收集设备20的角速度wb发送至控制单元30。
49.预设时间后,带有标识印记a的待标识柔性材料01不断地卷曲在标识收集设备20上,由于待标识柔性材料01具有一定的厚度,标识收集设备20的半径rb逐渐增加,半径识别器21实时识别标识收集设备20的半径rb变化,并将半径rb发送至控制单元30;根据va=wara,vb=wbrb,当va=v
b,
即根据war
a=
wbrb,其中,ra为标识设备10的半径,其为固定设置的值,其可以通过标识设备10内的半径识别器采集到;当标识收集设备20的半径rb增加时,控制单元30可以调节标识设备10的角速度wa和/或标识收集设备20的角速度wb以使标识设备10及标识收集设备20以相同的线速度转动,保证在待标识柔性材料上均匀标识。
50.更具体的是,标识设备10的角速度wa及标识收集设备20的角速度wb的调节方式分为以下三种;一方面,当标识收集设备的半径rb增加时,标识收集设备的角速度wb不变时,仅调节增加标识设备wa的角速度以使标识设备10及标识收集设备20以相同的线速度运转,保证标识在待标识柔性材料上均匀标识。另一方面,当标识收集设备的半径rb增加时,标识设备的角速度wa不变时,仅调节降低标识收集设备的角速度wb以使标识设备10及标识收集设备20以相同的线速度运转,保证标识在待标识柔性材料上均匀标识;此外,在其他的实施例中,当标识收集设备10的半径rb增加时,首先令标识收集设备的角速度wb保持不变,调节增加标识设备10的角速度wa,考虑到标识设备10的使用寿命,标识设备10的角速度wa不能无限增加,当标识设备的角速度wa增加到第一预设角速度阈值w
a’时,当标识收集设备的半径rb继续增加时,调节降低标识收集设备的角速度wb以使标识设备10及标识收集设备20以相同的线速度运转。这样本方案通过调节标识设备10的角速度wa和/或标识收集设备20的角速度wb保证标识设备10及标识收集设备20的线速度动态平衡,保证在待标识柔性材料上均匀标识,这样减少了后续柔性材料的测量误差,还提升测量效率。可以理解的是,角速度的调节方式可以根据柔性材料标识的长度来选择;若柔性材料标识的长度要求较低时,可以直接调节标识设备的角速度wa或者直接调节标识收集设备的角速度wb;若柔性材料标识的长度要求较高时,可以采用标识设备角速度wa及标识收集设备角速度wb相结合的方式。
51.可选的,如图2所示,标识设备10还包括第一线速度传感器12;标识收集设备20还包括第二线速度传感器23;第一线速度传感器12,用于检测标识设备的线速度,并将标识设备10的线速度发送至控制单元30;第二线速度传感器23,用于检测标识收集设备20的线速度,并将标识收集设备20的线速度发送至控制单元30;控制单元30,还用于检测标识设备10的线速度及标识收集设备20的线速度是否相同。其中,控制单元30控制标识设备10及标识收集设备20以相同的线速度转动,为进一步确保标识设备10及标识收集设备20的线速度相同,控制单元30可以接收第一线速度传感器12采集的标识设备10的线速度及第二线速度传感器23采集的标识收集设备20的线速度,以检测标识设备10的线速度及标识收集设备20的线速度是否相同,若检测标识设备10的线速度及标识收集设备20的线速度不同,则返回重
新调节标识设备10的角速度和/或标识收集设备20的角速度,保证标识设备10的线速度和标识设备设备20的线速度的动态平衡。
52.可选的,如图2所示,该装置还包括:警示单元40;警示单元40,用于当标识收集设备20的角速度降低wb到第二预设角速度阈值w
b’时,报警警示以提示停止标识。其中,当标识收集设备20的角速度wb达到第二预设角速度阈值w
b’时,控制单元30则控制警示单元40工作以提示停止标识,工作人员将待标识柔性材料及时撤出,保证标识收集设备20的寿命。
53.本发明实施例还提供了一种柔性材料的尺寸标识控制方法,该控制方法应用于上述实施例所述的柔性材料的尺寸标识控制装置,参照图1,该尺寸标识控制装置包括标识设备10、标识收集设备20和控制单元30;待标识柔性材料01的首端与标识收集设备20固定连接;待标识柔性材料01的一端与标识设备10相接触;标识设备10包括至少一个标识印记a;图3是本发明实施例提供的一种柔性材料的尺寸标识控制方法的流程示意图,如图1和3所示,该尺寸标识控制方法包括以下步骤:
54.s110、驱动标识设备转动以使各标识印记印在待标识柔性材料上。
55.s120、驱动标识收集设备转动以带动待标识柔性材料卷曲在标识收集设备上。
56.其中,该尺寸标识控制过程为:控制单元30驱动标识设备10绕其中心轴转动可以将各标识印记a通过烫印、压印、移印、印刷等方式在待标识柔性材料上做标识;同时驱动标识收集设备20绕其中心轴转动时,带有标识印记a的待标识柔性材料01会不断地卷曲在标识收集设备20上,待驱动结束后,可以从标识收集设备20上收集带有标识印记a的待标识柔性材料01,如此实现了自动对柔性材料的尺寸标注,解决了现有技术中人工利用刻度尺进行反复测量柔性材料尺寸,这样测量误差较大,测量效率较低的问题。
57.可选的,在上述实施例的基础上,进一步优化,图4是本发明实施例提供的另一种柔性材料的尺寸标识控制方法的流程图,如图4所示,该方法包括以下步骤:
58.s210、驱动标识设备转动以使各标识印记印在待标识柔性材料上。
59.s220、驱动标识收集设备转动以带动待标识柔性材料卷曲在标识收集设备上。
60.s230、控制标识设备及标识收集设备以相同的线速度转动。
61.本方案在上述实施例实现自动测量柔性材料尺寸基础上,进一步的,控制单元30控制标识设备10及标识收集设备20以相同的线速度转动,保证标识设备10在柔性材料上的标识长度与卷曲在标识收集设备上的柔性材料的长度相同,从而保证柔性材料上的标识分布均匀,从而减少了后期柔性材料的测量误差,提升了测量效率。
62.可选的,在上述实施例的基础上,进一步对如何实现标识设备的线速度及标识收集设备的线速度相同进行细化,图5是本发明实施例提供的又一种柔性材料的尺寸标识控制方法的流程图,如图5所示,该方法包括以下步骤:
63.s310、驱动标识设备转动以使各标识印记印在待标识柔性材料上。
64.s320、驱动标识收集设备转动以带动待标识柔性材料卷曲在标识收集设备上。
65.s330、获取半径识别器识别的标识收集设备的半径变化。
66.s340、当标识收集设备的半径增加时,调节标识设备的角速度和/或标识收集设备的角速度以使标识设备及标识收集设备以相同的线速度转动。
67.其中,参照图2,标识设备10包括第一角速度传感器11;标识收集设备20包括半径识别器21和第一角速度传感器22;当控制单元驱动标识设备10开始转动,同时驱动标识收
集设备20开始转动,第一角速度传感器11可以检测标识设备的角速度wa,并将标识设备的角速度wa发送至控制单元30;第二角速度传感器22可以检测标识收集设备的角速度wb,并将标识收集设备的角速度wb发送至控制单元30。
68.预设时间后,带有标识印记a的待标识柔性材料01不断地卷曲在标识收集设备20上,由于待标识柔性材料01具有一定的厚度,标识收集设备20的半径rb逐渐增加,半径识别器21实时识别标识收集设备20的半径rb变化,并将半径rb发送至控制单元30;根据wara=wbrb,其中,ra为标识设备10的半径,其为固定设置的值;当标识收集设备20的半径rb增加时,控制单元30可以调节标识设备10的角速度wa和/或标识收集设备20的角速度wb以使标识设备10及标识收集设备20以相同的线速度转动,保证在待标识柔性材料上均匀标识。
69.可选的,当标识收集设备10的半径rb增加时,调节增加标识设备10的角速度wa以使标识设备10及标识收集设备20以相同的线速度运转;和/或,当标识收集设备10的半径rb增加时,调节降低标识收集设备的角速度wb以使标识设备10及标识收集设备20以相同的线速度运转;
70.当标识设备的角速度wa增加到第一预设角速度阈值w
a’时,调节降低标识收集设备的角速度wb以使标识设备10及标识收集设备20以相同的线速度运转。
71.具体的是,标识设备10的角速度wa及标识收集设备20的角速度wb的调节方式分为以下三种;一方面,当标识收集设备20的半径rb增加时,标识收集设备20的角速度wb不变时,仅调节增加标识设备10的角速度wa以使标识设备10及标识收集设备20以相同的线速度运转,保证标识在待标识柔性材料上均匀标识。另一方面,当标识收集设备20的半径rb增加时,标识设备10的角速度wa不变时,仅调节降低标识收集设备20的角速度wb以使标识设备10及标识收集设备20以相同的线速度运转,保证标识在待标识柔性材料上均匀标识;此外,在其他的实施例中,当标识收集设备20的半径rb增加时,首先令标识收集设备20的角速度wb保持不变,调节增加标识设备10的角速度wa;考虑到标识设备10的使用寿命,标识设备10的角速度wa不能无限增加;当标识设备10的角速度wa增加到第一预设角速度阈值w
a’时,若标识收集设备20的半径rb继续增加时,调节降低标识收集设备20的角速度wb以使标识设备10及标识收集设备20以相同的线速度运转。这样本方案通过调节标识设备10的角速度wa和/或标识收集设备20的角速度wb保证标识设备10及标识收集设备20的线速度动态平衡,保证在待标识柔性材料上均匀标识,这样减少了后续柔性材料的测量误差,还提升测量效率。
72.s350、当标识收集设备的角速度降低到第二预设角速度阈值时,控制报警单元工作以提示停止标识。
73.其中,当标识收集设备20的角速度wb达到第二预设角速度w
b’时,控制单元30则控制警示单元40工作以提示停止标识,工作人员将待标识柔性材料及时撤出,保证标识收集设备20的寿命。如此本方案进一步通过调节标识设备10的角速度wa和/或标识收集设备20的角速度wb保证标识设备10及标识收集设备20以相同的线速度转动,保证了柔性材料的均匀标识。
74.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还
可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。