1.本发明涉及粉末冶金技术领域,特别是涉及一种不锈钢及其制备方法。
背景技术:
2.17-4ph不锈钢,即0cr17ni4cu4nb钢,是一种马氏体沉淀硬化不锈钢。从固溶处理温度快速冷却至室温时,组织转变为马氏体;再经过480℃~560℃时效处理,由于马氏体基体沉淀出富铜相,使强度进一步的提高。因含碳量较低,耐腐蚀性和可焊性均优于马氏体型不锈钢,接近于某些奥氏体不锈钢。17-4ph不锈钢是一种具有较高强度和良好的耐腐蚀性材料,在航空航天、医疗器械、消费电子以及汽车制造等领域有着广泛的应用。
3.由于17-4ph不锈钢是沉淀硬化马氏体不锈钢,具有较高的硬度,从而导致其在加工上存在一定难度。金属粉末注射成型是一种新型的近净成型粉末冶金技术,该技术结合了传统粉末冶金技术和塑料注射成型技术,适合小型或形状复杂零件的批量生产,能够较好地解决加工困难问题。然而采用金属粉末注射成型技术对17-4ph不锈钢加工后的产品存在性能较差的问题,例如抗拉强度或硬度较低。此外,金属粉末注射成型技术中的烧结过程所要求温度非常高,从而增大生产能耗与成本,也不利于环保。
技术实现要素:
4.基于此,本发明提供了一种不锈钢,所述不锈钢的密度与致密度均较高,硬度性能较好,并且所需烧结温度低,降低了生产能耗与成本。
5.本发明通过如下技术方案实现。
6.一种不锈钢,以重量百分数计,包括如下原料:95%~98%的17-4ph不锈钢、0.1%~0.5%的铜锡合金、1.5%~5%的金属钼、0.1%~0.2%的金属钛与0.01%~0.1%的钒铁合金。
7.在其中一个实施例中,以重量百分数计,包括如下原料:96%~98%的17-4ph不锈钢、0.2%~0.3%的铜锡合金、1.5%~4%的金属钼、0.14%~0.18%的金属钛与0.05%~0.08%的钒铁合金。
8.本发明还提供一种如上所述的不锈钢的制备方法,包括如下步骤:
9.将所述不锈钢的原料第一次混合,进行合金化,制备复合粉体;
10.将所述复合粉体与粘结剂第二次混合,制备喂料;
11.将所述喂料注射成型,然后脱脂,烧结。
12.在其中一个实施例中,合金化为机械合金化。
13.在其中一个实施例中,合金化采用的方式为球磨;其中,球磨的条件包括:转速为200rpm~300rpm;时间为8h~16h。
14.在其中一个实施例中,所述粘结剂选自聚甲醛基粘结剂。
15.在其中一个实施例中,第二次混合的温度为160℃~200℃;第二次混合的时间为1.5h~2.5h。
16.在其中一个实施例中,注射成型的条件包括:注射温度为160℃~200℃;注射压力为80mpa~120mpa。
17.在其中一个实施例中,脱脂的温度为100℃~120℃;脱脂的时间为7h~9h。
18.在其中一个实施例中,烧结的条件包括:温度为1200℃~1300℃;保温时间为1h~2h。
19.与现有技术相比较,本发明的不锈钢具有如下有益效果:
20.本发明将铜锡合金、钼、钛、钒铁合金与17-4ph不锈钢以一定质量比复配,其中,铜锡合金能够充分填充于17-4ph不锈钢粉颗粒的空隙中,从而能有效降低烧结温度,还能提高不锈钢的密度与烧结致密度,由于不锈钢的性能会随着材料密度的增加而提高,制备得到的不锈钢的性能也会随之增强,包括抗拉强度与硬度性能均能得到提升。同时,钼、钛、钒铁合金的添加能够细化晶粒,从而获得均匀细小的马氏体组织,进一步提高不锈钢的性能。
21.进一步地,本发明的不锈钢的制备工艺简单,所需烧结温度较低,能够在满足使用需求的前提下有效降低生产能耗与成本,符合可持续发展宗旨,可工业化推广。
附图说明
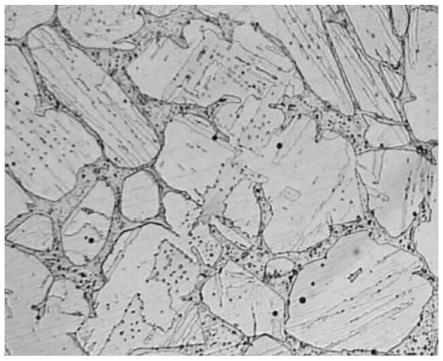
22.图1为本发明实施例提供的不锈钢的显微表征图;
23.图2为本发明实施例提供的不锈钢的拉伸断口形貌图。
具体实施方式
24.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容的理解更加透彻全面。
25.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。在本发明的描述中,“若干”的含义是至少一个,例如一个,两个等,除非另有明确具体的限定。
26.本发明中的词语“优选地”、“更优选地”等是指,在某些情况下可提供某些有益效果的本发明实施方案。然而,在相同的情况下或其他情况下,其他实施方案也可能是优选的。此外,对一个或多个优选实施方案的表述并不暗示其他实施方案不可用,也并非旨在将其他实施方案排除在本发明的范围之外。
27.当本文中公开一个数值范围时,上述范围视为连续,且包括该范围的最小值及最大值,以及这种最小值与最大值之间的每一个值。进一步地,当范围是指整数时,包括该范围的最小值与最大值之间的每一个整数。此外,当提供多个范围描述特征或特性时,可以合并该范围。换言之,除非另有指明,否则本文中所公开之所有范围应理解为包括其中所归入的任何及所有的子范围。
28.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具
体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
29.本发明提供了一种不锈钢,以重量百分数计,包括如下原料:95%~98%的17-4ph不锈钢、0.1%~0.5%的铜锡合金、1.5%~5%的金属钼、0.1%~0.2%的金属钛与0.01%~0.1%的钒铁合金。
30.铜锡合金能够充分填充于17-4ph不锈钢粉颗粒的空隙中,能够有效降低烧结温度,并且提高不锈钢的烧结致密度,从而获得高性能的不锈钢。添加mo、ti与v,能够细化晶粒,获得均匀细小的马氏体组织,从而提高17-4ph使用性能。
31.优选地,以重量百分数计,包括如下原料:96%~98%的17-4ph不锈钢、0.2%~0.3%的铜锡合金、1.5%~4%的金属钼、0.14%~0.18%的金属钛与0.05%~0.08%的钒铁合金。
32.更优选地,以重量百分数计,不锈钢包括如下原料:98%的17-4ph不锈钢、0.3%的铜锡合金、1.5%的金属钼、0.15%的金属钛与0.05%的钒铁合金。
33.在一个具体的示例中,不锈钢的原料的状态为粉末。
34.在一个具体的示例中,铜锡合金具体为cusn15。
35.在一个具体的示例中,钒铁合金具体为vfe50。
36.本发明还提供一种上述不锈钢的制备方法,包括如下步骤:
37.将不锈钢的原料第一次混合,进行合金化,制备复合粉体;
38.将复合粉体与粘结剂第二次混合,制备喂料;
39.将喂料注射成型,然后脱脂,烧结。
40.在一个具体的示例中,合金化为机械合金化。通过机械合金化,使铜锡合金粉粉末粒径减小至亚微米级别,充分填充在不锈钢粉颗粒的空隙中,能够有效降低烧结温度,并且提高17-4ph的烧结致密度,从而获得高性能17-4ph不锈钢。
41.在一个具体的示例中,合金化采用的方式为球磨;其中,球磨的条件包括:转速为200rpm~300rpm;时间为8h~16h。
42.可以理解地,在本发明中,球磨的转速包括但不限于200rpm、201rpm、202rpm、203rpm、204rpm、205rpm、206rpm、207rpm、208rpm、209rpm、210rpm、220rpm、230rpm、240rpm、250rpm、260rpm、270rpm、280rpm、290rpm、300rpm。
43.可以理解地,在本发明中,球磨的时间包括但不限于8h、9h、10h、11h、12h、13h、14h、15h、16h。
44.更具体地,机械合金化在高能球磨机中进行。
45.通过粉末颗粒与磨球之间长时间剧烈地碰撞、冲击,使粉末颗粒产生反复冷焊、断裂,致使粉末颗粒中原子扩散,从而获得高性能17-4ph不锈钢复合粉末的组织结构。
46.在一个具体的示例中,粘结剂选自聚甲醛基粘结剂。
47.在一个具体的示例中,第二次混合的温度为160℃~200℃;第二次混合的时间为1.5h~2.5h。
48.可以理解地,在本发明中,第二次混合为混炼,是将金属粉末与粘结剂混合得到均匀粒料的过程。在混炼过程中,高温使粘结剂熔化,液态粘结剂进入粉末颗粒团聚体中,润滑粉末颗粒,保持混合均匀。
49.可以理解地,在本发明中,第二次混合的温度包括但不限于160℃、170℃、171℃、172℃、173℃、174℃、175℃、176℃、177℃、178℃、179℃、180℃、181℃、182℃、183℃、184℃、185℃、186℃、187℃、188℃、189℃、190℃、200℃。
50.可以理解地,在本发明中,第二次混合的时间包括但不限于1.5h、1.6h、1.7h、1.8h、1.9h、2h、2.1h、2.2h、2.3h、2.4h、2.5h。
51.更具体地,第二次混合是在金属粉末密炼造粒一体机上进行。
52.更具体地,粉末装载量为62%。
53.在一个具体的示例中,注射成型的条件包括:注射温度为160℃~200℃;注射压力为80mpa~120mpa。
54.可以理解地,在本发明中,注射温度包括但不限于160℃、170℃、171℃、172℃、173℃、174℃、175℃、176℃、177℃、178℃、179℃、180℃、181℃、182℃、183℃、184℃、185℃、186℃、187℃、188℃、189℃、190℃、200℃。
55.可以理解地,在本发明中,注射压力包括但不限于80mpa、90mpa、95mpa、96mpa、97mpa、98mpa、99mpa、100mpa、101mpa、102mpa、103mpa、104mpa、105mpa、110mpa、120mpa。
56.在一个具体的示例中,脱脂的温度为100℃~120℃;脱脂的时间为7h~9h。
57.可以理解地,脱脂的温度包括但不限于100℃、105℃、106℃、107℃、108℃、109℃、110℃、111℃、112℃、113℃、114℃、115℃、120℃。
58.可以理解地,脱脂的时间包括但不限于7h、7.5h、7.6h、7.7h、7.8h、7.9h、8h、8.1h、8.2h、8.3h、8.4h、8.5h、8.6h、8.8h、9h。
59.在一个具体的示例中,烧结的条件包括:温度为1200℃~1300℃;保温时间为1h~2h。
60.可以理解地,在本发明中,烧结的温度包括但不限于1200℃、1210℃、1220℃、1230℃、1240℃、1250℃、1260℃、1270℃、1280℃、1290℃、1300℃。
61.可以理解地,在本发明中,保温时间包括但不限于1h、1.1h、1.2h、1.3h、1.4h、1.5h、1.6h、1.7h、1.8h、1.9h、2h。
62.以下结合具体实施例对本发明的不锈钢及其制备方法做进一步详细的说明。以下实施例中所用的原料,如无特别说明,均为市售产品。17-4ph不锈钢粉购于中科科优,cusn15购于中科金研,vfe50购于苏州荣千稀有金属。
63.实施例1
64.本实施例提供一种不锈钢及其制备方法,具体如下:
65.(一)以重量百分比计,本实施例提供的不锈钢的原料组成如下:
66.98%的17-4ph不锈钢粉、0.3%的铜锡合金粉、1.5%的钼粉、0.15%的钛粉、0.05%的钒铁粉。
67.(二)制备步骤如下:
68.(1)分别将上述原料7-4ph不锈钢粉、铜锡合金粉、钼粉、钛粉、钒铁粉按重量比例放置于球磨罐中,在高能球磨机中进行机械合金化,球磨机转速为200rpm,时间为16h,得到混合粉体a;
69.(2)将混合粉体a与聚甲醛基粘结剂在金属粉末密炼造粒一体机混合,粉末装载量62%的,混炼时间为120min,混炼温度为180℃,得到17-4ph不锈钢喂料b;
70.(3)将17-4ph不锈钢喂料b通过金属注射成型机进行注射成型,注射温度为180℃,注射压力为100mpa,得到17-4ph不锈钢注射坯c;
71.(4)将17-4ph不锈钢注射坯c在催化脱脂炉和真空脱脂烧结炉进行脱脂烧结,脱脂温度为110℃,脱脂时间为500min,烧结温度为1230℃,保温时间为120min得到高性能17-4ph不锈钢。
72.实施例2
73.本实施例提供一种不锈钢及其制备方法,具体如下:
74.(一)以重量百分比计,本实施例提供的不锈钢的原料组成如下:
75.97%的17-4ph不锈钢粉、0.26%的铜锡合金粉、2.5%的钼粉、0.17%的钛粉、0.07%的钒铁粉。
76.(二)制备步骤如下:
77.(1)分别将上述原料7-4ph不锈钢粉、铜锡合金粉、钼粉、钛粉、钒铁粉按重量比例放置于球磨罐中,在高能球磨机中进行机械合金化,球磨机转速为200rpm,时间为16h,得到混合粉体a;
78.(2)将混合粉体a与聚甲醛基粘结剂在金属粉末密炼造粒一体机混合,粉末装载量62%的,混炼时间为120min,混炼温度为180℃,得到17-4ph不锈钢喂料b;
79.(3)将17-4ph不锈钢喂料b通过金属注射成型机进行注射成型,注射温度为180℃,注射压力为100mpa,得到17-4ph不锈钢注射坯c;
80.(4)将17-4ph不锈钢注射坯c在催化脱脂炉和真空脱脂烧结炉进行脱脂烧结,脱脂温度为110℃,脱脂时间为500min,烧结温度为1230℃,保温时间为120min得到高性能17-4ph不锈钢。
81.实施例3
82.本实施例提供一种不锈钢及其制备方法,具体如下:
83.(一)以重量百分比计,本实施例提供的不锈钢的原料组成如下:
84.96%的17-4ph不锈钢粉、0.2%的铜锡合金粉、3.58%的钼粉、0.14%的钛粉、0.08%的钒铁粉。
85.(二)制备步骤如下:
86.(1)分别将上述原料7-4ph不锈钢粉、铜锡合金粉、钼粉、钛粉、钒铁粉按重量比例放置于球磨罐中,在高能球磨机中进行机械合金化,球磨机转速为200rpm,时间为16h,得到混合粉体a;
87.(2)将混合粉体a与聚甲醛基粘结剂在金属粉末密炼造粒一体机混合,粉末装载量62%的,混炼时间为120min,混炼温度为180℃,得到17-4ph不锈钢喂料b;
88.(3)将17-4ph不锈钢喂料b通过金属注射成型机进行注射成型,注射温度为180℃,注射压力为100mpa,得到17-4ph不锈钢注射坯c;
89.(4)将17-4ph不锈钢注射坯c在催化脱脂炉和真空脱脂烧结炉进行脱脂烧结,脱脂温度为110℃,脱脂时间为500min,烧结温度为1230℃,保温时间为120min得到高性能17-4ph不锈钢。
90.实施例4
91.本实施例与实施例2唯一的区别是在机械合金化过程中,球磨转速为250r/min,球
磨时间为12h。具体如下:
92.(一)以重量百分比计,本实施例提供的不锈钢的原料组成如下:
93.97%的17-4ph不锈钢粉、0.26%的铜锡合金粉、2.5%的钼粉、0.17%的钛粉、0.07%的钒铁粉。
94.(二)制备步骤如下:
95.(1)分别将上述原料7-4ph不锈钢粉、铜锡合金粉、钼粉、钛粉、钒铁粉按重量比例放置于球磨罐中,在高能球磨机中进行机械合金化,球磨机转速为250rpm,时间为12h,得到混合粉体a;
96.(2)将混合粉体a与聚甲醛基粘结剂在金属粉末密炼造粒一体机混合,粉末装载量62%的,混炼时间为120min,混炼温度为180℃,得到17-4ph不锈钢喂料b;
97.(3)将17-4ph不锈钢喂料b通过金属注射成型机进行注射成型,注射温度为180℃,注射压力为100mpa,得到17-4ph不锈钢注射坯c;
98.(4)将17-4ph不锈钢注射坯c在催化脱脂炉和真空脱脂烧结炉进行脱脂烧结,脱脂温度为110℃,脱脂时间为500min,烧结温度为1230℃,保温时间为120min得到高性能17-4ph不锈钢。
99.实施例5
100.本实施例与实施例3唯一的区别是在机械合金化过程中,球磨转速为300r/min,球磨时间为8h。具体如下:
101.(一)以重量百分比计,本实施例提供的不锈钢的原料组成如下:
102.96%的17-4ph不锈钢粉、0.2%的铜锡合金粉、3.58%的钼粉、0.14%的钛粉、0.08%的钒铁粉。
103.(二)制备步骤如下:
104.(1)分别将上述原料7-4ph不锈钢粉、铜锡合金粉、钼粉、钛粉、钒铁粉按重量比例放置于球磨罐中,在高能球磨机中进行机械合金化,球磨机转速为300rpm,时间为8h,得到混合粉体a;
105.(2)将混合粉体a与聚甲醛基粘结剂在金属粉末密炼造粒一体机混合,粉末装载量62%的,混炼时间为120min,混炼温度为180℃,得到17-4ph不锈钢喂料b;
106.(3)将17-4ph不锈钢喂料b通过金属注射成型机进行注射成型,注射温度为180℃,注射压力为100mpa,得到17-4ph不锈钢注射坯c;
107.(4)将17-4ph不锈钢注射坯c在催化脱脂炉和真空脱脂烧结炉进行脱脂烧结,脱脂温度为110℃,脱脂时间为500min,烧结温度为1230℃,保温时间为120min得到高性能17-4ph不锈钢。
108.实施例6
109.本实施例与实施例2唯一的区别是在脱脂烧结过程中,烧结温度为1250℃,保温时间为100min。具体如下:
110.(一)以重量百分比计,本实施例提供的不锈钢的原料组成如下:
111.97%的17-4ph不锈钢粉、0.26%的铜锡合金粉、2.5%的钼粉、0.17%的钛粉、0.07%的钒铁粉。
112.(二)制备步骤如下:
113.(1)分别将上述原料7-4ph不锈钢粉、铜锡合金粉、钼粉、钛粉、钒铁粉按重量比例放置于球磨罐中,在高能球磨机中进行机械合金化,球磨机转速为200rpm,时间为16h,得到混合粉体a;
114.(2)将混合粉体a与聚甲醛基粘结剂在金属粉末密炼造粒一体机混合,粉末装载量62%的,混炼时间为120min,混炼温度为180℃,得到17-4ph不锈钢喂料b;
115.(3)将17-4ph不锈钢喂料b通过金属注射成型机进行注射成型,注射温度为180℃,注射压力为100mpa,得到17-4ph不锈钢注射坯c;
116.(4)将17-4ph不锈钢注射坯c在催化脱脂炉和真空脱脂烧结炉进行脱脂烧结,脱脂温度为110℃,脱脂时间为500min,烧结温度为1250℃,保温时间为100min得到高性能17-4ph不锈钢。
117.实施例7
118.本实施例与实施例3唯一的区别是在脱脂烧结过程中,烧结温度为1230℃,保温时间为60min。具体如下:
119.(一)以重量百分比计,本实施例提供的不锈钢的原料组成如下:
120.96%的17-4ph不锈钢粉、0.2%的铜锡合金粉、3.58%的钼粉、0.14%的钛粉、0.08%的钒铁粉。
121.(二)制备步骤如下:
122.(1)分别将上述原料7-4ph不锈钢粉、铜锡合金粉、钼粉、钛粉、钒铁粉按重量比例放置于球磨罐中,在高能球磨机中进行机械合金化,球磨机转速为200rpm,时间为16h,得到混合粉体a;
123.(2)将混合粉体a与聚甲醛基粘结剂在金属粉末密炼造粒一体机混合,粉末装载量62%的,混炼时间为120min,混炼温度为180℃,得到17-4ph不锈钢喂料b;
124.(3)将17-4ph不锈钢喂料b通过金属注射成型机进行注射成型,注射温度为180℃,注射压力为100mpa,得到17-4ph不锈钢注射坯c;
125.(4)将17-4ph不锈钢注射坯c在催化脱脂炉和真空脱脂烧结炉进行脱脂烧结,脱脂温度为110℃,脱脂时间为500min,烧结温度为1230℃,保温时间为60min得到高性能17-4ph不锈钢。
126.对比例1
127.采用市场购买某公司生产的17-4ph不锈钢喂料,直接注射成型、脱脂烧结,注射成型和脱脂烧结过程与实施例1相同。具体如下:
128.(1)将市售17-4ph不锈钢喂料通过金属注射成型机进行注射成型,注射温度为180℃,注射压力为100mpa,得到17-4ph不锈钢注射坯;
129.(2)将17-4ph不锈钢注射坯在催化脱脂炉和真空脱脂烧结炉进行脱脂烧结,脱脂温度为110℃,脱脂时间为500min,烧结温度为1230℃,保温时间为120min得到17-4ph不锈钢。
130.对比例2
131.采用市场购买某公司生产的17-4ph不锈钢喂料,直接注射成型、脱脂烧结,具体如下:
132.(1)将市售17-4ph不锈钢喂料通过金属注射成型机进行注射成型,注射温度为180
℃,注射压力为100mpa,得到17-4ph不锈钢注射坯;
133.(2)将17-4ph不锈钢注射坯在催化脱脂炉和真空脱脂烧结炉进行脱脂烧结,脱脂温度为110℃,脱脂时间为500min,烧结温度为1250℃,保温时间为100min得到17-4ph不锈钢。
134.对比例3
135.本对比例与实施例7唯一的区别是原料中不含钼粉。具体如下:
136.(一)本对比例提供的不锈钢的原料组成如下:
137.96%的17-4ph不锈钢粉、0.2%的铜锡合金粉、0.14%的钛粉、0.08%的钒铁粉;
138.以总重量为100%重新换算后,以重量百分比计,本对比例提供的不锈钢的原料组成如下:
139.99.56%的17-4ph不锈钢粉、0.21%的铜锡合金粉、0.15%的钛粉、0.08%的钒铁粉。
140.(二)制备步骤如下:
141.(1)分别将上述原料7-4ph不锈钢粉、铜锡合金粉、钛粉、钒铁粉按重量比例放置于球磨罐中,在高能球磨机中进行机械合金化,球磨机转速为200rpm,时间为16h,得到混合粉体a;
142.(2)将混合粉体a与聚甲醛基粘结剂在金属粉末密炼造粒一体机混合,粉末装载量62%的,混炼时间为120min,混炼温度为180℃,得到17-4ph不锈钢喂料b;
143.(3)将17-4ph不锈钢喂料b通过金属注射成型机进行注射成型,注射温度为180℃,注射压力为100mpa,得到17-4ph不锈钢注射坯c;
144.(4)将17-4ph不锈钢注射坯c在催化脱脂炉和真空脱脂烧结炉进行脱脂烧结,脱脂温度为110℃,脱脂时间为500min,烧结温度为1230℃,保温时间为60min得到17-4ph不锈钢。
145.对比例4
146.本对比例与实施例6唯一的区别是原料中不含铜锡合金粉。具体如下:
147.(一)本对比例提供的不锈钢的原料组成如下:
148.97%的17-4ph不锈钢粉、2.5%的钼粉、0.17%的钛粉、0.07%的钒铁粉;
149.以总重量为100%重新换算后,以重量百分比计,本对比例提供的不锈钢的原料组成如下:
150.97.25%的17-4ph不锈钢粉、2.51%的钼粉、0.17%的钛粉、0.07%的钒铁粉。
151.(二)制备步骤如下:
152.(1)分别将上述原料17-4ph不锈钢粉、钼粉、钛粉、钒铁粉按重量比例放置于球磨罐中,在高能球磨机中进行机械合金化,球磨机转速为200rpm,时间为16h,得到混合粉体a;
153.(2)将混合粉体a与聚甲醛基粘结剂在金属粉末密炼造粒一体机混合,粉末装载量62%的,混炼时间为120min,混炼温度为180℃,得到17-4ph不锈钢喂料b;
154.(3)将17-4ph不锈钢喂料b通过金属注射成型机进行注射成型,注射温度为180℃,注射压力为100mpa,得到17-4ph不锈钢注射坯c;
155.(4)将17-4ph不锈钢注射坯c在催化脱脂炉和真空脱脂烧结炉进行脱脂烧结,脱脂温度为110℃,脱脂时间为500min,烧结温度为1250℃,保温时间为100min得到17-4ph不锈
钢。
156.对比例5
157.本对比例与实施例6唯一的区别是原料组成。具体如下:
158.(一)本对比例提供的不锈钢的原料为17-4ph不锈钢粉。
159.(二)制备步骤如下:
160.(1)分别将上述原料17-4ph不锈钢粉放置于球磨罐中,在高能球磨机中进行机械合金化,球磨机转速为200rpm,时间为16h,得到粉体a;
161.(2)将粉体a与聚甲醛基粘结剂在金属粉末密炼造粒一体机混合,粉末装载量62%的,混炼时间为120min,混炼温度为180℃,得到17-4ph不锈钢喂料b;
162.(3)将17-4ph不锈钢喂料b通过金属注射成型机进行注射成型,注射温度为180℃,注射压力为100mpa,得到17-4ph不锈钢注射坯c;
163.(4)将17-4ph不锈钢注射坯c在催化脱脂炉和真空脱脂烧结炉进行脱脂烧结,脱脂温度为110℃,脱脂时间为500min,烧结温度为1250℃,保温时间为100min得到17-4ph不锈钢。
164.性能测试
165.实施例1所制备得到的17-4ph不锈钢显微组织表征图如图1所示,其拉伸断口形貌如图2所示。
166.将实施例1-7和对比例1-5按照以下方法进行密度、致密度、抗拉强度与硬度的性能测试:
167.抗拉强度:按照astme381-2001中规定的测试方法进行测试;
168.硬度:按照gb/t230.1-2018中规定的测试方法进行测试;
169.密度、致密度:根据阿基米德排水法进行测试。
170.实施例1-7和对比例1-5所制备得到的17-4ph不锈钢主要性能测试结果如表1所示。
171.表1
172.编号密度(g/cm3)致密度抗拉强度(mpa)硬度(hrc)实施例17.745499.3129630实施例27.737699.2128830实施例37.737699.2128530实施例47.745499.3130130实施例57.737699.2129029实施例67.761099.5131031实施例77.737699.2128029对比例17.441295.4106027对比例27.519296.4110228对比例37.690898.6121029对比例47.542696.7113228对比例57.449095.5106128
173.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实
施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
174.以上所述实施例仅表达了本发明的几种实施方式,便于具体和详细地理解本发明的技术方案,但并不能因此而理解为对发明专利保护范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。应当理解,本领域技术人员在本发明提供的技术方案的基础上,通过合乎逻辑的分析、推理或者有限的试验得到的技术方案,均在本发明所附权利要求的保护范围内。因此,本发明专利的保护范围应以所附权利要求的内容为准,说明书及附图可以用于解释权利要求的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
